CIP-2021 : B65D 75/44 : Paquetes individuales cortados de bandas o tubos.
CIP-2021 › B › B65 › B65D › B65D 75/00 › B65D 75/44[2] › Paquetes individuales cortados de bandas o tubos.
Notas[t] desde B60 hasta B66: TRANSPORTES O MANUTENCION
Notas[g] desde B65D 69/00 hasta B65D 79/00: Clases o tipos de paquetes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES.
B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES.
B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad).
B65D 75/44 · · Paquetes individuales cortados de bandas o tubos.
CIP2021: Invenciones publicadas en esta sección.
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad.
(31/05/2017) Un envase (20e) de película flexible que tiene un fijador de cierre reutilizable adhesivo, que comprende:
un sustrato de película flexible que forma una pluralidad de paredes de envase selladas para formar una cavidad interior para recibir un producto , teniendo la pluralidad de paredes al menos paredes flexibles opuestas primera y segunda, en donde la segunda pared flexible opuesta se extiende más allá de la primera pared flexible opuesta;
una primera capa (26a) de adhesivo sensible a la presión de baja pegajosidad (LTPSA) dispuesta sobre una superficie externa de la primera pared flexible opuesta;
una segunda capa (28a) de LTPSA dispuesta sobre una superficie interior de la segunda pared flexible opuesta sobre una parte…
Un procedimiento para la fabricación de contenedores flexibles que comprenden una base inferior de configuración esencialmente rectangular.
(07/02/2017). Solicitante/s: PFM IBÉRICA PACKAGING MACHINERY, S.A. Inventor/es: GARRIGA JIMENEZ,JOSE, FIORAVANTI,Andrea, JORGE ALESANCO,Cristóbal.
Un procedimiento para la fabricación de contenedores flexibles del tipo que comprenden una base inferior y cuatro caras laterales que comprende suministrar una banda plisada en "W" que determina un fondo en forma de "V" invertida distinguiéndose un pliegue central y los pasos de insertar hojas plegadas entre las paredes enfrentadas de la banda en "W" de forma que al menos una porción de unión en cada hoja plegada queda adosada a las paredes enfrentadas y al fondo en forma de "V" invertida de la banda, y procurar la unión de estas hojas plegadas a la banda en dicha porción o porciones de unión para determinar paredes divisorias en la banda con carácter previo a realizar cortes transversales sobre la banda para individualizar un contenedor, distanciándose los cortes de forma que cada contenedor incluya al menos dos de dichas paredes divisorias que conformarán sendas paredes laterales en cada contenedor.
PDF original: ES-2600166_B1.pdf
PDF original: ES-2600166_A1.pdf
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad.
(05/10/2016). Solicitante/s: INTERCONTINENTAL GREAT BRANDS LLC. Inventor/es: Doll,Paul Edward, ZERFAS,PAUL ANTHONY, ISHAM,TERENCE EDWARD.
Un envase (20a, 20b, 20d) de película flexible que tiene un fijador de cierre reutilizable adhesivo, que comprende:
un sustrato de película flexible que forma una pluralidad de paredes de envase selladas para formar una cavidad interior para recibir un producto , teniendo la pluralidad de paredes al menos dos paredes flexibles opuestas;
una boca de envase, sellada inicialmente, para permitir el acceso a la cavidad interior; y caracterizado por un par de capas (26a, 28a) de adhesivo sensible a la presión de baja pegajosidad (LTPSA) dispuestas en la misma superficie del panel exterior, normalmente alineadas entre sí y generalmente equidistantes a una línea de plegado entre las capas (26a, 28a) de LTPSA,
en donde la boca de envase y las capas (26a, 28a) de LTPSA están dispuestas en relación una con otra de manera que cuando el envase (20a, 20b, 20d) se dobla por la línea de plegado, las capas (26a, 28a) de LTPSA quedan opuestas entre sí para cerrar la boca de envase.
PDF original: ES-2606699_T3.pdf
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad.
(14/09/2016) Un envase (20c) que comprende:
una película flexible que define una cavidad de contenido interior y que tiene un primer par de partes de borde opuestas que conforman una primera junta de extremo, un segundo par de partes de borde opuestas que conforman una segunda junta de extremo, y un tercer par de partes de borde opuestas que conforman una junta longitudinal que se extiende desde la primera junta de extremo hasta la segunda junta de extremo; teniendo la película flexible una primera parte de cara y una segunda parte de cara generalmente opuesta a la primera parte de cara; y
una boca de envase, sellada inicialmente por al menos una de la primera y la segunda juntas de extremo, para permitir el acceso a la cavidad interior, caracterizado por:
un par de capas (26c, 28c) de adhesivo sensible a la presión de baja…
Envase con cierre reutilizable mediante un fijador adhesivo de baja adhesión.
