PROCEDIMIENTO Y APARATO MEJORADOS PARA LA SOLDADURA POR ARCO.
Procedimiento de soldadura de un componente sustancialmente de metal (28) a una pieza de trabajo metálica (40),
en el que dicho componente (28) comprende una zona de soldadura de metal (36) y una zona de conectador roscado, comprendiendo las etapas de:
- sostener la zona de soldadura de metal (36) del componente (28) mediante un cabezal de soldadura de una máquina de soldar y el acoplamiento de la zona de conectador roscada el componente (28) con medios de control del flujo de fluido (16) de la máquina de soldar;
- crear un arco de soldadura entre dicha zona de soldadura de metal (36) de dicho componente (28) y la pieza de trabajo de metal (40) para crear un depósito de soldadura de material fundido; y
- iniciar el flujo de fluido a presión entre la máquina de soldadura y el componente (28) de modo que esté dispuesto entre la zona del conectador del componente (28) y el depósito de soldadura para desviar cualquier residuo fluido aerotransportado del depósito de soldadura alejándolo de dicha zona del conectador roscada de dicho componente (28) durante el desplazamiento del componente (28) dentro del depósito de soldadura, caracterizado por la etapa de la desviación del flujo de fluido a presión a través de un canal formado por las roscas de la zona roscada del conectador y por los medios de control del flujo de fluido (16)
Tipo: Resumen de patente/invención. Número de Solicitud: W0127040US.
Solicitante: EMHART INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: DRUMMOND PLAZA OFFICE PARK,1423 KIRKWOOD HIGHWAYNEWARK, D.
Inventor/es: KURZ,ROLAND, NAPIERALA,STEFAN, EBERLING,RICHARD,L, HARRIES,SIMON.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B23K9/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Soldadura por puntos de contacto.
- B23K9/20B
Clasificación PCT:
- B23K9/20 B23K 9/00 […] › Soldadura por puntos de contacto.
Clasificación antigua:
- B23K9/20 B23K 9/00 […] › Soldadura por puntos de contacto.
Fragmento de la descripción:
Procedimiento y aparato mejorados para la soldadura por arco.
La presente invención se refiere a un procedimiento y a un aparato para la soldadura por arco de un componente sustancialmente de metal a una pieza de trabajo de metal según el preámbulo de, respectivamente, la reivindicación 1 y la reivindicación 14 véase, por ejemplo, el documento DE 2818896 A. Más particularmente, la invención se refiere a la soldadura de un espárrago o tuerca a una plancha metálica en la cual el espárrago o tuerca se va a utilizar como un anclaje.
La soldadura de espárragos y tuercas metálicos a una estructura metálica por medio de soldadura por arco es un proceso muy extendido que encuentra aplicación particular en la industria del automóvil. El procedimiento exacto del proceso de soldadura se puede variar relativamente pero el principio general implica la formación de un arco eléctrico entre el espárrago y la plancha de metal efectuando una fusión relativa de los materiales metálicos en la zona del arco de modo que el componente de metal se puede introducir dentro del fundido que se forma en la zona de fusión para dar como resultado una conexión soldada resistente que se forma entre el componente y la estructura de metal a continuación del enfriamiento.
Una forma de un proceso de soldadura es el denominado proceso de soldadura por arco inducido el cual implica la colocación del componente que se va a soldar a la plancha de metal dentro de una pistola de soldar y llevando el componente al contacto eléctrico con la superficie metálica para completar un circuito inicial que indica que el componente de metal está en contacto con la plancha de metal. El ciclo de soldadura se inicia entonces por lo que el espárrago es separado de la superficie de trabajo induciendo un arco piloto el cual sirve para ayudar a limpiar ambos el componente y la superficie de trabajo antes de que se inicie una corriente de soldadura principal creando un arco de soldadura entre el componente elevado y la plancha de metal. El arco de soldadura sirve para formar un depósito de material de metal fundido en el material de la plancha y también en el componente metálico. El aparato de soldadura causa entonces que el componente sea sumergido dentro del metal fundido por lo que cuando el depósito de material soldado solidifica forma una junta homogénea. El proceso entero lleva menos de un segundo y forma una junta la cual de hecho es más resistente que el material que realmente ha sido soldado. Un proceso de soldadura por arco inducido de este tipo es normal dentro de la industria de la soldadura y se utiliza para unir tanto espárragos como tuercas a planchas de metal lo cual permite que fijaciones adicionales se conecten a los mismos. De esta manera los propios espárragos a menudo pueden estar roscados para recibir una tuerca roscada que coopera con el mismo o una tuerca propiamente puede estar soldada directamente sobre la plancha a fin de recibir un conectador con hilos de rosca. Generalmente los espárragos y las tuercas de este tipo están para capacitar que se realicen conexiones a tierra en la plancha de metal por lo tanto requieren que se realice un buen contacto eléctrico entre el espárrago o la tuerca y el elemento conectador apropiado fijado a los mismos. Sin embargo, se ha encontrado que, incluso con la función de limpieza del arco piloto, el intenso calor generado por el arco durante el proceso de soldadura resulta en la formación de carbono vaporizado y otras impurezas lo cual puede resultar en la emanación de un "humo" a partir del material fundido. La condensación de este humo y la impureza vaporizada en las roscas por encima de la tuerca o los espárragos soldados puede servir para inhibir el contacto eléctrico con la conexión subsiguiente y dificultar el acoplamiento roscado entre el componente y conectador roscado.
