CIP-2021 : B21B 19/04 : Laminación de materiales de estructura maciza, es decir, no huecos; Taladrado.
CIP-2021 › B › B21 › B21B › B21B 19/00 › B21B 19/04[2] › Laminación de materiales de estructura maciza, es decir, no huecos; Taladrado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21B 17/00 hasta B21B 25/00: Métodos de laminado o laminadores especialmente concebidos para la fabricación o el tratamiento de tubos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 19/00 Laminado de tubos por medio de cilindros dispuestos en el exterior de la pieza trabajada y no teniendo sus ejes perpendiculares al eje de las piezas trabajadas (enderezamiento por laminación B21D).
B21B 19/04 · · Laminación de materiales de estructura maciza, es decir, no huecos; Taladrado.
CIP2021: Invenciones publicadas en esta sección.
Tubería de acero de pozos petrolíferos de baja aleación y método para fabricar la misma.
(26/04/2019) Una tubería de acero de pozos petrolíferos de baja aleación que comprende:
una composición química que consiste, en % en masa, en
C: 0,40 a 0,65 %,
Si: 0,05 a 0,50 %,
Mn: 0,10 a 1,00 %,
P: 0,020 % o menos,
S: 0,0020 % o menos,
Cu: 0,15 % o menos,
Cr: 0,40 a 1,50 %,
Mo: 0,50 a 2,50 %,
V: 0,05 a 0,25 %,
Ti: 0 a menos de 0,01 %,
Nb: 0,01 a 0,2 %,
Al sol.: 0,010 a 0,100 %,
N: 0,006 % o menos,
B: 0 a 0,0015 % y
Ca: 0 a 0,003 %, siendo el resto
Fe e impurezas, y
una estructura consistente en martensita revenida y de 0 a menos de 2 % de relación en volumen de austenita retenida;
en la que la tubería de acero tiene una resistencia a la fluencia…
Método para fabricar una palanquilla redonda de aleación alta con contenido de níquel que tiene calidad interna mejorada.
(10/04/2019) Un método para fabricar una palanquilla redonda de aleación alta que contiene níquel, el método comprende los pasos de:
fundir de manera continua un acero fundido por medio de un molde de fundición, obteniendo, de este modo, una palanquilla rectangular; y
formar la palanquilla rectangular en una palanquilla redonda mediante el forjado o laminado,
en donde el molde de fundición tiene una forma tal que una relación w/h entre la extensión del lateral largo (w) y la extensión del lateral corto (h) de una sección transversal de la palanquilla rectangular es de 1,0 a 2,0 y la sección transversal es perpendicular a la dirección de fundición…
Conducto de aleación de sistema austenítico y método de fabricación del mismo.
(23/01/2019) Un método para producir un conducto de aleación austenítica, que comprende:
un proceso de producción de un conducto de material de aleación austenítica que consiste, en porcentaje en masa, en C: a lo sumo 0,03 %, Si: 0,10 a 1,0 %, Mn: 0,3 a 5,0 %, Ni: 23 a 52 %, Cr: 20 a 30 %, N: 0,005 a 0,50 %, Mo: 1,5 a 9 % y Cu: 0,5 a 3 %, y opcionalmente al menos un tipo seleccionado entre un grupo que consiste, en porcentaje en masa, en Ca: a lo sumo 0,01 %, Mg: a lo sumo 0,01 %, y MTR (metales de las tierras raras): a lo sumo 0,20 %, siendo el resto Fe e impurezas;
un proceso de trabajo en frío del conducto de material; y
un proceso de producción de un conducto de aleación austenítica, en el que al someter el conducto de material trabajado en frío a un enderezado con una relación de aplastamiento máxima de 2,0 a 15,0 % y…
Desoxidación de bloques huecos laminados de madera oblicua.
(28/09/2016). Solicitante/s: SMS group GmbH. Inventor/es: THIEVEN, PETER.
Procedimiento para la producción de un tubo o producto precursor de tubo a partir de un cuerpo macizo mediante un laminador , que comprende al menos un cilindro que actúa desde el exterior en el cuerpo macizo o el producto precursor de tubo así como una barra mandrinadora que lleva un mandril de punzonado y que engrana desde el interior en el tubo o el tubo precursor de tubo, caracterizado por que inmediatamente después del punzonado completo del cuerpo macizo mediante el mandril de punzonado se suministra un agente de desoxidación fluidificado y/o un gas inerte al lado dirigido al cilindro del tubo o producto precursor de tubo y al retirar el mandril de punzonado a través del tubo o producto precursor del tubo se introduce en el interior de tubo o producto precursor de tubo.