(08/04/2015) Un envase de película flexible que tiene un fijador de cierre reutilizable basado en adhesivo, que comprende:
un sustrato de película flexible que forma una pluralidad de paredes de envase selladas para formar una cavidad interior para recibir un producto;
la pluralidad de paredes tienen al menos dos paredes flexibles opuestas;
una boca en el envase para permitir el acceso a la cavidad interior; caracterizada por que la boca del envase está inicialmente sellada;
una capa de adhesivo sensible a la presión de baja adhesión (LTPSA) se dispone sobre cada superficie exterior de las paredes flexibles , siendo las capas de LTPSA…
Envase de fácil apertura.
(28/05/2014) Procedimiento para fabricar un envase del tipo formado por una lámina monocapa o multicapa, en el que dicho envase tiene una característica de fácil apertura, en el que la lámina da forma al envase acabado con un lado interior adecuado para estar en contacto con el material a envasar y un lado exterior, en el que dicho método comprende las siguientes etapas de método:
formar con la lámina de material un tubo , mediante la conexión longitudinal de los dos bordes laterales de la lámina;
en el que la conexión crea una solapa lateral en el exterior del tubo o en el que se pasa el tubo sobre un conformador que tiene una aleta sobresaliente, por lo que se crea una solapa lateral en el exterior del tubo, o en el que se sujeta longitudinalmente una aleta al exterior del tubo;
en el que se proporcionan…
Método para producir embalajes múltiples, y embalaje correspondiente.
(07/08/2013) Un método para hacer un embalaje múltiple que comprende un primer envoltorio de envasado horizontal y un segundo envoltorio de envasado horizontal ,
en el que dicho primer envoltorio de envasado horizontal contiene un primer producto (P), y está formado por unprimer envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una primera línea de selladolongitudinal y está dotado de una primera línea de sellado transversal en ambos de sus extremosopuestos,
en el que dicho segundo envoltorio de envasado horizontal contiene un segundo producto (P'), y está formadopor un segundo envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una segunda líneade sellado…
(25/02/2013) Una película recubierta de barrera multicapa que comprende:
i) al menos una capa de película polimérica soluble en agua, y
ii) un recubrimiento de barrera en al menos un lado de la película polimérica soluble en agua, teniendo dichorecubrimiento de barrera una pluralidad de capas directamente adyacentes en las que los poros en cadacapa de dicho recubrimiento de barrera no se superponen entre sí por lo que dicho recubrimiento debarrera en capas está libre de poros.
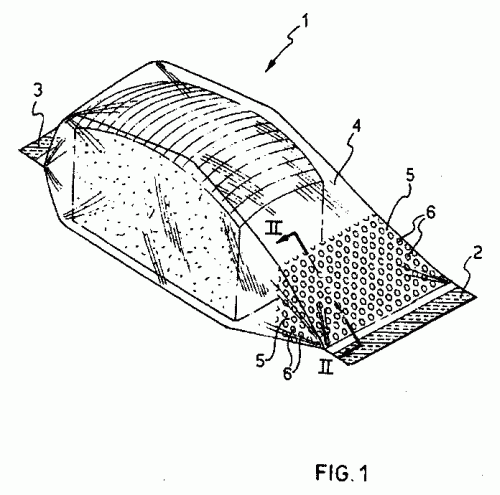
ENVASE DE UN MATERIAL PLASTICO FLEXIBLE PARA PRODUCTOS ALIMENTICIOS.
(16/03/2007). Ver ilustración. Solicitante/s: BARILLA ALIMENTARE S.P.A.. Inventor/es: TEDESCHI, GIANCARLO, GALVANI, MAURIZIO.
Envase de un material plástico flexible para productos alimenticios, que comprende una bolsa cerrada en sus extremos opuestos mediante soldaduras respectivas, obtenido según la denominada técnica de tipo "flow-pack" a partir de una lámina que consiste en una primera película (4a) de un material plástico con fibras orientadas unida a una segunda película (4b) de un material plástico con fibras no orientadas, caracterizado porque dichas primera y segunda películas (4a, 4b) están unidas entre sí por medio de un adhesivo recubierto sobre toda la superficie de una de ellas, excepto en una región próxima a al menos una de las soldaduras , región en la que dicha lámina muestra una pluralidad de zonas de discontinuidad de unión entre dichas primera y segunda películas (4a, 4b).