Un procedimiento y un aparato para la soldadura de espárragos a una pieza de trabajo se revela en el documento US-A 4 306 137. Cuando los espárragos son soldados a una pieza de trabajo utilizando la técnica de soldadura de espárragos de arco inducido, el gas se dirige hacia el área de soldadura de una manera arremolinada alrededor del espárrago en donde ocurre la soldadura a fin de evitar que un recubrimiento de hollín se deposite sobre la pieza de trabajo alrededor del extremo del espárrago soldado.
En el documento US-A-5 938 946 se revela un dispositivo de soldadura eléctrica para la soldadura de un elemento de fijación provisto de un conducto terminal que comprende un sistema de transporte y soporte provisto de un elemento de guía con un conducto de guía y un elemento de carga dispuesto de forma móvil sobre el mismo. El elemento de carga tiene un conducto con una entrada. Un conducto de suministro de gas se cierra en una primera posición del elemento de carga y se conecta a la entrada en una segunda posición del elemento de carga, de modo que el gas puede pasar por el conducto de suministro de gas a través del elemento de carga dentro del conducto terminal del elemento de fijación para evitar la admisión de fundido durante el proceso de soldadura dentro del elemento de fijación.
Un procedimiento para la soldadura con aleación y fusión de una tuerca roscada a una placa metálica utilizando un dispositivo de espárrago de arco se revela en el documento JP 58 110171. El procedimiento no comprende medio alguno para dirigir un flujo fluido hacia la zona de soldadura o de soldadura por aleación.
El documento JP 06 320288 expone un procedimiento para la soldadura de una tuerca de soldadura provista de prolongaciones en la cara extrema que se va a soldar a un elemento de placa base provisto de un taladro colocado concéntricamente al taladro cónico de la tuerca roscada. Un pasador piloto se extiende desde un taladro central de un electrodo fijo que está en contacto con el elemento de placa opuesto a la tuerca de soldadura dentro del taladro cónico de la tuerca de soldadura. Están formadas ranuras verticales en la periferia del pasador piloto. Aire es suministrado desde las ranuras alrededor del taladro cónico de la cara extrema de la tuerca de soldadura y salpicaduras de metal fundido generadas a partir de las prolongaciones en el momento de la soldadura son esparcidas fuera de la tuerca de soldadura.
Un procedimiento de soldadura según el preámbulo de la reivindicación 1 y un aparato de soldadura según el preámbulo de la reivindicación 14 son conocidos a partir del documento DE 28 18 896 A1. Un espárrago de soldadura provisto de una zona de conectador roscada y un extremo que forma una zona de soldadura está sostenido de forma móvil mediante un soporte del espárrago de un aparato de soldadura. El soporte del espárrago está rodeado por un sistema de suministro cilíndrico que termina a una distancia de la pieza de trabajo y que suministra gas inerte a presión a la zona de soldadura. Un manguito de soporte está separado concéntricamente alrededor del sistema de suministro y conectado a un dispositivo de succión para la evacuación de la zona de soldadura.
Además, se ha encontrado que debido a las fuerzas reactivas generadas por la formación del propio arco y también por la conducción del componente dentro del metal fundido puede resultar en la formación de salpicaduras de metal fundido por lo que si tales salpicaduras aterrizan en la rosca de la tuerca o del espárrago, también se volverán a solidificar impidiendo la operación de roscado de los hilos de una tuerca o espárrago de este tipo.
