CENTRO DE MECANIZADO CNC PARA PERFILERIA, Y PROCEDIMIENTO DE OPERACION DE DICHO CENTRO DE MECANIZADO.
Centro de mecanizado CNC para perfilería, y procedimiento de operación de dicho centro de mecanizado.
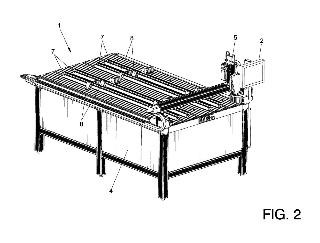
Permite manipular automáticamente marcos de perfilería sobre los cuales se realizan operaciones de mecanizado de una forma sencilla, al alcance de personas no expertas en programación de máquinas de control numérico, destacando fundamentalmente por comprender una interfaz (2) que permite al usuario (6) introducir datos generales de la operación y objeto (7) a mecanizar; un medio de procesamiento (3) conectado a dicha interfaz (2), que determina las trayectorias y velocidades de la herramienta de corte (5); un controlador CNC (4) que controla los medios de accionamiento de la herramienta de corte (5) para que siga las trayectorias y velocidades determinadas; unos medios de posicionamiento, que ubican correctamente el objeto (7) a mecanizar; unos medios de avance de dicho objeto (7) a través de una zona de mecanizado del centro (1) CNC; y unos utillajes de sujeción (8) de dicho objeto (7) a mecanizar.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031326.
Solicitante: LM MACHINES, S.L.
Nacionalidad solicitante: España.
Inventor/es: MATEO ROMANO, LORENZO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G05B19/402 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para el posicionamiento, p. ej. centrado de una herramienta con respecto a un agujero en la pieza de trabajo, medios de detección adicionales para corregir la posición (G05B 19/19 tiene prioridad).
- G05B19/414 G05B 19/00 […] › Estructura del sistema de control, p. ej. controlador común o sistema multiprocesador, interfaz hacia el servocontrolador, controlador de interfaz programable.
Fragmento de la descripción:
OBJETIVO DE LA INVENCIÓN
El objeto de la presente invención es un centro de control numérico especialmente diseñado para manipular automáticamente perfilería sobre los cuales se realizan operaciones de mecanizado, y que además permite planificar fácilmente operaciones habituales de mecanizado. Estas características hacen que sea fácil de utilizar por personas con escasa formación específica.
ANTECEDENTES DE LA INVENCIÓN
Actualmente, son conocidos los centros de control numérico, o CNC, con varios ejes dotados de un controlador que permite programar los movimientos de las herramientas de corte y sus accesorios, y que se aplican al mecanizado de piezas en multitud de industrias.
Un grave inconveniente de estos centros CNC, sin embargo, es el elevado grado de formación que se requiere para manejarlos. En general, los controladores CNC traducen trayectorias y velocidades de las herramientas de corte introducidas mediante algún lenguaje de programación de control numérico en señales a los accionamientos de dichas herramientas de corte. Para definir y/o modificar estas trayectorias y velocidades cuando se producen cambios en la pieza de perfilería a fabricar, es necesario un programador experto en el equipo y el lenguaje de programación específico y que además tenga conocimientos acerca del sistema de perfilería que va a mecanizar y de los componentes que se van a montar en los perfiles. Todo esto provoca una gran dependencia del habitualmente reducido número de personas de la empresa cualificadas para programar el centro CNC. En otras ocasiones, la falta de una persona cualificada en la empresa que ha adquirido el centro CNC obliga a ésta a depender de los técnicos del suministrador del centro CNC.
Como consecuencia, frecuentemente se produce un incremento sustancial del coste de explotación del equipo CNC, o bien éstos quedan infrautilizados por falta de personal cualificado.
