PROCEDIMIENTO DE FABRICACIÓN DE PIEZAS POR SOLDADURA POR DIFUSIÓN Y POR CONFORMADO SUPERPLÁSTICO Y MOLDE PARA PONER EN PRACTICA TAL PROCEDIMIENTO.
Procedimiento de fabricación de piezas (2) que tienen al menos una cavidad interna (4),
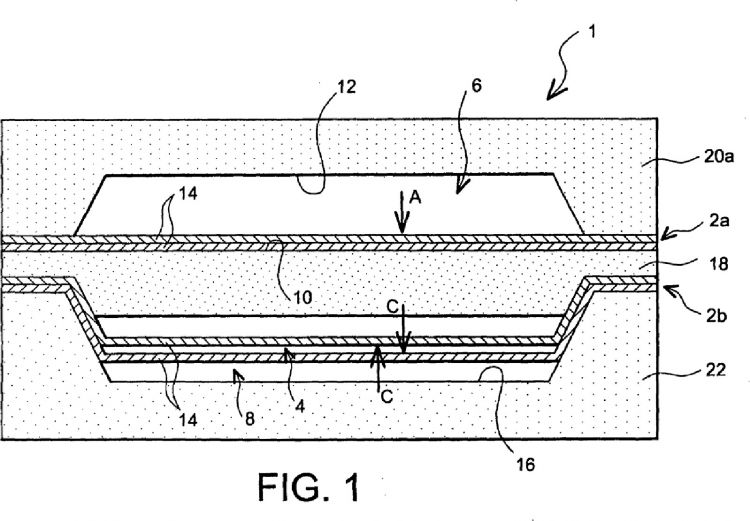
comprendiendo dicho procedimiento sucesivamente una etapa de soldadura por difusión de al menos dos chapas metálicas (14), una etapa de deformación de un conjunto formado por dichas chapas metálicas (14) soldadas entre sí, así como una etapa de inflado de cada una de las cavidades internas (4) por conformado superplástico, caracterizado porque el procedimiento se realiza utilizando un molde (1) que permite, en una única operación de calentamiento de este molde (1), realizar sucesivamente la etapa de soldadura por difusión y la etapa de deformación en al menos una primera pieza (2a), que se sitúa en una parte vaciada primaria (6) del molde (1), así como realizar la etapa de inflado por conformado superplástico en al menos una segunda pieza (2b), que se sitúa en una parte vaciada secundaria (8) del molde (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03290054.
Solicitante: NEW GENERATION NATURAL GAS
HUREL-HISPANO LE HAVRE.
Nacionalidad solicitante: Francia.
Dirección: 174, BOULEVARD HAUSSMANN 75008 PARIS FRANCIA.
Inventor/es: FRANCHET,JEAN-MICHEL,PATRICK,MAURICE, Klein,Gilles Charles Casimir , Lamy,Olivier Daniel , Szkolnik,Edmond Paul.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Enero de 2003.
Clasificación Internacional de Patentes:
- B21D26/055 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › Piezas con propiedades super-plásticas.
- B23K20/02D
- B23K20/26 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › Equipo auxiliar.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO TÉCNICO
El campo técnico del presente invento es el de los procedimientos de fabricación de piezas que utilizan los métodos de soldadura por difusión y de conformado superplástico.
El campo técnico del invento se refiere también a los moldes que permiten poner en práctica 5 procedimientos de fabricación de piezas, tales como los que se han mencionado antes.
ESTADO DE LA TÉCNICA
Los procedimientos de fabricación de piezas huecas que utilizan métodos de soldadura por difusión y de conformado superplástico son objeto de diversas realizaciones en la técnica anterior.
En efecto, se conocen por ejemplo en el campo de la industria aeronáutica métodos de fabricación de 10 piezas huecas formadas por chapas metálicas, pudiendo éstas ser puestas en práctica a fin de realizar elementos del tipo pala de reactor o incluso elementos de tipo conducto para el fluido de una turbina.