Por lo tanto es un objeto de la presente invención proporcionar un proceso de soldadura y un aparato de soldadura mejorados para atenuar los problemas anteriormente mencionados de una manera que no impida la velocidad ni la calidad de procedimiento de soldadura.
Según un aspecto de la presente invención se proporciona un procedimiento de soldadura de un componente sustancialmente de metal a una pieza de metal según la reivindicación 1. Generalmente el flujo de fluido a presión se genera por lo menos sustancialmente de forma simultánea con la creación del arco de soldadura o antes de la creación del arco de soldadura.
Puesto que la zona de conectador está roscada, el procedimiento comprende la etapa de desviar el flujo de fluido a través de un canal formado por la rosca de la zona roscada. En particular, cuando el componente es una tuerca de soldadura el flujo de fluido a presión se dirige a través de la abertura central de la tuerca para crear una presión positiva en el interior de la abertura de la tuerca lo cual evita que ninguna salpicadura de material soldado fundido o gases entren en esta zona. El procedimiento preferiblemente también comprenderá...
Reivindicaciones:
1. Procedimiento de soldadura de un componente sustancialmente de metal (28) a una pieza de trabajo metálica (40), en el que dicho componente (28) comprende una zona de soldadura de metal (36) y una zona de conectador roscado, comprendiendo las etapas de:
- sostener la zona de soldadura de metal (36) del componente (28) mediante un cabezal de soldadura de una máquina de soldar y el acoplamiento de la zona de conectador roscada el componente (28) con medios de control del flujo de fluido (16) de la máquina de soldar;
- crear un arco de soldadura entre dicha zona de soldadura de metal (36) de dicho componente (28) y la pieza de trabajo de metal (40) para crear un depósito de soldadura de material fundido; y
- iniciar el flujo de fluido a presión entre la máquina de soldadura y el componente (28) de modo que esté dispuesto entre la zona del conectador del componente (28) y el depósito de soldadura para desviar cualquier residuo fluido aerotransportado del depósito de soldadura alejándolo de dicha zona del conectador roscada de dicho componente (28) durante el desplazamiento del componente (28) dentro del depósito de soldadura,
caracterizado por la etapa de la desviación del flujo de fluido a presión a través de un canal formado por las roscas de la zona roscada del conectador y por los medios de control del flujo de fluido (16).
2. Procedimiento según la reivindicación 1 en el que el flujo de fluido a presión se inicia por lo menos sustancialmente de forma simultánea a la creación del arco de soldadura.
3. Procedimiento según la reivindicación 1 en el que el flujo de fluido a presión se inicia antes de la creación del arco de soldadura.
4. Procedimiento según la reivindicación 1 en el que el componente (28) es una tuerca de soldadura, comprendiendo la etapa de dirigir dicho flujo de fluido a presión a través de una abertura central de dicha tuerca (28).
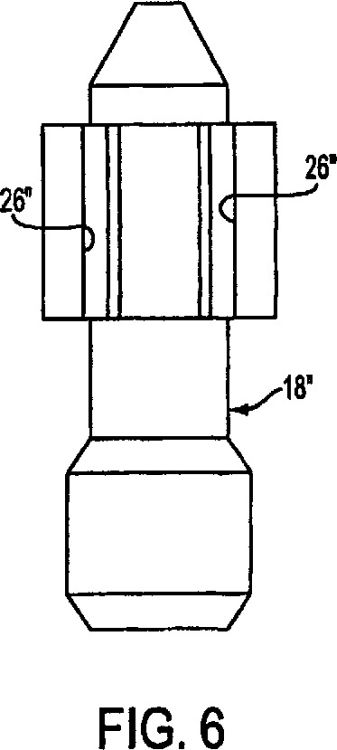
5. Procedimiento según la reivindicación 4 comprendiendo la etapa de la colocación de un inserto sólido (18) en acoplamiento con fricción con las roscas internas de dicha tuerca (28) para formar un canal herméticamente cerrado con dichas roscas a través del cual es dirigido el flujo de fluido.
6. Procedimiento según la reivindicación 1 en el que se induce una trayectoria del flujo en espiral en el flujo de fluido a presión.
