METODO PARA LA PRODUCCION Y EL MONTAJE DE UN CUERPO CON UNA ESCALA DE ANGULO.
Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.
1, 10.1), con las siguientes etapas:
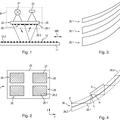
aplicación de al menos tres marcas (A, B, C) sobre el cuerpo (1, 10), donde las marcas (A, B, C) se disponen en dirección periférica del cuerpo (1, 10) separadas entre sí,
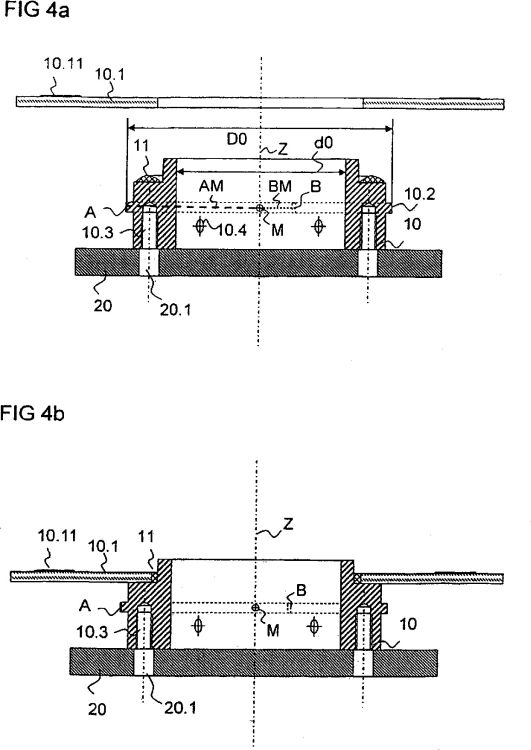
ajuste del cuerpo (1, 10) con respecto a un dispositivo de soporte (2, 20) de tal manera, que las separaciones (AM, BM, CM) entre las marcas (A, B, C) y un punto (M), que es estacionario con respecto al dispositivo de soporte (2, 20) y se sitúa sobre su eje de giro (Z), tengan el mismo tamaño,
aplicación de una escala de ángulo (1.1, 10.1) sobre el cuerpo (1, 10) ajustado con respecto al dispositivo de soporte (2, 20),
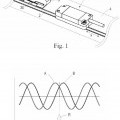
desmontaje del cuerpo (1, 10) provisto de la escala de ángulo (1.1, 10.1) del dispositivo de soporte (2, 20),
montaje del cuerpo (1, 10) provisto de la escala de ángulo (1.1, 10.1) sobre una parte de máquina (3), de tal manera que las separaciones (AM'', BM'', CM'') entre las marcas (A, B, C) y un punto (M''), que es estacionario con respecto a la parte de máquina (3) y se sitúa sobre su eje de giro, tengan el mismo tamaño
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05010106.
Solicitante: DR. JOHANNES HEIDENHAIN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 12 60,83292 TRAUNREUT.
Inventor/es: BRANDL,SEBASTIAN, HERTENBERGER,JURGEN.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Mayo de 2005.
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- G01D5/347B
- G01D5/347C2
Clasificación PCT:
- G01D5/347 FISICA. › G01 METROLOGIA; ENSAYOS. › G01D MEDIDAS NO ESPECIALMENTE ADAPTADAS A UNA VARIABLE PARTICULAR; DISPOSICIONES PARA LA MEDIDA DE DOS O MAS VARIABLES NO CUBIERTAS POR OTRA UNICA SUBCLASE; APARATOS CONTADORES DE TARIFA; DISPOSICIONES PARA TRANSFERENCIA O TRANSDUCTORES NO ESPECIALMENTE ADAPTADAS A UNA VARIABLE PARTICULAR; MEDIDAS O ENSAYOS NO PREVISTOS EN OTRO LUGAR. › G01D 5/00 Medios mecánicos para la transferencia de la magnitud de salida de un elemento sensor; Medios para la conversión de la magnitud de salida de un elemento sensor en otra variable, en los que la forma o naturaleza del elemento sensor no determinan los medios de conversión; Transductores no especialmente adaptados a una variable específica (G01D 3/00 tiene prioridad; especialmente adaptados para aparatos que dan resultados distintos al valor instantáneo de una variable G01D 1/00). › que utilizan escalas de codificación de desplazamiento.