DESCRIPCIÓN DE LA INVENCIÓN
El centro de mecanizado CNC de la presente invención está especialmente diseñado para el mecanizado de perfilería, como por ejemplo puertas y ventanas, de una forma sencilla al alcance de personas no expertas en programación de máquinas de control numérico. Dicha perfilería a mecanizar puede ser de diferentes materiales, metálica, plástica, de madera o mixta.
El centro de mecanizado CNC objeto de la presente invención es capaz de obtener las trayectorias y velocidades de la herramienta de corte a partir de datos generales acerca de la operación de mecanizado a realizar, como por ejemplo el tipo, dimensiones y fabricante del perfil de la puerta o ventana, las dimensiones, ubicación y fabricante del accesorio a montar sobre dicho perfil (cerradura, manilla, bombín, bisagra, rejilla, etc.) .
Además, el centro CNC de la invención comprende medios adaptados especialmente al mecanizado de perfilería, como por ejemplo medios de posicionamiento, de avance o de sujeción del objeto a mecanizar. Estos medios se pueden accionar automáticamente, o bien por el operario en respuesta a instrucciones específicas proporcionadas por el propio centro CNC de la invención.Un aspecto de la invención, por tanto, está dirigido a un centro de mecanizado CNC para perfilería que comprende los siguientes elementos:
a) Una interfaz con el usuario que permite introducir datos generales de la operación de mecanizado a realizar. Se trata normalmente de una botonera, una pantalla táctil o similar que permite al usuario seleccionar de forma gráfica datos generales acerca de los componentes y dimensiones que definen el conjunto a fabricar. Por ejemplo, se seleccionaría el tipo de marco (puerta, ventana, etc.) , la perfilería a utilizar (marca, serie, modelo, etc.) , el tipo de apertura (1 hoja/2hojas, exterior/interior, izda/dcha, etc.) , el tipo de cierre (marca, modelo, tipo, etc.) y la posición de la manilla (altura, etc.) .
b) Un medio de procesamiento conectado a dicha interfaz, que determina las trayectorias y velocidades de la herramienta de corte necesarias para llevar a cabo dicha operación de mecanizado a partir de los datos generales introducidos por el usuario. En el presente documento, el término "datos generales" hace referencia al tipo de datos descritos anteriormente, en contraposición con la programación de control numérico requerida para realizar operaciones de mecanizado con centros CNC de la técnica anterior.
e) Un controlador CNC conectado al medio de procesamiento, que traduce las trayectorias y velocidades determinadas anteriormente en señales para los accionamientos de la herramienta de corte.
d) Unos medios de posicionamiento, que ubican correctamente el objeto a mecanizar. Los medios de posicionamiento sirven para ubicar correctamente cualquier tipo de perfil utilizado, bien automáticamente o bien a través de instrucciones al usuario mostradas a través de la interfaz. Por ejemplo, podrían tratarse de simples marcas en la zona de mecanizado del centro CNC, o bien utillajes manuales o automáticos, por ejemplo de tipo neumático o similar.e) Unos medios de avance, que provocan el avance de dicho objeto a mecanizar a través de una zona de mecanizado del centro de mecanizado. Debido al gran tamaño de los objetos de perfilería a mecanizar, es necesario desplazarlos para situar la porción sobre la que se va a realizar el mecanizado dentro de la zona de mecanizado del centro CNC. Los medios de avance pueden ser manuales, en cuyo caso la interfaz indica al usuario el desplazamiento a realizar, o bien automáticos, por ejemplo de tipo neumático o similar.
f) Unos utillajes de sujeción del objeto que se desea mecanizar, que inmovilizan la porción de dicho objeto donde se realiza el mecanizado. Es decir, dado el gran tamaño de los perfiles a mecanizar, para cada operación de mecanizado se utilizan únicamente los utillajes de sujeción necesarios para inmovilizar la porción concreta de marco que va a sufrir el mecanizado. Podría tratarse de utillajes automáticos, por ejemplo de tipo neumático o similar, o bien de utillajes manuales, en cuyo caso el usuario recibiría instrucciones a través de la interfaz acerca de cuáles de ellos accionar.