7. Procedimiento según la reivindicación 6 en el que trayectoria del flujo en espiral es inducida pasando dicho fluido a través de por lo menos un canal en espiral (26).
8. Procedimiento según la reivindicación 6 adicionalmente comprendiendo la etapa de causar que el fluido a presión se expanda después de que la trayectoria del flujo en espiral haya sido inducida en el flujo de fluido.
9. Procedimiento según la reivindicación 6 en el que el flujo de fluido se pasa a través de seis canales en espiral (26) uniformemente separados angularmente alrededor de un eje central.
10. Procedimiento según la reivindicación 7 en el que el por lo menos un canal en espiral (26) está ajustado para desviar el flujo de fluido en un ángulo de entre 10º y 80º con respecto a un plano perpendicular a la dirección del flujo.
11. Procedimiento según la reivindicación 10 en el que el ángulo de desviación está entre 50º y 70º.
12. Procedimiento según la reivindicación 1 en el que el fluido a presión es aire comprimido y es dirigido a una presión entre 5 y 30 litros por metro cuadrado.
13. Procedimiento según la reivindicación 12 en el que el fluido a presión es aire comprimido y es dirigido a una presión entre 10 y 20 litros por metro cuadrado.
14. Aparato de soldadura para soldar un componente sustancialmente de metal (28) a una pieza de trabajo metálica (40), dicho componente (28) comprendiendo una zona de soldadura de metal (36) y una zona de conectador roscado, dicho aparato comprendiendo un cabezal de soldadura provisto de medios para sostener dicha zona de soldadura de metal (36) de dicho componente (28) adyacente a dicha pieza de trabajo (40) e induciendo un arco de soldadura entre dicha zona de soldadura de metal (36) y la pieza de trabajo (40) para crear un depósito de soldadura de material fundido en el que el cabezal de soldadura desplaza a continuación dicha zona de soldadura dentro de dicho depósito de material de soldadura, dicho aparato adicionalmente comprendiendo una fuente de fluido a presión y medios de control del flujo de fluido (16, 16') para dirigir dicho fluido a presión entre dicho cabezal de soldadura y dicho componente (28) y el depósito de material de soldadura de modo que desvíe cualquier residuo fluido aerotransportado del depósito de soldadura alejándolo de dicha zona roscada del conectador de dicho componente (28) caracterizado porque dichos medios de control del flujo de fluido (16) comprenden un medio director (18, 20; 16') para el acoplamiento con los bordes exteriores de las roscas de dicha zona roscada del conectador de modo que formen un canal de la rosca sustancialmente herméticamente cerrado con el mismo y para dirigir dicho flujo de fluido a través de dicho canal roscado.
15. Aparato de soldadura según la reivindicación 14 adicionalmente comprendiendo medios de control para iniciar el flujo de fluido por lo menos sustancialmente de forma simultánea o antes de la creación del arco de soldadura.
16. Aparato soldadura según la reivindicación 14 para soldar una tuerca de soldadura (28) en el que dichos medios el control del flujo de fluido (16, 16') comprenden un elemento de transmisión del fluido sustancialmente hueco (14) con un tope extremo (24) para un acoplamiento sustancialmente hermético con una superficie superior de dicha tuerca (28) de modo que dirija dicho flujo de fluido a través de una abertura central de dicha tuerca (28).
17. Aparato de soldadura según la reivindicación 14 para soldar una tuerca de soldadura (28) en el que el elemento director (18; 20; 16') comprende un cuerpo cilíndrico (20; 16') para ser recibido en el interior de la abertura central de dicha tuerca (28).
18. Aparato de soldadura según la reivindicación 16 en el que dichos medios de control del flujo de fluido comprenden una válvula de control (16, 16') dispuesta entre dicha fuente de fluido y dicha tuerca (28) para inducir una trayectoria del flujo en espiral (26; 26') en dicho flujo de fluido.
19. Aparato de soldadura según la reivindicación 18 en el que dicha válvula de control (16; 16') comprende un cuerpo macizo provisto de por lo menos un canal en espiral (26; 26') que se extiende a través del mismo.
20. Aparato soldadura según la reivindicación 19 en el que la válvula de control (16; 16') es cilíndrica estando provista de seis canales en espiral (26; 26') formados alrededor de su periferia de modo que están separados equidistantes angularmente a través de la misma.
21. Aparato soldadura según la reivindicación 19 en el que por lo menos un canal en espiral (26; 26') está formado a un ángulo de entre 10º y 8º con respecto a un plano perpendicular a la dirección del flujo de fluido.
