Máquina para la formación de blisteres para producir paquetes tipo blister.
Máquina (M1) para la formación de blísteres para producir paquetes (B1) tipo blíster,
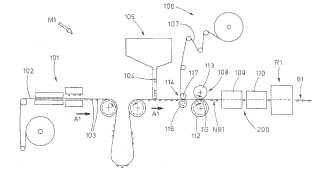
incluyendo la máquina para la formación de blísteres una línea de producción, que se extiende, al menos comenzando desde dicha estación (105) de alimentación de productos, a lo largo de una trayectoria (A1) de alimentación continua, sustancialmente horizontal, e incluye consecutivamente: al menos una estación (101) de termoformación para una primera banda (102) continua de material termoformable, para definir una banda (102) de blíster con blísteres que contienen productos (104); una estación (105) para alimentar dichos productos (104) y llenar dicha banda (102) de blíster de los productos; una estación (106) de alimentación para activar una segunda banda (107), que alimenta de manera continua la segunda banda (107) sobre dicha banda (102) de blíster llena de dichos productos (104); una estación (108) de cierre para sellar dicha primera banda (102) de blíster con dicha segunda banda (107) para obtener una banda (NB1) de paquete tipo blíster; estaciones (200, 109, 110, R1) de procesamiento adicionales que comprenden medios (135, 136) de procesamiento; medios (133, 134) de soporte de placa para soportar dichos medios (135, 136) de procesamiento, incluyendo dichos medios de soporte de placa un par de placas (133, 134), dispuestas para actuar conjuntamente y enfrentarse entre sí, en los lados opuestos con respecto a dicha banda (NB1) de paquete tipo blíster; medios (118, 137) de funcionamiento para hacer funcionar al menos dichos medios (133, 134) de placa para seguir dicha banda (NB1) de paquete tipo blíster con un movimiento de vaivén paralelo a dicha trayectoria (A1) de alimentación, estando definido dicho movimiento de vaivén de dichos medios (133, 134) de placa por un ciclo de trabajo alternativo, en cuya primera etapa dichos medios (133, 134) de placa se acercan a dicha banda (NB1) de paquete tipo blíster, tocan esta última y se mueven de manera síncrona con la misma, y en cuya segunda etapa dichos medios (133, 134) de placa se alejan de dicha banda (NB1) de paquete tipo blíster, con un movimiento síncrono, por lo cual los medios (135, 136) de procesamiento se mueven de manera continua hacia y se alejan de la banda (NB1) de paquete tipo blíster y siguen la banda (NB1) de paquete tipo blíster a lo largo de dicha trayectoria (A1); un árbol (119, 120) para soportar cada una de dichas placas (133, 134); medios (137) de manivela que actúan sobre cada uno de dichos árboles (119, 120), para hacer que dichas placas se acerquen a y se alejen de dicha banda de paquete tipo blíster y en sincronización con la alimentación de dicha banda; y medios (122, 123, 124) de alineación mutua para mantener las placas (133, 134) de dicho par en alineación paralela; estando dicha máquina caracterizada porque: los medios (135, 136) de procesamiento son medios de impresión/corte previo/incisión; dichas estaciones (200, 109, 110, R1) de procesamiento adicionales comprenden: una estación (200) de procesamiento para procesar dicha banda de paquete tipo blíster (NB1) a lo largo de dicha trayectoria (A1) y definida por al menos una estación (109, 110) de impresión/corte previo/incisión para dicha banda (NB1) de paquete tipo blíster, que incluye medios (135, 136) de impresión/corte previo/incisión; y una estación (R1) de corte, en la que dicha banda de paquete tipo blíster se corta para dar respectivos paquetes (B1) tipo blíster; los medios (122) de alineación incluyen dos brazos conectados cada uno de manera rígida a un árbol (119, 120) relevante y acoplados de manera deslizable entre sí para definir un sistema telescópico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/001269.