Clasificación antigua:
- G01D5/347 G01D 5/00 […] › que utilizan escalas de codificación de desplazamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método para la producción y el montaje de un cuerpo con una escala de ángulo.
La invención se refiere a un método para la producción y el montaje de un cuerpo con una escala de ángulo de acuerdo con la reivindicación 1, como se puede utilizar particularmente como medio de medición en sistemas de medición angular.
Los sistemas de medición angular de este tipo sirven para la medición de movimientos de giro o posiciones de giro de una parte de máquina, por ejemplo, un árbol. A este respecto, el movimiento de giro se detecta de forma incremental o absoluta, el valor de medición emitido es, por ejemplo, una secuencia de impulsos contadores, un valor de contador o una palabra de código. Se usan sistemas de medición angular correspondientes particularmente en denominadas máquinas pick-and-place (coger y colocar) en la fabricación de componentes electrónicos, o se utilizan en máquinas herramienta para la medición de movimientos rotatorios. La reproducibilidad o repetibilidad de los ángulos de giro de partes de máquina con exactitud de solamente pocos segundos angulares tiene gran importancia, a modo de ejemplo, en máquinas pick-and-place. En máquinas herramienta es particularmente decisiva la exactitud absoluta de los resultados de medición de un sistema de medición angular. A menudo, los sistemas de medición angular se configuran de tal manera que los mismos no presentan ningún apoyo propio de los componentes que pueden girar de forma relativa entre sí.
La exactitud de una medición angular está influida considerablemente por la calidad de la escala de ángulo, la excentricidad de la escala de ángulo para el apoyo y por la desviación de marcha circular del apoyo. Particularmente, en sistemas de medición angular sin apoyo propio se tiene que contar con desviaciones debido a desviaciones de montaje demasiado grandes.
En la Solicitud Publicada de Patente DE 100 19 499 A se describe un método para la producción de una escala de ángulo para un sistema de medición angular, en el que se mide la excentricidad del cuerpo, sobre el que se tiene que aplicar la escala de ángulo. Después, se realiza una corrección de acuerdo con los resultados de medición, de manera que se aplica una escala de ángulo corregida.
Este método conocido presenta la desventaja de que es relativamente complejo y que prácticamente no es posible posteriormente un montaje directo sobre una parte de máquina, cuya posición de ángulo se tiene que determinar.
En la Solicitud Internacional Publicada de Patente WO 2004/008076 A1 se muestra un dispositivo con un anillo intermedio para el montaje de un cuerpo con una escala de ángulo. Este dispositivo tiene, entre otras, la desventaja de que un montaje exacto del cuerpo con la escala de ángulo es comparativamente difícil y complejo.
De acuerdo con el documento EP 0 913 669 A2 se conocen también métodos de centrado, en los que debe realizarse un autocentrado del cuerpo durante el montaje del cuerpo con la escala de ángulo por elementos elásticos. La exactitud del centrado se determina en estos sistemas por la reproducibilidad de los recorridos elásticos. Sin embargo, la repetibilidad exacta de los recorridos elásticos está influida de forma desfavorable dependiendo del material del elemento elástico, por ejemplo, con oscilaciones de temperatura.