22. Aparato soldadura según la reivindicación 18 en el que un elemento deflector (21) está dispuesto en dicho flujo de fluido enfrente de dicha válvula de control (16) e inclinado angularmente con respecto a la dirección del flujo de fluido para desviar gradualmente el flujo de fluido hacia dicho canal en espiral (26).
23. Aparato soldadura según la reivindicación 22 en el que dicho elemento deflector (21) comprende un cono.
24. Aparato soldadura según la reivindicación 18 en el que dichos medios de control del flujo de fluido (16; 16') comprenden una cámara de expansión (50) dentro de la cual entra el fluido después de haber pasado a través de dicha válvula de control (16; 16'), causando la expansión de dicho fluido a presión después de que se haya inducido en el mismo la trayectoria del flujo en espiral.
25. Aparato soldadura según la reivindicación 24 en el que dicha cámara de expansión (50) está formada entre la válvula de control (16; 16') y dicho cuerpo cilíndrico del elemento director (18).
Patentes similares o relacionadas:
Procedimiento y dispositivo para termosoldar un elemento de soldadura con una pieza de trabajo metálica, del 22 de Mayo de 2019, de Bolzenschweißtechnik Heinz Soyer GmbH: Procedimiento para termosoldar un elemento de soldadura , en particular, un perno, con una pieza de trabajo metálica mediante un arco eléctrico , […]
Dispositivo para posicionar y suministrar elementos de fijación, del 27 de Febrero de 2019, de EJOT GMBH & CO. KG: Dispositivo para suministrar y posicionar elementos de fijación , que comprende un mandril provisto de dos piezas de retención tensionadas por resorte, […]
 Procedimiento para montar conjuntos de anclaje en un objeto metálico para anclar un revestimiento de un material de revestimiento curado, del 13 de Febrero de 2019, de Silicon Holding B.V: Un procedimiento para montar conjuntos de anclaje en un objeto metálico para anclar un revestimiento de un material de revestimiento curado dispuesto […]
Procedimiento para montar conjuntos de anclaje en un objeto metálico para anclar un revestimiento de un material de revestimiento curado, del 13 de Febrero de 2019, de Silicon Holding B.V: Un procedimiento para montar conjuntos de anclaje en un objeto metálico para anclar un revestimiento de un material de revestimiento curado dispuesto […]
Método de soldadura por arco estirado con regulación de la energía del arco, del 14 de Junio de 2017, de Nelson Stud Welding, Inc: Un proceso de soldadura por arco estirado que comprende las etapas de: - proporcionar una pieza de trabajo; - proporcionar una herramienta de […]
Sistema de fijación para piezas adosadas a un vehículo, con una pieza de conexión perfilada; vehículo con un sistema de fijación de este tipo, del 1 de Febrero de 2017, de MEKRA LANG GMBH & CO. KG: Sistema de fijación para la fijación de una pieza adosada a un vehículo , que comprende: una pieza de conexión perfilada con una superficie envolvente exterior […]
 Procedimiento para la fijación de una tira de chapa en forma de lengüeta por la cara exterior de un recipiente metálico, del 27 de Enero de 2016, de FRANZ KALDEWEI GMBH & CO.KG: Procedimiento para la fijación de una tira de chapa en forma de lengüeta, en especial de una lengüeta de suspensión o de una lengüeta de […]
Procedimiento para la fijación de una tira de chapa en forma de lengüeta por la cara exterior de un recipiente metálico, del 27 de Enero de 2016, de FRANZ KALDEWEI GMBH & CO.KG: Procedimiento para la fijación de una tira de chapa en forma de lengüeta, en especial de una lengüeta de suspensión o de una lengüeta de […]
Procedimiento de soldadura por arco, con gases inertes que contienen nitrógeno, de piezas metálicas aluminizadas, del 2 de Julio de 2014, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Procedimiento de soldadura por arco eléctrico de al menos una pieza metálica que incluye un revestimiento de la superficie a base de aluminio, empleando un gas […]
Procedimiento de soldeo por arco con gas oxidante de piezas metálicas aluminizadas, del 2 de Julio de 2014, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Procedimiento de soldeo por arco eléctrico de al menos una pieza metálica que comprende un revestimiento de superficie a base de aluminio, que emplea un gas de protección, […]