CIP-2021 : G05D 5/00 : Control para obtener las dimensiones determinadas de un material.
CIP-2021 › G › G05 › G05D › G05D 5/00[m] › Control para obtener las dimensiones determinadas de un material.
G05D 5/02 · Control de un espesor, p. ej. de un material laminado.
G05D 5/03 · · caracterizado por la utilización de medios eléctricos.
G05D 5/04 · Control de las dimensiones de los objetos, p. ej. de partículas.
G05D 5/06 · · caracterizados por la utilización de medios eléctricos.
CIP2021: Invenciones publicadas en esta sección.
Sistema para control geométrico de precisión de piezas tridimensionales de gran tamaño y método para dicho sistema.
(21/08/2017). Solicitante/s: INGENIO 3000 SL. Inventor/es: ALONSO BORRAGAN,IGNACIO JOSE.
Sistema para control geométrico de precisión de piezas tridimensionales de gran tamaño; del tipo basado en fotogrametría, que comprende, unas cámaras para toma de imágenes desde, al menos, dos puntos de vista, unos puntos de control dispuestos en dicha pieza para ser captados por las cámaras y un procesador de las imágenes captadas por las cámaras para medir el desvío de las posiciones reales con respecto a las posiciones previstas , y que comprende unos puntos de control tridimensionales y una disposición (9, 9a) de cámaras en número y posición suficiente para que cada punto de control sea tomado simultáneamente por, al menos, tres cámaras . La invención también comprende un método para el sistema.
PDF original: ES-2630387_A1.pdf
PDF original: ES-2630387_B1.pdf
Procedimiento de determinar acciones correctivas de control para un sistema de potencia en un estado inseguro.
(20/01/2016) Un procedimiento de determinar una accion correctiva de control para un sistema de potencia en una condicion de operacion insegura, teniendo el sistema de potencia una pluralidad de generadores que inyectan potencia en una red que tiene una pluralidad de nodos y una pluralidad de ramales, estando la pluralidad de generadores representada en la red por medio de una pluralidad de nodos de inyeccion de potencia, teniendo cada generador una impedancia de inyeccion del generador y un limite de estabilidad en el plano de impedancia de inyeccion, comprendiendo el procedimiento
calcular un limite de proteccion del sistema en el plano de impedancia de inyeccion para cada generador en base a un margen predeterminado de proteccion…
Control distribuido coordinado de área amplia para sistemas de suministro de energía eléctrica.
(29/06/2015) Control distribuido coordinado de área amplia para sistemas de suministro de energía eléctrica.
Los controladores distribuidos en un sistema de suministro de energía eléctrica obtienen las medidas y el estado del equipo, calculan valores derivados, y determinan el estado del IED y lo comparten con otros controladores distribuidos y controladores de coordinación. Los controladores distribuidos y los controladores de coordinación perfeccionan las medidas, el estado de los equipos, los valores derivados, y del estado del IED. El control del sistema de suministro de energía eléctrica está coordinado entre los controladores distribuidos y los controladores de coordinación.
MEDIDOR PORTATIL DE ESFUERZO DE COMPRESION.
(01/06/2000) 1. Medidor portátil de esfuerzo de compresión, la medición de fuerzas de compresión con y sin carga de rotura; caracterizado porque se configura en un cuerpo principal de reducido tamaño que permite su portabilidad y que incluye unos brazos laterales (7 y 8) de captación de las correspondientes fuerzas de compresión, un teclado o botonera de ejecución de funciones, medios indicadores (3 y 4), medidos de medición, transducción y presentación de las fuerzas detectadas y medios de alimentación. 2.Medidor portátil de esfuerzo de compresión, según la reivindicación 1, caracterizado porque dicho cuerpo principal dispone de un mango que facilita su manejabilidad. 3.Medidor portátil de esfuerzo de compresión, según la reivindicación 2, caracterizado porque dicho…
MANDO RETRAIBLE PARA UN FRIGORIFICO.