Los cuerpos con la escala de ángulo presentan debido a la fabricación inevitablemente desviaciones de redondez. Hasta ahora, a menudo se detectaban estas desviaciones de redondez en muchos puntos de prueba a lo largo del contorno externo del cuerpo. Después se calculó el centro del círculo de los cuadrados de desviación mínimos. Para la aplicación de la escala de ángulo se orientó el cuerpo de tal manera que este centro calculado se situara lo más exactamente posible sobre el eje de giro del dispositivo de soporte. Este tipo de orientación o montaje es comparativamente difícil y complejo. Durante el montaje posterior del cuerpo provisto de la escala de ángulo sobre una parte de máquina se tuvo que centrar dicho centro de nuevo en un proceso complejo exactamente sobre el eje de giro de la respectiva parte de máquina. Ya que los sistemas de medición angular de este tipo, por ejemplo, por técnicas de exploración y electrónicas de interpolación mejoradas, permiten en principio mediciones cada vez más exactas, se tuvieron que reducir las tolerancias de instalación para agotar el potencial de los sistemas de medición angular. Por este motivo, para el aumento de la exactitud de centrado se potenció continuamente la exactitud de la determinación del centro del círculo de los cuadrados de desviación mínimos, aumentando la cantidad de puntos de prueba, lo que, sin embargo, a su vez potencia la complejidad de producción y montaje.
La invención se basa en el objetivo de crear un método para la producción y el montaje de un cuerpo con una escala de ángulo, que se distingue particularmente por que es posible una instalación extremadamente precisa, con una complejidad de producción y montaje comparativamente reducida.
Este objetivo se resuelve por un método de acuerdo con la reivindicación 1. De acuerdo con esto, se aplican en primer lugar sobre un cuerpo preferiblemente con simetría rotativa al menos tres marcas, que se disponen en dirección periférica del cuerpo separadas entre sí. Después, se orienta o ajusta el cuerpo con respecto a un dispositivo de soporte (por ejemplo, una mesa circular), de manera que las separaciones entre las marcas y un punto, que es estacionario con respecto al dispositivo de soporte y se sitúa sobre su eje de giro tengan el mismo tamaño. En cuanto este ajuste finaliza, se puede aplicar una escala de ángulo sobre el cuerpo. Después, el cuerpo se puede desmontar del dispositivo de soporte y se ha terminado, a modo de ejemplo, para un envío posterior. El cuerpo provisto de la escala de ángulo se puede montar ahora sobre una parte de máquina, por ejemplo, un árbol, cuya posición de giro se debe medir. Con este fin se ajusta el cuerpo de nuevo en el espacio de tal manera que las separaciones entre las marcas y un punto, que es estacionario con respecto a la parte de máquina y se sitúa sobre su eje de giro, tengan el mismo tamaño.
Como ya se ha mencionado, se realizan los procesos de ajuste de manera que las separaciones entre las marcas y los puntos correspondientes tengan el mismo tamaño. El término "igual" se tiene que entender en relación con las exactitudes como son habituales en el campo técnico presente en este documento. "Igual" naturalmente no significa que necesariamente con una medición opcionalmente exacta, dichas separaciones tengan que tener exactamente el mismo tamaño. Más bien, en este caso se tienen que permitir tolerancias, si bien extremadamente pequeñas. La diferencia de longitud normalizada entre la primera separación, partiendo de un primer punto de marca, y una segunda separación, que parte de un segundo punto de marca al respectivo punto debe situarse en un intervalo de ± 410-4. Se debe entender bajo la expresión diferencia de longitud normalizada la diferencia de dos separaciones con respecto a una de las separaciones. A menudo, se pueden reducir con una complejidad justificable las diferencias de longitud normalizadas correspondientes también hasta el intervalo de ± 210-5, o incluso hasta ± 0,510-5.
Cuando finaliza el método de acuerdo con la invención, el cuerpo con la escala de ángulo se ha montado de forma precisa, de manera que la instalación cumple con la condición de una medición de ángulo de alta calidad.
En la práctica, el cuerpo sobre el que se debe aplicar una escala de ángulo no se puede fabricar perfectamente redondo. Las definiciones de términos con respecto a las desviaciones de redondez se corresponden en este documento por lo demás con la DIN ISO 4291 de septiembre de 1987. Durante la instalación o durante el montaje, con la aplicación del método de acuerdo con la invención no se tienen que tener en cuenta las desviaciones de redondez del cuerpo. Particularmente, no es necesario que se tenga que determinar el centro del círculo de los cuadrados de desviación mínimos. Sorprendentemente, es posible un montaje con mucho suficientemente exacto que para el fin de la medición, incluso cuando el eje de giro de la parte de máquina a medir no se cruza con el centro del círculo de los cuadrados de desviación mínimos, o no se sitúa en proximidad inmediata al mismo.