MAQUINA DE BOLSAS SELLADAS EN LOS EXTREMOS CON UN GENERADOR DE PLEGADO LATERAL, PROCEDIMIENTO PARA LA GENERACION DE BOLSAS SELLADAS EN LOS EXTREMOS Y BOLSA SELLADA CON UN PLIEGUE LATERAL.
(16/10/1998). Solicitante/s: ROVEMA VERPACKUNGSMASCHINEN GMBH. Inventor/es: HOFMANN, PETER, BAUR, WALTER DR..
SE PROPONE UNA BOLSA SELLADA EN LOS EXTREMOS, EN CUYOS PLIEGUES LATERALES, LOS BORDES MUESTRAN COSTURAS DE SOLDADURA. COMO CONSECUENCIA DE LAS COSTURAS DE SOLDADURA SE MEJORA LA ESTABILIDAD DE LA BOLSA SELLADA EN LOS EXTREMOS. EN UNA MAQUINA DE BOLSA SELLADA EN LOS EXTREMOS PARA LA ELABORACION DE LA BOLSA SE PLEGA UNA MANGUERA FLEXIBLE DE LAMINA EN LOS ELEMENTOS DE EXPANSION DOBLE EN EL TUBO DE LLENADO, Y SE SUELDAN LOS BORDES.
PERFECCIONAMIENTOS EN LA FABRICACION DE BANDAS CONTINUAS DE ENVASES.
(01/06/1982). Solicitante/s: JAN JOSTLER AB.
SISTEMA DE FABRICACION DE BANDAS CONTINUAS DE ENVASES. UNA BANDA CONTINUA SE FORMA MEDIANTE LA DOBLEZ DE UNA BANDA DE MATERIAL MAS ANCHA A LO LARGO DE SU LINEA LONGITUDINAL PARA FORMAR LA PARTE DEL FONDO DE LOS CARTONAJES . LAS PAREDES OPUESTAS SE UNEN MEDIANTE SOLDADURA O ENCOLADO PARA LA FORMACION DE ZONAS DE UNION EN INTERVALOS REGULARES, LIMITANDO CADA CARTONAJE DE ENVASE. COMPRENDE TAMBIEN DOS PARTES DE CINTA QUE CONSTITUYEN LAS ZONAS SUPERIORES DE LAS PAREDES OBTENIDAS POR DOBLEZ Y QUEDAN LIMITADAS DE LOS CARTONAJES DE ENVASE MEDIANTE UNA PERFORACION EFECTUADA EN CADA PARED.
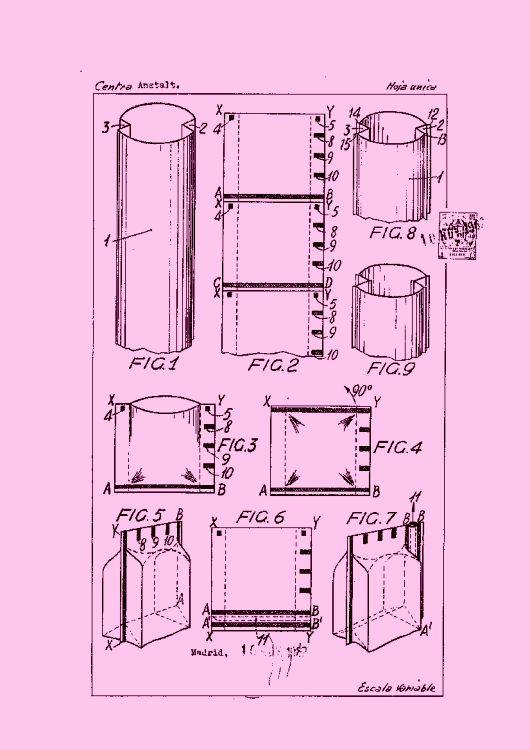
PROCEDIMIENTO PARA LA FABRICACION DE SAQUITOS DE MATERIAL TERMOPLASTICO.
(16/01/1969). Ver ilustración. Solicitante/s: CENTRA ANSTALT.
Resumen no disponible.
{kind=link}
{kind=link}