De forma general, estos métodos de fabricación comprenden varias etapas distintas efectuadas sucesivamente.
Entre estas etapas la primera consiste en realizar una operación de soldadura por difusión de una 15 pluralidad de chapas metálicas. Estas chapas metálicas son superpuestas unas sobre otras y llevadas a hacer contacto con una superficie plana de una estructura adaptada para recibirlas. El conjunto formado por las chapas metálicas es entonces sometido a una fuente de calor y a una inyección de gas a presión con objeto de realizar la soldadura por difusión y obtener un conjunto de una sola pieza.
Una vez terminada esta operación el conjunto obtenido debe generalmente sufrir una deformación con el 20 fin de adoptar una forma general relativamente próxima a una forma final de la pieza que se realiza. Para hacer esto el conjunto es puesto en contacto con una superficie de un molde, después presionado contra esta superficie con la ayuda de medios de inyección de gas a presión así como con la ayuda de una fuente de calor, permitiendo estos dos efectos combinados la deformación del conjunto. La superficie sobre la que se presiona el conjunto tiene unas características geométricas sensiblemente idénticas a las 25 del conjunto que se desea obtener tras la realización de esta operación de deformación.
La tercera y última etapa de estos procedimientos según la técnica anterior consiste en un inflado de una o varias cavidades internas del conjunto con el fin de realizar una pieza que tenga al menos una parte hueca. Esta operación se efectúa con la ayuda de la técnica conocida de conformado superplástico, inyectando gas a presión entre las chapas metálicas del conjunto, manteniendo este conjunto a una 30 temperatura elevada en un molde en el que las características geométricas de una pared interna corresponden a las características geométricas externas finales de la pieza que realizar.
Debido a la multiplicidad de etapas que hay que efectuar, el tiempo del ciclo de realización de estas piezas es elevado, lo que genera tensiones en cuanto a tiempo y costes. Además, este tipo de procedimiento necesita un utillaje específico importante, ya que son necesarios tres moldes diferentes 35 para realizar las etapas del procedimiento.
Hay que tener en cuenta que cuando la pieza que se realiza no tiene a priori necesidad de sufrir la segunda etapa de deformación, sobre todo cuando esta pieza tiene unas características geométricas externas finales relativamente planas, se puede entonces realizar sucesivamente la etapa de soldadura por difusión y la etapa de conformado superplástico en una sola operación de calentamiento. 40
No obstante, este método no puede en ningún caso aplicarse a piezas con características geométricas complejas, siendo entonces necesaria una etapa de deformación del conjunto constituido por las chapas soldadas entre sí.
EXPLICACIÓN DEL INVENTO
El invento tiene por tanto como objeto presentar un procedimiento de fabricación de piezas que 45 comprenden al menos una cavidad interna y que utiliza especialmente las técnicas de soldadura por difusión y de conformado superplástico, superando este procedimiento, entre otros, los inconvenientes citados anteriormente.
El objeto del presente invento es pues proponer un procedimiento que simplifique considerablemente la puesta en práctica de las diferentes etapas con el fin de reducir sobre todo la duración del ciclo de 50 realización de las piezas, así como la cantidad de elementos que constituyen el utillaje.
El invento tiene también como objeto suministrar un molde destinado a la fabricación de piezas que comprende al menos una cavidad interna, siendo además este molde utilizable para la puesta en práctica de un procedimiento que responda al fin antes mencionado.
Para hacer esto el invento tiene como fin principal un procedimiento de fabricación de piezas que tienen al menos una cavidad interna, comprendiendo sucesivamente una etapa de soldadura por difusión de al 5 menos dos chapas metálicas, una etapa de deformación de un conjunto formado por dichas chapas metálicas soldadas entre sí, así como una etapa de inflado de cada una de las cavidades internas por conformado superplástico. El procedimiento según el invento se realiza utilizando un molde que permite en una única operación de calentamiento de este molde realizar sucesivamente la etapa de soldadura por difusión y la etapa de deformación en al menos una primera pieza que se sitúa en una parte vaciada 10 primaria del molde, así como realizar la etapa de inflado por conformado superplástico en al menos una segunda pieza que se sitúa en una parte vaciada secundaria del molde.