Ventajosamente, la aplicación de las marcas y/o de la escala de ángulo se realiza con ayuda de un proceso de ablación, particularmente una ablación por...
Reivindicaciones:
1. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1), con las siguientes etapas:
- aplicación de al menos tres marcas (A, B, C) sobre el cuerpo (1, 10), donde las marcas (A, B, C) se disponen en dirección periférica del cuerpo (1, 10) separadas entre sí,
- ajuste del cuerpo (1, 10) con respecto a un dispositivo de soporte (2, 20) de tal manera, que las separaciones (AM, BM, CM) entre las marcas (A, B, C) y un punto (M), que es estacionario con respecto al dispositivo de soporte (2, 20) y se sitúa sobre su eje de giro (Z), tengan el mismo tamaño,
- aplicación de una escala de ángulo (1.1, 10.1) sobre el cuerpo (1, 10) ajustado con respecto al dispositivo de soporte (2, 20),
- desmontaje del cuerpo (1, 10) provisto de la escala de ángulo (1.1, 10.1) del dispositivo de soporte (2, 20),
- montaje del cuerpo (1, 10) provisto de la escala de ángulo (1.1, 10.1) sobre una parte de máquina (3), de tal manera que las separaciones (AM', BM', CM') entre las marcas (A, B, C) y un punto (M'), que es estacionario con respecto a la parte de máquina (3) y se sitúa sobre su eje de giro, tengan el mismo tamaño.
2. Método para la producción y el montaje de un cuerpo (1) con una escala de ángulo (1.1) de acuerdo con la reivindicación 1, en el que se realiza la aplicación de la escala de ángulo (1.1) sobre el cuerpo (1) ajustado en el dispositivo de soporte (2) con ayuda de un proceso de ablación.
3. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con la reivindicación 1 ó 2, en el que se realiza la aplicación de al menos tres marcas (A, B, C) con ayuda de un proceso de ablación.
4. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con una de las reivindicaciones 2 ó 3, en el que el proceso de ablación es un proceso de ablación por láser.
5. Método para la producción y el montaje de un cuerpo (1) con una escala de ángulo (1.1) de acuerdo con una de las reivindicaciones precedentes, en el que el cuerpo (1) se recubre antes de la aplicación de la escala de ángulo (1.1) al menos en la zona de la escala de ángulo (1.1).
6. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con una de las reivindicaciones precedentes, en el que el cuerpo (1, 10) se recubre antes de la aplicación de las marcas (A, B, C) al menos en la zona de las marcas (A, B, C).
7. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con la reivindicación 5 ó 6, en el que el cuerpo (1, 10) se recubre con una capa de ablación.
8. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con una de las reivindicaciones precedentes, en el que se disponen tres marcas (A, B, C) en dirección periférica del cuerpo (1, 10) desplazadas 120º entre sí.
9. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con una de las reivindicaciones precedentes, en el que el cuerpo (1, 10) se configura con forma anular.
10. Método para la producción y el montaje de un cuerpo (1, 10) con una escala de ángulo (1.1, 10.1) de acuerdo con la reivindicación 9, en el que el cuerpo (1, 10) presenta un diámetro externo D y un diámetro interno d y la relación D/d es menor de 5.
11. Método para la producción y el montaje de un cuerpo (1) con una escala de ángulo (1.1) de acuerdo con una de las reivindicaciones precedentes, en el que la escala de ángulo (1.1) se aplica sobre el lado de la superficie lateral (1.2) del cuerpo (1).
12. Método para la producción y el montaje de un cuerpo (1) con una escala de ángulo (1.1) de acuerdo con la reivindicación 11, en el que el cuerpo (1) se produce de tal manera que la desviación de redondez ?Zq en la zona de la escala de ángulo (1.1) del cuerpo (1) es menor de 100 µm, particularmente es menor de 50 µm.