Solicitante: I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Via Emilia 428-442 40064 Ozzano Emilia (BO) ITALIA.
Inventor/es: CONTI, ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 65/00 Partes constitutivas especiales de las máquinas de embalar, no previstos en otro lugar; Instalaciones de esas partes constitutivas. › Organos de accionamiento.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
PDF original: ES-2390674_T3.pdf
Fragmento de la descripción:
Máquina para la formación de blísteres para producir paquetes tipo blíster
Sector de la técnica
La presente invención se refiere a una máquina para la formación de blísteres para producir paquetes tipo blíster.
En particular, la invención se aplica ventajosamente a la producción de paquetes tipo blíster que contienen productos farmacéuticos, tales como comprimidos, cápsulas, píldoras, pastillas y similares, a los que hará referencia la siguiente descripción sin perder su carácter general.
Estado de la técnica
En la actualidad, una máquina (M) para la formación de blísteres conocida para producir paquetes tipo blíster, según la figura 1 (técnica anterior) incluye: una estación (1) , en la que se termoforma una primera banda (2) continua de material termoformable (por ejemplo PVC) para definir una banda de blíster con blísteres (3) que contienen productos (4) , activándose la banda (2) de blíster de manera continua a lo largo de una trayectoria (A) de alimentación determinada que tiene un curso variable; una estación (5) para alimentar productos (4) , que incluye una unidad para llenar cada blíster (3) de un producto (4) ; una estación (6) para activar una segunda banda continua (7) (por ejemplo de aluminio) , que alimenta de manera continua la segunda banda (7) continua sobre la banda (2) de blíster llena de los productos (4) ; una estación (8) para cerrar la primera banda (2) de blíster con la segunda banda
(7) mediante termosellado, con el fin de obtener una banda (NB) de paquete tipo blíster continua.
Aguas abajo de la estación (8) de cierre, a lo largo de la trayectoria (A) de alimentación del curso variable, también hay una estación (9) , en la que se imprime o se perfora la banda (NB) de paquete tipo blíster continua, y una estación (10) , en la que se corta previamente la banda (NB) de blíster continua, para definir líneas cortadas previamente en la banda (NB) de paquete tipo blíster continua.
Después, se divide la banda (NB) de paquete tipo blíster continua con las líneas cortadas previamente, por ejemplo mediante cizallas en una estación (R) de corte, para definir una pluralidad de paquetes (B) tipo blíster individuales.
Aguas abajo de la estación (R) de corte, los paquetes (B) tipo blíster individuales se recogen y se alimentan a una unidad (C) de embalaje, para empaquetarse en cajas adecuadas de manera conocida.
Generalmente, la estación (9) de impresión, así como la estación (10) de corte previo incluyen un par de placas opuestas que trabajan de manera alterna para moverse hacia y alejarse de la banda (NB) de blíster.
Puesto que la primera banda (2) , así como la segunda banda (7) , y, por consiguiente, la banda (NB) , se alimentan de manera continua, es necesario hacer que esta alimentación continua de la banda (NB) sea compatible con el movimiento alterno de los medios en la estación (9) de impresión y la estación (10) de corte previo.
Para este propósito, la máquina (M) incluye un rodillo (11) de doblado, que dobla la banda (NB) aguas abajo de la estación (8) de cierre y hace que se mueva a lo largo de una parte curvada de ángulo agudo de la trayectoria (A) de alimentación que define un bucle (K) .
El rodillo (11) de polea loca que define el bucle (K) , es un denominado rodillo “que baila”, que es un rodillo que se hace oscilar entre diferentes posiciones de trabajo, con el fin de permitir realizar una alimentación continua de la banda (NB) a lo largo de la trayectoria (A) .
Aunque el rodillo (11) de doblado - bucle (K) de la configuración descrita anteriormente es eficaz para hacer que el movimiento continuo de la banda (NB) sea compatible con los movimientos alternos de las estaciones (9) y (10) , constituye un límite a la posibilidad de aumentar la velocidad productiva de la máquina (M) para la formación de blísteres.