Ventajosamente, el procedimiento según el invento implica una reducción de la duración del ciclo de fabricación de las piezas, y esto con respecto a los tiempos que eran necesarios para realizar un ciclo entero de fabricación durante la puesta en práctica de los procedimientos de la técnica anterior. 15
Además, una sola operación de calentamiento del molde permite realizar las tres etapas del procedimiento, en el que las dos primeras son en al menos una primera pieza, y la tercera en al menos una segunda pieza. De este modo disminuyen los costes de fabricación de las piezas debido a la reducción considerable del número de introducciones en el horno que hay que realizar.
En el procedimiento según el invento una ventaja reside en la posibilidad de tratar al menos dos piezas 20 simultáneamente en una sola operación de calentamiento del molde utilizado. En efecto, una primera pieza es sometida sucesivamente a la etapa de soldadura por difusión y después a la etapa de deformación, y una segunda pieza sufre la última etapa de inflado por conformado superplástico.
Efectuando tal puesta en práctica del procedimiento se disminuye en gran medida el número de elementos necesarios para constituir el utillaje. En este caso se requiere un solo molde adaptado y que 25 comprende varias partes vaciadas para efectuar todas las etapas del procedimiento según el invento.
Preferiblemente, para cada primera pieza la etapa de soldadura por difusión se realiza efectuando en el interior de la parte vaciada primaria del molde una primera inyección de gas a presión que presiona las chapas metálicas contra una primera superficie plana de la parte vaciada primaria del molde. Además, siempre para cada primera pieza, la etapa de deformación del conjunto formado por dichas chapas 30 metálicas soldadas entre sí se realiza purgando el gas a presión introducido en la parte vaciada primaria durante la primera inyección de gas, después efectuando una segunda inyección de gas a presión que presiona las chapas metálicas soldadas entre sí contra una segunda superficie de la parte vaciada primaria del molde.
De forma ventajosa el procedimiento utiliza un molde que comprende una parte vaciada primaria que 35 tiene superficies adaptadas para efectuar las dos primeras etapas del procedimiento. De este modo, una sola parte vaciada permite ventajosamente presentar dos superficies sobre las que van a ser presionadas las chapas metálicas con objeto de realizar dos operaciones diferentes.
Preferiblemente, para cada segunda pieza la etapa de inflado de cada una de las cavidades internas por conformado superplástico se realiza efectuando una tercera inyección de gas a presión en cada una de 40 las cavidades, realizándose el inflado de forma que un conjunto deformado de al menos dos chapas soldadas entre sí...
Reivindicaciones:
1. Procedimiento de fabricación de piezas (2) que tienen al menos una cavidad interna (4), comprendiendo dicho procedimiento sucesivamente una etapa de soldadura por difusión de al menos dos chapas metálicas (14), una etapa de deformación de un conjunto formado por dichas chapas metálicas (14) soldadas entre sí, así como una etapa de inflado de cada una de las cavidades internas (4) por conformado superplástico, caracterizado porque el procedimiento se realiza utilizando un molde (1) que 5 permite, en una única operación de calentamiento de este molde (1), realizar sucesivamente la etapa de soldadura por difusión y la etapa de deformación en al menos una primera pieza (2a), que se sitúa en una parte vaciada primaria (6) del molde (1), así como realizar la etapa de inflado por conformado superplástico en al menos una segunda pieza (2b), que se sitúa en una parte vaciada secundaria (8) del molde (1). 10
2. Procedimiento de fabricación según la reivindicación 1, caracterizado porque para cada primera pieza (2a) la etapa de soldadura por difusión se realiza efectuando en el interior de la parte vaciada primaria (6) del molde (1) una primera inyección de gas a presión que presiona dichas chapas metálicas (14) contra una primera superficie (10) plana de la parte vaciada primaria (6) del molde (1).