(01/03/1999). Ver ilustración. Solicitante/s: FAGOR, S.COOP.. Inventor/es: MARTINEZ GUIRAO, FRANCISCO, VILLAR AZCARATE, LUIS MARIA.
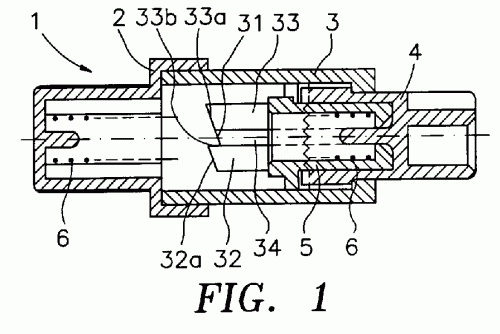
MANDO RETRAIBLE PARA UN FRIGORIFICO. EL MANDO ES DEL TIPO POTENCIOMETRICO PARA LA GRADUACION DE LA TEMPERATURA, PERMANECIENDO RETRAIDO DENTRO DEL PANEL DE MANDOS HASTA UNA NUEVA PULSACION CON LA QUE RETORNE EL PULSADOR DE LA CABEZA IMPULSADO POR UN RESORTE HELICOIDAL. COMPRENDE UN CUERPO CILINDRICO HUECO SUJETO A LA CABEZA Y ARRASTRADO POR ELLA EN EL GIRO, QUE ALBERGA OTRAS DOS PIEZAS CILINDRICAS HUECAS, LA PIEZA PORTA-EJE , QUE GIRA ARRASTRADA POR EL CUERPO Y GUIA EL DESPLAZAMIENTO AXIAL DE ESTE, Y LA PIEZA DE BLOQUEO CUYA PARTE POSTERIOR SE ALBERGA EN LA PIEZA PORTA-EJE Y CUYA PARTE ANTERIOR ESTA PROVISTA DE CUATRO UÑAS DE RETENCION DEL CUERPO QUE GIRAN ALTERNATIVAMENTE PARA ENCAJAR EN UNA "V" (33B) INTERNA DEL CUERPO FORMADA POR LOS CANTOS DE DOS NERVIOS O SALIR DE ELLA LIBERANDO EL CUERPO.
METODO DE CONTROL AUTOMATICO DEL CICLO DE PRENSADO EN SEMISECO EN EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS.
(16/11/1998). Ver ilustración. Solicitante/s: TAULELL, S.A.. Inventor/es: SANCHEZ AZNAR,JAIME, PORTOLES IBAÑEZ,JAVIER, SOLER AGUILAR,CARLOS, BALLESTER BERNA, ENRIQUE.
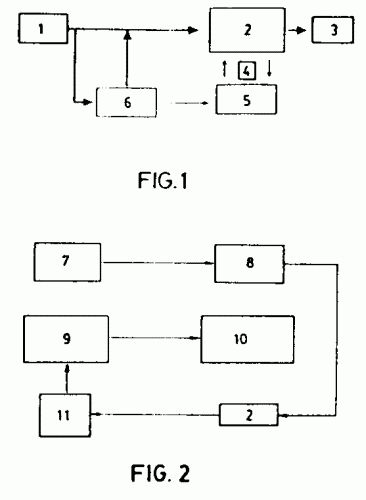
METODO DE CONTROL AUTOMATICO DEL CICLO DE PRENSADO EN SEMISECO EN EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS. CONSISTE EN AUTOMATIZAR EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS, QUE HASTA EL MOMENTO REQUIERE DE UNA IMPORTANTE COMPONENTE DE CONTROL MANUAL, MEDIANTE LA PUESTA A PUNTO DE SENSORES ESPECIFICOS QUE HASTA AHORA NO HABIAN SIDO UTILIZADOS EN ESTE TIPO DE PROCESOS; OBTENIENDO UN ALGORITMO DE CONTROL AVANZADO, CON LOS MECANISMOS DE REGULACION ADECUADOS. SE INCREMENTA LA CALIDAD DEL PRODUCTO AL MEJORAR EL CONTROL, CONTINUO Y A TIEMPO REAL, SOBRE EL MANTENIMIENTO DE COMPACTACION. SE DETERMINA LA HUMEDAD DEL POLVO ATOMIZADO MEDIANTE UNA MEDICION ON-LINE DEL MISMO ANTES DEL PRENSADO, MODIFICANDO LA PRESION DEL PRENSADO A MEDIDA QUE VARIA LA HUMEDAD. EL ALGORITMO DE CONTROL SE OBTIENE MEDIANTE DIAGRAMA, DE COMPACTACION ENTRE VALORES DE DENSIDAD APARENTE EN VERDE, PRESION DE PRENSADO Y HUMEDAD Y PUEDE ESTABLECERSE UN CONTROL DE LAZO ABIERTO QUE AUTORREGULE LA OPERACION DE PRENSADO.