Según un segundo aspecto de la invención, se describe un procedimiento de operación del centro CNC anterior que comprende los siguientes pasos:
1) El usuario introduce a través de la interfaz datos generales acerca de la operación de mecanizado a realizar sobre un objeto de perfilería. Preferentemente, los datos generales comprenden el tipo, dimensiones y fabricante del marco y el tipo, posición y fabricante del cierre. Es decir, se trata de datos al alcance de un usuario medio, por ejemplo un operario no experto en programación de máquinas de control numérico.
2) El medio de procesamiento determina, en función de dichos datos generales, la ubicación correcta del perfil, el avance requerido, la porción del perfil que debe ser inmovilizada y las trayectorias y velocidades de la herramienta de corte necesarias para llevar a cabo la operación de mecanizado.Según una realización preferida de la invención, para calcular las trayectorias y velocidades de la herramienta de corte se tienen en cuenta posibles interferencias con caras y/o nervios del objeto a mecanizar. Nótese que, conocidos los datos generales acerca de la operación de mecanizado descritos anteriormente, es posible para el medio de procesamiento determinar dichas interferencias y, en función de ellas, generar un programa de trayectorias y velocidades adecuado. Para ello, el medio de procesamiento emplea una base de datos de mecanizados básicos como líneas, cuadrados, círculos, etc., que selecciona en función de las interferencias determinadas.
Adicionalmente, el medio de procesamiento determina dónde se debe ubicar el objeto que se quiere mecanizar, si es necesario su avance y cuáles son los utillajes a utilizar para inmovilizar la porción sobre la cual se va a mecanizar, información que se utiliza en el siguiente paso.
3) Se coloca el objeto a mecanizar en la posición determinada empleando los medios de posicionamiento, los medios de avance hacen que dicho objeto avance la distancia requerida y los utillajes de fijación inmovilizan la porción de objeto que se va a mecanizar.
Los medios de posicionamiento, avance y fijación pueden ser automáticos, en cuyo caso el propio centro CNC proporciona las señales necesarias para su accionamiento. Según una realización preferida, sin embargo, los medios de posicionamiento pueden ser manuales, de modo que el centro CNC de la invención muestra al usuario las instrucciones necesarias para situar el objeto a mecanizar correctamente a través de la interfaz. Similarmente,...
Reivindicaciones:
1. Centro (1) de mecanizado CNC para perfilería, caracterizado porque comprende: -una interfaz (2) con el usuario (6) que permite introducir datos generales de la operación y objeto (7) a mecanizar,
-un medio de procesamiento (3) conectado a dicha interfaz (2) , que determina las trayectorias y velocidades de la herramienta de corte (5) necesarias para llevar a cabo dicha operación de mecanizado a partir de los datos generales introducidos por el usuario (6) ,
-un controlador CNC (4) conectado al medio de procesamiento (3) , que controla los medios de accionamiento de la herramienta de corte (5) para que siga las trayectorias y velocidades determinadas,
-unos medios de posicionamiento, que ubican correctamente el objeto
(7) a mecanizar,
-unos medios de avance, que provocan el avance de dicho objeto (7) a mecanizar a través de una zona de mecanizado del centro (1) de mecanizado CNC, y
-unos utillajes de sujeción (8) de dicho objeto (7) a mecanizar, que inmovilizan la porción de objeto (7) donde se realiza el mecanizado.