3. Procedimiento de fabricación según la reivindicación 2, caracterizado porque para cada primera pieza 15 (2a) la etapa de deformación del conjunto formado por dichas chapas metálicas (14) soldadas entre sí se realiza purgando dicho gas a presión introducido en la parte vaciada primaria (6) durante dicha primera inyección de gas, efectuando después una segunda inyección de gas a presión que presiona dichas chapas metálicas (14) soldadas entre sí contra una segunda superficie (12) de la parte vaciada primaria (6) del molde (1). 20
4. Procedimiento de fabricación según una cualquiera de las anteriores reivindicaciones, caracterizado porque para cada segunda pieza (2b) la etapa de inflado de cada una de las cavidades internas (4) por conformado superplástico se realiza efectuando una tercera inyección de gas a presión en cada una de las cavidades internas (4), siendo realizado el inflado de forma que un conjunto deformado de al menos dos chapas metálicas (14) soldadas entre sí se amolda a una pared interna (16) de la parte vaciada 25 secundaria (8) del molde (1).
5. Procedimiento de fabricación según una cualquiera de las anteriores reivindicaciones, caracterizado porque la única operación de calentamiento del molde (1) se efectúa a una temperatura de aproximadamente 920ºC.
6. Molde (1) destinado a la fabricación de piezas (2a, 2b) que tienen al menos una cavidad interna (4) 30 caracterizado porque comprende al menos una parte vaciada primaria (6) así como al menos una parte vaciada secundaria (8), comprendiendo cada parte vaciada primaria (6) una primera superficie (10) así como una segunda superficie (12), siendo dicha primera superficie (10) plana a fin de permitir una soldadura por difusión de al menos dos chapas metálicas (14) cuando éstas son presionadas contra esta primera superficie (10), permitiendo dicha segunda superficie (12) una deformación del conjunto formado 35 por dichas chapas metálicas (14) soldadas entre sí cuando dicho conjunto es presionado contra esta segunda superficie (12), estando cada parte vaciada secundaria (8) del molde (1) adaptada para recibir un conjunto deformado de chapas metálicas (14) soldadas entre sí y que experimentan un inflado por conformado superplástico, comprendiendo dicha parte vaciada secundaria (8) una pared interna (16) con unas características geométricas sensiblemente idénticas a unas características geométricas externas 40 finales de una pieza (2) que realizar.
7. Molde (1) según la reivindicación 6, caracterizado porque comprende al menos un bloque (18) que tiene una de dichas superficies primera (10) y segunda (12) de una parte vaciada primaria (6), y porque este bloque (18) comprende también parcialmente una pared interna (16) de una parte vaciada secundaria (8). 45
8. Molde (1) según la reivindicación 6 o la reivindicación 7, caracterizado porque comprende una parte vaciada primaria (6) así como una parte vaciada secundaria (8), estando definidas dichas partes vaciadas primera (6) y segunda (8) definidas por un bloque superior (20a, 20b), un bloque intermedio (18) y un bloque inferior (22), estando estos bloques (18, 20a, 20b, 22) dispuestos unos sobre otros.
9. Molde (1) según la reivindicación 8, caracterizado porque la parte vaciada primaria (6) se sitúa encima 50 de la parte vaciada secundaria (8).
10. Molde (1) según la reivindicación 9, caracterizado porque dicha primera superficie (10) de la parte vaciada primaria (6) se sitúa sobre dicho bloque superior (20b).