PDF original: ES-2609026_T3.pdf
Método para la fabricación de un bloque hueco sin soldaduras de acero.
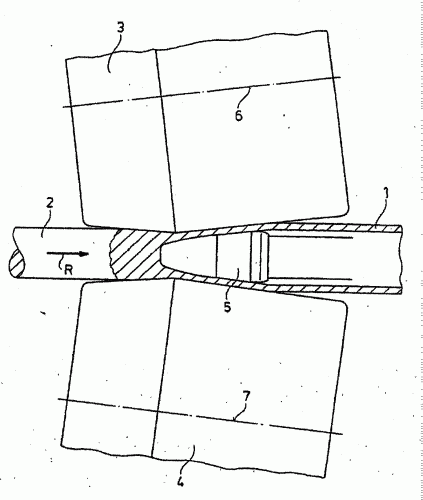
(30/12/2015) Método para la fabricación de un bloque hueco (4a, b) sin soldaduras a partir de un bloque redondo macizo de acero con un diámetro de bloque hueco, el cual mediante una laminación reductora o ensanchadora se lamina mayor o menor que el bloque redondo macizo usado, en el que mediante un tren de laminación de tres cilindros cruzados se genera el bloque hueco (4a, b) a través de un mandril punzonador (3a, b) sujeto entre los cilindros y que presenta una parte punzonadora y al menos una parte alisadora , en donde para la fabricación de un diámetro de bloque hueco reducido o aumentado en comparación al diámetro de bloque usado se ajustan en particular la distancia entre…
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO HUECO SIN COSTURA DE ACERO.
(23/12/2011) Procedimiento para la fabricación de un cuerpo hueco sin costura a partir de un bloque redondo macizo de acero con un diámetro < 95 % del diámetro del bloque redondo macizo a través de un tren de laminación oblicua de dos cilindros a través de un mandril de perforación retenido entre los cilindros oblicuos y que presenta una parte de perforación y una parte de alisamiento , utilizando guías que cierran el calibre que se encuentran en otro plano, en el que la distancia de los cilindros en la sección transversal más estrecha se ajusta con relación al diámetro del bloque redondo empleado y la posición del mandril de perforación se ajusta…
PROCEDIMIENTO PARA LA PRODUCCION DE UN LINGOTE HUECO DE MATERIAL METALICO.
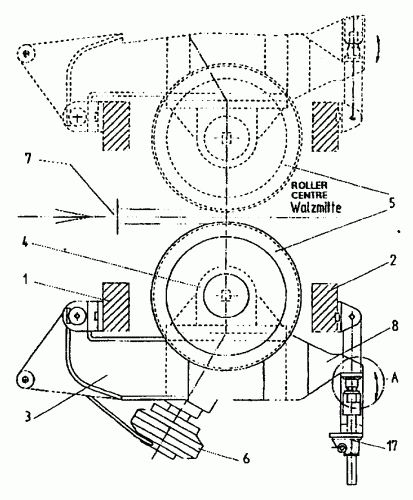
(01/03/2007). Ver ilustración. Solicitante/s: SMS MEER GMBH. Inventor/es: PIETSCH, JURGEN, LEISTEN, THOMAS, SALOMON, FRANK.
Procedimiento para la producción de un lingote hueco de material metálico, en el que un material inicial de forma cilíndrica se transforma en un tren laminador de rodillo cruzados usando un mandril punzonador fijado axialmente para dar un lingote hueco tubular, en el que el lingote hueco se hace de acero para rodamientos del tipo 100 Cr 6 y el material inicial se compone de un material no transformado previamente que se produce mediante colada continua directa, caracterizado porque el material inicial, antes de la alimentación en el tren laminador de rodillos cruzados, no se somete a ningún proceso de desbastado previo y porque el material inicial se transforma sin reducción previa en un tren laminador de rodillos cruzados de tres rodillos para dar el lingote hueco.
LAMINADOR CON CILINDROS OBLICUOS, DE 2 CILINDROS, PARA LA FABRICACION DE BLOQUES HUECOS DE ACERO DE ALTA ALEACION.
(16/10/2002). Solicitante/s: SMS DEMAG AG. Inventor/es: HENZE, WERNER, DIPL.-ING., PIETSCH, JURGEN, DR.-ING.