2. Procedimiento de operación del centro (1) de mecanizado CNC descrito en la reivindicación 1, caracterizado porque comprende los siguientes pasos:
-el usuario (6) introduce a través de la interfaz (2) datos generales acerca de la operación de mecanizado a realizar así como del objeto (7) a mecanizar;
-el medio de procesamiento (3) determina, en función de dichos datos generales, la ubicación correcta del objeto (7) a mecanizar, el avance requerido, la porción de objeto (7) a mecanizar que debe ser inmovilizada y las trayectorias y velocidades de la herramienta de corte (5) necesarias para llevar a cabo la operación de mecanizado;
-se coloca el objeto (7) a mecanizar en la posición determinada
empleando los medios de posicionamiento, se hace avanzar dicho objeto (7) la distancia requerida empleando los medios de avance y se inmoviliza la porción del objeto (7) que se va a mecanizar empleando los utillajes de sujeción (8) ; y
-el controlador CNC (4) traduce las trayectorias y velocidades determinadas anteriormente en señales de los accionamientos de la herramienta de corte (5) para ejecutar la operación de mecanizado seleccionada.
3. Procedimiento según la reivindicación 2, caracterizado porque el paso de introducir datos generales comprende determinar el tipo, dimensiones y fabricante del objeto (7) a mecanizar, y el tipo, posición y fabricante del accesorio a montar sobre dicho él (cerradura, manilla, bombín, bisagra, rejilla, etc.) .
4. Procedimiento según la reivindicación 2, caracterizado porque la interfaz
(2) avisa al usuario (6) de que se va a producir el accionamiento de los utillajes de sujeción (8) .
5. Procedimiento según la reivindicación 2, caracterizado porque las trayectorias y velocidades de la herramienta de corte (5) se determinan teniendo en cuenta las interferencias con caras y/o nervios del objeto (7) a mecanizar.
6. Procedimiento según cualquiera de las reivindicaciones 2-5, caracterizado porque comprende adicionalmente el paso de almacenar programas de mecanizado frecuentes.
7. Procedimiento según cualquiera de las reivindicaciones 2-6, caracterizado porque se trabajan al mismo tiempo varios objetos (7) en el centro (1) de mecanizado CNC.
Patentes similares o relacionadas:
Dispositivo y método para la transmisión de datos, del 10 de Junio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Dispositivo para la transmisión de datos con una interfaz de aparato de medición , una interfaz de control y una interfaz adicional […]
Dispositivo y método para generar una señal de disparo en un equipo de medición de posición y equipo de medición de posición para ello, del 6 de Mayo de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Método para generar una señal de disparo (T) asíncrona en un equipo de medición de posición , que presenta una unidad de detección de posición […]
Sistemas y métodos para mejorar el bienestar asociado con ambientes habitables, del 4 de Marzo de 2020, de Delos Living, LLC: Un método para controlar características ambientales en un espacio cerrado; el método comprende: - recibir en un primer momento un primer aporte indicativo […]
Método de asignación de períodos de control independientes de ejes en el sistema de posicionamiento PLC, del 21 de Agosto de 2019, de LSIS Co., Ltd: Un método de asignación de períodos de control para ejes en un sistema de posicionamiento PLC , en donde el método comprende dividir […]
Aparato de control numérico modular, del 13 de Mayo de 2019, de DR. JOHANNES HEIDENHAIN GMBH: Aparato de control numérico modular, que está constituido por al menos dos módulos , que contienen, respectivamente, una unidad de microprocesador […]
Control numérico, del 23 de Agosto de 2017, de DR. JOHANNES HEIDENHAIN GMBH: Control numérico para el funcionamiento de una máquina herramienta con varios ejes, con un regulador del accionamiento para cada eje a controlar, en el que los reguladores […]
Sistema de control para controlar la operación de una máquina herramienta de control numérico, y dispositivos de control de extremo trasero y de extremo delantero para uso en tal sistema, del 21 de Junio de 2017, de DMG MORI CO., LTD: Un dispositivo de control de extremo trasero para uso en un sistema de control para controlar la operación de una máquina herramienta de control numérico […]
Método para la transferencia de datos entre un dispositivo de medición de posición y una unidad de procesamiento asignada y dispositivo de medición para llevarlo a cabo, del 12 de Abril de 2017, de DR. JOHANNES HEIDENHAIN GMBH: Método para la transferencia de datos entre un dispositivo de medición de posición y una unidad de procesamiento asignada en el cual datos […]