11. Molde (1) según la reivindicación 9, caracterizado porque dicha primera superficie (10) de la parte vaciada primaria (6) se sitúa sobre dicho bloque intermedio (18). 55
Patentes similares o relacionadas:
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Dispositivo de soldadura a presión y procedimiento de soldadura a presión, del 17 de Julio de 2019, de KUKA Deutschland GmbH: Dispositivo de soldadura a presión con un dispositivo de plastificación y un dispositivo de recalcado , así como receptáculos de componentes (34, 35, 36, […]
CUBIERTA PARA UNA SUPERFICIE DE UNA PARTE COMPONENTE., del 16 de Julio de 2005, de MTU AERO ENGINES GMBH: Cubierta para una superficie de una parte componente, como protección contra las salpicaduras de metal calientes en el mecanizado de la misma parte componente […]
 ELEMENTO PRENSOR, CON PINZA DE FIJACION Y TERMOSOLDADURA, del 16 de Noviembre de 1971, de ROMAN ALARCON Y GONZALEZ RODRIGUEZ,JOSE Y M.: Elemento prensor con pinza de fijación y termo soldadura caracterizado por que constituye un útil compuesto por un casquillo base dentro del que, axilmente […]
ELEMENTO PRENSOR, CON PINZA DE FIJACION Y TERMOSOLDADURA, del 16 de Noviembre de 1971, de ROMAN ALARCON Y GONZALEZ RODRIGUEZ,JOSE Y M.: Elemento prensor con pinza de fijación y termo soldadura caracterizado por que constituye un útil compuesto por un casquillo base dentro del que, axilmente […]
 METODO Y APARATO DE SOLDADURA POR FRICCION Y AGITACION, del 16 de Diciembre de 2007, de HITACHI, LTD.: Un aparato de soldadura por fricción y agitación, que comprende: una bobina en la que está enrollado un miembro de relleno ; una herramienta de corte para […]
METODO Y APARATO DE SOLDADURA POR FRICCION Y AGITACION, del 16 de Diciembre de 2007, de HITACHI, LTD.: Un aparato de soldadura por fricción y agitación, que comprende: una bobina en la que está enrollado un miembro de relleno ; una herramienta de corte para […]
 PROCEDIMIENTO DE FABRICACIÓN DE UN ÁLABE HUECO PARA TURBOMÁQUINA, del 30 de Mayo de 2011, de SNECMA: Procedimiento de fabricación de un álabe hueco para turbomáquina que comprende un pie y una pala , comprendiendo el procedimiento una etapa de realización […]
PROCEDIMIENTO DE FABRICACIÓN DE UN ÁLABE HUECO PARA TURBOMÁQUINA, del 30 de Mayo de 2011, de SNECMA: Procedimiento de fabricación de un álabe hueco para turbomáquina que comprende un pie y una pala , comprendiendo el procedimiento una etapa de realización […]
 METODO DE FORMACION SUPERPLASTICA DE CONJUNTOS DE TITANIO Y ESTRUCTURA DE AVION FABRICADA MEDIANTE EL MISMO, del 27 de Noviembre de 2009, de THE BOEING COMPANY: Un método para la formación superplástica de un paquete para producir un conjunto estructural (10; 10a; 10b) que tiene una configuración predeterminada, comprendiendo […]
METODO DE FORMACION SUPERPLASTICA DE CONJUNTOS DE TITANIO Y ESTRUCTURA DE AVION FABRICADA MEDIANTE EL MISMO, del 27 de Noviembre de 2009, de THE BOEING COMPANY: Un método para la formación superplástica de un paquete para producir un conjunto estructural (10; 10a; 10b) que tiene una configuración predeterminada, comprendiendo […]
 Aparato y método para formar paneles de tres láminas, del 31 de Julio de 2019, de THE BOEING COMPANY: Un aparato para formar un panel que comprende una primera lámina frontal, una segunda lámina frontal y una lámina central […]
Aparato y método para formar paneles de tres láminas, del 31 de Julio de 2019, de THE BOEING COMPANY: Un aparato para formar un panel que comprende una primera lámina frontal, una segunda lámina frontal y una lámina central […]