Laminador con cilindros oblicuos, de 2 cilindros, para la fabricación de bloques huecos de aceros de alta aleación con herramientas guía para el material laminado, que cierran la zona de transformación con el taladrado del bloque hueco en sentido transversal al eje de los cilindros, en el que las herramientas guías se componen respectivamente de un cuerpo base que se compone de un material soporte, y un material que forma la superficie de trabajo con propiedades antiadherentes para aceros con una fuerte aleación y una gran resistencia térmica, caracterizado porque el material de la superficie de trabajo es de molibdeno o de una aleación con base de molibdeno, y porque el espesor de la superficie de trabajo se elige de forma que los valores de la expansión de calor de la pieza de trabajo y del cuerpo base en la superficie de contacto a la temperatura de trabajo son casi iguales.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS SIN SOLDADURA DE MATERIALES ODS.
(01/09/2001). Solicitante/s: PLANSEE AKTIENGESELLSCHAFT. Inventor/es: SPORER, DIETER, DR.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE TUBOS SIN COSTURAS A PARTIR DE MATERIALES, QUE FORMAN POR DEFORMACION MECANICA EN COMBINACION CON UN TRATAMIENTO EN CALIENTE DE RECRISTALIZACION UNA ESTRUCTURA ALARGADA DE GRANO GRUESO, COMO POR EJEMPLO ALEACIONES COMPACTADAS DE DISPERSION A BASE DE HIERRO, NIQUEL O COBALTO. DE ACUERDO CON LA INVENCION SE PARTE DE UNA PIEZA CON FORMA DE ESCUDILLA O CAJITA EN ESTADO NO RECRISTALIZADO, Y SE LE LLEVA A LA FORMA TUBULAR DESEADA CON RODILLOS ROTATORIOS SEGUN DIN 8583, T2 CON UN GRADO DE DEFORMACION DE AL MENOS 30 %. MEDIANTE UN RECOCIDO INTERMEDIO ENTRE ETAPAS AISLADAS DE DEFORMACION O MEDIANTE UN RECOCIDO FINAL DESPUES DE ACABAR LA DEFORMACION SE RECRISTALIZA EL MATERIAL DE PARTIDA EN GRANO GRUESO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE UN CUERPO HUECO A PARTIR DE REDONDO DE ACERO.
(01/12/1999). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: KUMMERLING, ROLF, KINDSGRAB, ADOLF, PIETERS, ROLF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CUERPO HUECO A PARTIR DE UN REDONDO DE ACERO SOLIDO MEDIANTE PUNZONADO EN UN MECANISMO DE LAMINACION BAJO LA UTILIZACION DE ELEMENTOS DE GUIA FORMANDO UNA DISPOSICION DE CALIBRADO. DE ACUERDO CON LA INVENCION, ANTES DEL COMIENZO DEL PROCESO DE PUNZONADO, SE REDUCE LA DISTANCIA ENTRE LOS ELEMENTOS DE GUIA DE FORMACION DE LA APLICACION DE CALIBRACION EN COMPARACION CON LA FASE DE LAMINACION ESTACIONARIA Y, DESPUES DE LA LAMINACION INICIAL, SE AJUSTA LA DISTANCIA AL VALOR USUAL PARA LA FASE ESTACIONARIA. MEDIANTE LA COMPARACION DE LAS FUERZAS QUE ACTUAN SOBRE LOS ELEMENTOS DE GUIA QUE FORMAN LA APLICACION DE CALIBRADO CUANDO EL REDONDO DE ACERO ESTA SIENDO PERFILADO Y LAS FUERZAS DE CIERRE QUE MANTIENEN PEQUEÑA LA DIMENSION DE APERTURA DE CALIBRADO SE VARIA LA DISTANCIA AUTOMATICAMENTE. LA INVENCION SE REFIERE, ADEMAS, A UN DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
PROCEDIMIENTO PARA LA FABRICACION DE SEMIPRODUCTOS.
(16/10/1994) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE SEMIPRODUCTOS DE FORMATO DE GRAN DIAMETRO COMO BASE PARA LA FABRICACION DE TUBERIAS SIN JUNTA DE FABRICACION EN CALIENTE DE UN DIAMETRO EXTERIOR DE MAS DE 250 MM. PARA DESARROLLAR UN PROCEDIMIENTO CON EL QUE PUEDAN FABRICARSE SIMPLE Y ECONOMICAMENTE LOS SEMIPRODUCTOS APROPIADOS PARA LA FABRICACION DE TUBOS EN CALIENTE CIN COSTURAS CON DIAMETROS EXTERIOR DE MAS DE 250 MM SE PROPONE EL CALENTAMIENTO DE UN BLOQUE DE SALIDA RECTO CILINDRICO CIRCULAR O REGULAR EN FORMA DE PRISMA DE UN MATERIAL BASE DE FUNCION POR EXTRUSION CON UNA SECCION FO O BIEN UN DIAMETRO DO DE UNA SECCION CIRCULAR DE SUPERFICIE IGUAL Y UNA LONGITUD LO Y UNA RELACION DE TO A DO MAYOR QUE UNO, A UNA TEMPERATURA DETERMINADA DEL MATERIAL PARA SU TRANSFORMACION,…
UN METODO PARA LA FABRICACION DE TUBOS SIN SOLDADURA.