MAQUINA PARA MEDIR Y DEFINIR MATEMATICAMENTE LA SUPERFICIE DE MODELOS EN TRES DIMENSIONES, EN PARTICULAR PARA SU FABRICACION DE MOLDURAS CON HERRAMIENTAS CON CONTROL NUMERICO.
(16/12/1993). Solicitante/s: ADVANCED DATA PROCESSING ADP S.R.L. Inventor/es: LEVI MONTALCINI, PIERA, RACCIU, ANTONIO.
LA MAQUINA PARA MEDIR Y DEFINIR MATEMATICAMENTE LA SUPERFICIE DE MODELOS EN TRES DIMENSIONES COMPRENDE UN SOPORTE ROBOTIZADO QUE TIENE AL MENOS TRES GRADOS DE LIBERTAD, PROVISTO CON MOTORES DE IMPULSION Y TRANSDUCTORES DE POSICION PARA SOSTENER Y SITUAR EN CUALQUIER PUNTO DEL ESPACIO Y EN CUALQUIER ORIENTACION UN DISPOSITIVO DE ALOJAMIENTO LASER RIGIDAMENTE ACOPLADO AL SOPORTE . UNA UNIDAD DE CONTROL ELECTRONICO CONTROLA LOS MOVIMIENTOS DEL SOPORTE ROBOTIZADO DE ACUERDO CON LAS SEÑALES ELECTRICAS QUE LLEGAN DEL DISPOSITIVO DE ALEJAMIENTO LASER Y DESDE LOS TRANSDUCTORES DE POSICION Y UNA UNIDAD DE PROCESAMIENTO ELECTRONICO MEMORIZA EN UN SOPORTE MAGNETICO INFORMACION NUMERICA CORRESPONDIENTE A LAS COORDENADAS DEL PUNTO EN LA SUPERFICIES (S) QUE SERA MEDIDA.
UN DETECTOR DE CAMBIOS DE PERFIL.
(16/06/1984). Solicitante/s: JOHNSON MATTHEY PUBLIC LIMITED COMPANY.
DETECTOR DE CAMBIOS DE PERFIL.LOS CONDUCTOS LUMINOSOS (1 Y 2) ATRAVIESAN LA JUNTA DE PRESION DE LA PARED DE UN ANILLO , QUE CONSTITUYE LA BRIDA PORTADORA SUPERIOR DE UNA UNIDAD DE CAPSULA DE SEGURIDAD. (1 Y 2) DESCANSAN EN LA CAPSULA O BOVEDA LINEA DISCONTINUA , SUS EXTREMOS OPUESTOS ENTRAN EN UNA CAVIDAD DE LA PARED DEL ANILLO , A TRAVES DE LOS AGUJEROS DE UN DIAFRAGMA FLEXIBLE , SUJETO A TRAVES DE LA ENTRADA A LA CAVIDAD. LA PARED CURVADA ESTA PROVISTA DE UNA CAPA REFLECTANTE. CUALQUIER LUZ QUE PASE POR DEBAJO DE UN CONDUCTOLUMINOSO SURGIRA DEL MISMO POR EL EXTREMO DE LA CAVIDAD Y SERA REFLEJADA DESDE LA PARED . (A) ES UN DIODO EMISOR DE LUZ QUE CONECTA UN GENERADOR DE ENERGIA ELECTRICA A TRAVES DE LOS CONDUCTORES Y QUE PASA LUZ AL EXTREMO DEL CONDUCTO LUMINOSO , ES UN APARATO FOTOSENSIBLE QUE RECIBE Y RESPONDE A LA LUZ QUE SURGE DEL EXTREMO OPUESTO DEL CONDUCTO LUMINOSO.