Patentes similares o relacionadas:
DISPOSITIVO OPTOELECTRÓNICO DE MEDIDA, del 9 de Enero de 2012, de FAGOR, S.COOP.: Dispositivo optoelectrónico de medida, que comprende un perfil con una ranura longitudinal interior, una banda de medida dispuesta en la ranura longitudinal […]
 UNIDAD DE REFERENCIA PARA UN DISPOSITIVO OPTOELECTRÓNICO DE MEDIDA, del 2 de Junio de 2011, de FAGOR, S.COOP.: Unidad de referencia para un dispositivo optoelectrónico de medida, comprendiendo dicho dispositivo una cabeza lectora y una regla graduada […]
UNIDAD DE REFERENCIA PARA UN DISPOSITIVO OPTOELECTRÓNICO DE MEDIDA, del 2 de Junio de 2011, de FAGOR, S.COOP.: Unidad de referencia para un dispositivo optoelectrónico de medida, comprendiendo dicho dispositivo una cabeza lectora y una regla graduada […]
 UNIDAD DE EXPLORACIÓN E INSTALACIÓN DE MEDICIÓN DE LA POSICIÓN, del 7 de Marzo de 2011, de DR. JOHANNES HEIDENHAIN GMBH: Unidad de exploración con - una placa de exploración y un soporte , en la que la placa de exploración está fijada en el soporte por medio de varios […]
UNIDAD DE EXPLORACIÓN E INSTALACIÓN DE MEDICIÓN DE LA POSICIÓN, del 7 de Marzo de 2011, de DR. JOHANNES HEIDENHAIN GMBH: Unidad de exploración con - una placa de exploración y un soporte , en la que la placa de exploración está fijada en el soporte por medio de varios […]
 MONTAJE DE UN SOPORTE DE UNA ESCALA GRADUAL, del 18 de Enero de 2011, de DR. JOHANNES HEIDENHAIN GMBH: Disposición para la fijación de un soporte de una medición material de una instalación de medición de longitudes en una superficie de montaje (M) de un objeto […]
MONTAJE DE UN SOPORTE DE UNA ESCALA GRADUAL, del 18 de Enero de 2011, de DR. JOHANNES HEIDENHAIN GMBH: Disposición para la fijación de un soporte de una medición material de una instalación de medición de longitudes en una superficie de montaje (M) de un objeto […]
 ESCALA CON UNA RED DE FASE REFLECTANTE, del 27 de Noviembre de 2009, de DR. JOHANNES HEIDENHAIN GMBH: Escala para un sistema de medición de la posición interferencial, con una red de fase reflectante que presenta de forma alterna capas con alta refracción y capas […]
ESCALA CON UNA RED DE FASE REFLECTANTE, del 27 de Noviembre de 2009, de DR. JOHANNES HEIDENHAIN GMBH: Escala para un sistema de medición de la posición interferencial, con una red de fase reflectante que presenta de forma alterna capas con alta refracción y capas […]
DISPOSITIVO PARA FIJAR UN ELEMENTO DE ROTOR EN UN ÁRBOL ROTATORIO, del 20 de Diciembre de 2011, de SICK SENSORS LTD: Dispositivo para fijar un elemento de rotor, especialmente el rotor de un codificador en un árbol rotatorio que comprende un manguito de sujeción […]
 Estructura de malla para un dispositivo óptico de medición de posición, del 29 de Julio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Estructura de malla para un dispositivo óptico de medición de posición,
- que contiene zonas de partición que presentan como mínimo […]
Estructura de malla para un dispositivo óptico de medición de posición, del 29 de Julio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Estructura de malla para un dispositivo óptico de medición de posición,
- que contiene zonas de partición que presentan como mínimo […]
Aparato codificador, del 6 de Mayo de 2020, de RENISHAW PLC: Un aparato codificador que comprende una escala , una carcasa protectora y un conjunto de cabezal de lectura que comprende un receptor […]