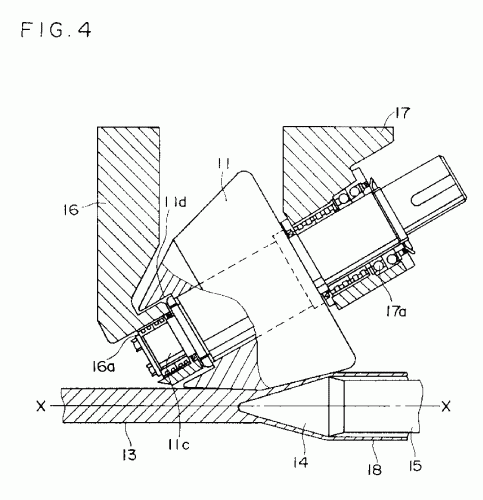
(01/06/1989). Ver ilustración. Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD.. Inventor/es: HAYASHI, CHIHIRO.
METODO PARA LA FABRICACION DE TUBOS SIN SOLDADURA QUE PERMITE REALIZAR LA PERFORACION DE UNA BARRA MACIZA MEDIANTE UNA LAMINADORA DE PERFORACION, EN UNA SOLA PASADA, CON UNA RELACION DE PERFORACION SUPERIOR A 4,0 O UNA RELACION DE EXPANSION SUPERIOR A 1,15 O UNA RELACION ESPESOR DE PARED-DIAMETRO EXTERIOR INFERIOR AL 6,5% CUYA LAMINADORA COMPRENDE UNOS RODILLOS DE FORMA CONICA, CON UNOS ANGULOS DE AVANCE Y DE CRUZAMIENTO QUE SATISFACEN LAS SIGUIENTES CONDICIONES: 8' < 20' 5' < 35' 15' < 50' PRESENTANDO EL DIAMETRO DE LA BARRA MACIZAD0, EL DIAMETRO EXTERIOR D Y EL ESPESOR T DEL CUERPO HUECO OBTENIDO DESPUES DE LA PERFORACION LAS CONDICIONES PREESTABLECIDAS.
DISPOSICION LAMINADORA PARA FABRICAR TUBOS DE ACERO SIN COSTURA.
(01/11/1984). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
DISPOSICION LAMINADORA PARA FABRICAR TUBOS DE ACERO SIN COSTURA.CONSISTENTES EN DISPONER CONSECUTIVAMENTE DOS LAMINADORES DE CILINDROS OBLICUOS Y , EQUIPADOS CON DISCOS DE GUIA GIRATORIOS, PARA AGUJEREAR EL LINGOTE Y ESTIRAR EL TUBO, RESPECTIVAMENTE Y UN LAMINADOR DE CALIBRACION PARA EL ACABADO POR LAMINACION DEL TUBO. EL LAMINADOR DE CILINDROS OBLICUOS PARA ESTIRAJE, ESTA EQUIPADO DE UNA BARRA DE LAMINACION RETRAIDA GUIADA A CONTINUACION CON UNA VELOCIDAD MENOR QUE LA VELOCIDAD DE SALIDA DE MATERIAL LAMINADO.
PERFECCIONAMIENTOS EN DISPOSITIVOS PARA LA LAMINACION DE TUBOS.
(16/01/1980). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
Perfeccionamientos en dispositivos para la laminación de tubos, dotados de un bloque metálico cilíndrico , preferentemente calentado, en el que se punzona y se estira el bloque metálico por medio de un mandril fijo y varios cilindros impulsados, colocados en forma inclinada, caracterizados porque el bloque metálico va guiado delante del intersticio de laminación en por lo menos un casquillo impulsado o alojado en forma libremente giratoria, y cuyo diámetro interior es algo mayor que el diámetro exterior del bloque metálico a laminar.
{kind=link}
{kind=link}
{kind=link}