Además, esta configuración aumenta las dimensiones de la máquina (M) para la formación de blísteres.
El documento DE 31 41 52B, que incluye las características del preámbulo de la reivindicación 1, da a conocer una máquina de empaquetamiento destinada a la producción continua de paquetes cubiertos y llenos embutidos, separados de manera individual de la línea, para la recepción de comprimidos, píldoras, cápsulas o similares. Las estaciones de embutición y sellado que pueden moverse en la posición operativa junto con la línea de lámina se apoyan de manera ajustable y fija sobre una guía de varillas activada montada de manera que puede moverse intermitente a y desde detrás de una placa portadora vertical de la máquina de empaquetamiento y que consiste en al menos una varilla. Los elementos móviles que pasan por la placa portadora en un orificio de las herramientas se realizan como tijera o como varilla y están dispuestos en al menos una de las varillas de la guía de varillas como eje de rotación.
Objeto de la invención
El objeto de la presente invención es proponer una máquina para la formación de blísteres, cuya estructura es más sencilla y más compacta con respecto a las máquinas para la formación de blísteres conocidas descritas anteriormente, que da como resultado una reducción considerable de dimensiones.
En particular, un objeto de la presente invención es simplificar la estructura y la funcionalidad de las estaciones de impresión y corte previo, para hacer que sean compatibles con la alimentación de la banda de blíster, en las que trabajan, para permitir un aumento en la velocidad de producción de toda la máquina para la formación de blísteres.
Otro objeto de la presente invención es mejorar la funcionalidad de los sistemas para alimentar los materiales de banda a una máquina para la formación de blísteres.
Los objetos mencionados anteriormente se consiguen mediante una máquina para la formación de blísteres según la reivindicación 1.
Descripción de las figuras
Las características técnicas de la invención, según los objetos anteriores, se entienden claramente a partir del contenido de las reivindicaciones a continuación, y las ventajas de la invención se observarán mejor a partir de la siguiente descripción detallada con referencia a las figuras adjuntas que muestran una realización preferida como ejemplo puro no limitativo, en las que:
- la figura 1 es una vista en perspectiva esquemática de una máquina para la formación de blísteres conocida (técnica anterior) ;
- la figura 2 es una vista frontal esquemática de una realización preferida de la máquina para la formación de blísteres propuesta por la presente invención;
- la figura 3 es una vista frontal con algunas partes eliminadas por motivos de claridad de dos estaciones de trabajo idénticas de la máquina para la formación de blísteres de la figura 2;
- la figura 4 y la figura 5 son vistas laterales de una de las estaciones de trabajo de la figura 3;
- la figura 6 es una vista posterior de la estación de trabajo de las figuras 4 y 5, y
- las figuras 7 a 9 son vistas frontales esquemáticas de momentos correspondientes de una parte del movimiento cinemático realizado por las estaciones mostradas en las figuras anteriores.
Descripción detallada de la invención
Con referencia a la figura 2, la referencia (M1) indica generalmente una máquina para la formación de blísteres propuesta por la presente invención, para producir paquetes tipo blíster que contienen productos, preferiblemente productos farmacéuticos.
Por motivos de simplicidad de la descripción y claridad de la comparación entre la máquina (M1) propuesta por la invención y la máquina (M) de la técnica anterior, los elementos constituyentes de la máquina (M1) mostrada en la figura 2 se describirán e indicarán con los números de referencia definidos por los mismos números de referencia (cuando estén presentes y sea posible) usados para describir la máquina (M) , además del número de base (100) : por tanto, el número (101) indica la estación de termoformación de la máquina (M1) , que corresponde al número (1) que indica la estación de termoformación de la máquina (M) para la formación de blísteres de la técnica... [Seguir leyendo]
Reivindicaciones:
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]