PROCEDIMIENTO DE TESTAJE PARA EL CONTROL DE PLANARIDAD DE PIEZAS CERAMICAS DE RECUBRIMIENTO.
(16/06/1984). Solicitante/s: DE TOMAS GARRIDO,J IGNACIO.
PROCEDIMIENTO DE TESTAJE PARA EL CONTROL DE LA PLANARIDAD EN PIEZAS CERAMICAS DE RECUBRIMIENTO.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, LAS PIEZAS CERAMICAS SE HACEN PASAR DE FORMA CONTINUA A TRAVES DE UN TRAMO DE TRANSPORTE, ESTABLECIDO EN LA PROPIA LINEA O CADENA DE FABRICACION, EN EL QUE SE DEFINE UN SECTOR PERFECTAMENTE PLANO POR EL QUE DISCURREN TALES PIEZAS; SEGUNDA, DICHAS PIEZAS SON PRESIONADAS CONTRA EL TRAMO DE TRANSPORTE MEDIANTE ELEMENTOS ELASTICOS, EN TRES DE SUS VERTICES O ESQUINAS; Y POR ULTIMO, SE ESTABLECEN EN SU CUARTA ESQUINA Y EN SU PUNTO CENTRAL,SENSORES QUE DETECTAN EL POSICIONAMIENTO RELATIVO DE ESTOS PUNTOS CON RESPECTO AL PLANO DETERMINADO POR LOS TRES VERTICES PRESIONADOS, DE MANERA QUE DICHOS SENSORES, ANTE LA PRESENCIA DE UNA PIEZA DEFECTUOSA, ENVIAN SEÑALES A UN SISTEMA ELECTRONICO ENCARGADO DE ACTIVAR UN MECANISMO DE EXPULSION DE LA PIEZA DEFECTUOSA.
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS ORGANOS DE CONTROL DE DIAMETRO DE TUBOS FLEXIBLES DURANTE SU EXTRUSION.
(16/12/1982). Solicitante/s: KONSTANSKI,HORST.
ORGANO PARA EL CONTROL DEL DIAMETRO DE TUBOS FLEXIBLES DURANTE EL PERIODO DE EXTRUSION. CONSTA DE UNA ELECTROVALVULA A TRAVES DE LA CUAL PENETRA EL AIRE EN LA BURBUJA; DE UN MICROPROCESADOR QUE GOBIERNA LA ELECTROVALVULA ; DE CELULAS REFLECTIVAS , PARTE DE LAS CUALES SE DISPONEN EN ALINEACION TRANSVERSAL RESPECTO AL BORDE DE LA BANDA SINFIN , MIENTRAS QUE LA OTRA PARTE DE DICHAS CELULAS SE DISPONEN EN ALINEACION PARALELA RESPECTO AL BORDE OPUESTO DE LA BANDA ; Y DE CARROS PORTADORES DE LAS CELULAS REFLECTIVAS , LOS CUALES SE DESPLAZAN TRANSVERSALMENTE A LA BANDA , EN SENTIDOS OPUESTOS, POR LA ACCION DE UN HUSILLO CONECTADO AL MOTOR PASO A PASO.
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA EL CONTROL DE PIEZAS DIVERSAS.
(01/10/1980). Solicitante/s: SOCIETE ANONYME DES USINES CHAUSSON.
Perfeccionamientos en las máquinas para el control de piezas diversas, especialmente de piezas de carrocería, caracterizados porque se establece un juego de plantillas, correspondientes a secciones de referencia de una pieza a controlar y porque se monta sucesivamente cada plantilla en un cabezal de soporte montado en el extremo de un brazo desplazable según tres ejes de coordenadas.
{kind=link}
{kind=link}