VENDAJE PARA HERIDAS.
Un vendaje para heridas que incluye una primera y una segunda capa absorbente,
siendo la primera y la segunda capa absorbente de tejido no-tejido de viscosa y poliéster, cada capa absorbente tiene una cara interna operativa y una cara externa operativa; la primera y la segunda capa absorbente están unidas con sus caras internas operativas en una relación cara a cara y una tercera capa de fibras de algodón entre estas dos capas y unida a la primera y a la segunda capa absorbente, de modo que las dos capas absorbentes y la tercera capa juntas forman una almohadilla laminada de tres capas, la unión entre la primera, la segunda y la tercera capa se efectúa mediante un proceso de perforación con agujas, en el que la densidad de la perforación de la aguja es de no más de 400 perforaciones/cm2
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2006/000751.
Solicitante: IWMT INTELLECTUAL PROPERTY HOLDINGS (PROPRIETARY) LIMITED.
Nacionalidad solicitante: Sudáfrica.
Dirección: AGNONE HOUSE 53 ADRIANA CRESCENT,GATEWAY PARK 0157 CENTURION.
Inventor/es: MOUTON,JACOBUS FREDERICK.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- A61F13/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00).
Clasificación PCT:
- A61F13/00 A61F […] › Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00).
Fragmento de la descripción:
Vendaje para heridas.
Esta invención se refiere a un vendaje para heridas. También se refiere a un método para crear un vendaje para heridas y con un método para tratar heridas.
Los vendajes para heridas se divulgan en US-6 077 526, US-6 653 520 y WO-0 134 079.
De acuerdo con otro aspecto de la invención, se proporciona un vendaje para heridas, que incluye una primera y una segunda capa absorbente, cada una fabricada con tela no tejida de fibras de viscosa y poliéster y cada capa absorbente tiene una cara interna operativa y una cara externa operativa; la primera y la segunda capa absorbente están unidas con sus caras internas operativas en una relación cara a cara y una tercera capa de fibras de algodón entre estas dos capas y unida a la primera y a la segunda capa absorbente, de modo que las dos capas absorbentes y la tercera capa juntas forman una almohadilla laminada de tres capas, la unión entre la primera, la segunda y la tercera capa se efectúa mediante un proceso de perforación con agujas, en el que la densidad de la perforación de la aguja es de no más de 400 perforaciones/cm2.
La primera y la segunda capa absorbente pueden estar en forma de esteras o bloques de fibra perforados con aguja.
La primera y segunda capa absorbente puede, cada una, comprender un 60 a 80% de fibras de viscosa por volumen y un 20 a 40% de fibras de poliéster por volumen. Más en particular, la primera y segunda capa de fibra absorbente puede comprender aproximadamente el 70% de las fibras de viscosa por volumen y aproximadamente el 30% de fibras de poliéster por volumen.
La densidad de perforación con agujas del proceso de perforado con aguja puede ser de 300 - 350 perforaciones/cm2 (es decir, 3000000 - 3500000 perforaciones/m2).
Las fibras de viscosa y poliéster de la primera y la segunda capa absorbente pueden tener un grado de calidad de 2 a 2,5 denier. Las fibras de viscosa y poliéster de la primera y segunda capa absorbente pueden tener una longitud de 4,5 a 5,5 cm, por ejemplo, aproximadamente 5 cm (es decir, alrededor de 0,05 m). Las fibras de viscosa y las fibras de poliéster pueden ser fibras porosas.
Cada una de las primeras y segundas capas absorbentes pueden tener un peso por unidad de área, de 280 - 320 g/m2, por ejemplo 300 g/m2 (es decir, 0,3 kg/m2).
La tercera capa está hecha de dichas fibras de algodón o de hebras de algodón. La tercera capa será también absorbente. La tercera capa puede tener la forma de una gasa de algodón. La densidad de la fibra o de la hebra de la tercera capa puede estar en el orden de las 45 - 50 hebras/cm2, por ejemplo, 47 hebras/cm2. La tercera capa puede tener de 35 a 45 hilos, por ejemplo, 40. La tercera capa puede tener un peso de área por unidad de 55 - 65 g/m2, por ejemplo, 60 g/m2 (es decir, 0,06 kg/m2).
El vendaje para heridas puede tener un peso por unidad de área de 615 - 705 g/m2, por ejemplo, 660 g/m2. El vendaje para heridas puede tener un espesor de no más de 3,5 mm, por ejemplo, puede tener un espesor de, aproximadamente, 2,8 - 3 mm (es decir, aproximadamente 0,028 - 0,03 m).
La cara externa operativa de, por lo menos, una de la primera y segunda capa absorbente puede haber estado sujeta a un proceso de tratamiento térmico, para proporcionar a dicha cara externa operativa una superficie considerablemente suave. Las caras externas operativas de la primera y la segunda capa absorbente pueden haber estado sujetas al proceso de tratamiento térmico, de modo que dichas caras externas operativas y, de manera acorde, las caras externas del vendaje, tengan dichas superficies sustancialmente suaves. El vendaje para heridas puede, de este modo, utilizarse con cualquiera de sus caras externas operativas sobre o en contacto con una herida.
De acuerdo con otro aspecto de la invención, se proporciona un método para hacer un vendaje para heridas, que incluye:
la fabricación de bloques de fibra, perforados con aguja, de fibras de viscosa y poliéster realizados en un telar de agujas, cada bloque con una cara interna operativa y una cara externa operativa;
la ubicación de dos bloques de fibra con sus caras internas operativas, enfrentadas cara a cara;
la colocación de una capa de gasa de algodón entre los dos bloques de fibra y;
la unión de los dos bloques de fibra y la capa de gasa de algodón puesta entre dichos bloques, mediante un proceso de perforación con aguja en el que la densidad de la perforación con aguja es de no más de 400 perforaciones de aguja/cm2, de manera que los dos bloques de fibra juntos formen una almohadilla laminada de tres capas.
Cada uno de los dos bloques de fibra puede ser fabricado con un 60 a 80% de fibras de viscosa y un 20 a 40% de fibras de poliéster. En particular, cada uno de los dos bloques de fibra puede estar fabricado con, aproximadamente, un 70% de fibras de viscosa y un 30% de fibras de poliéster.
La densidad de perforación con agujas del proceso de perforado con aguja, que une los dos bloques de fibras, puede ser de 300 - 350 perforaciones/cm2).
Las fibras con las que se fabrican los dos bloques de fibra pueden tener una finura de 2 a 2,5 denier. Las fibras con las que se fabrican los dos bloques de fibra pueden tener una longitud de 4,5 - 5,5 cm, por ejemplo, alrededor de 5 cm. Las fibras de viscosa y las fibras de poliéster con las que se fabrican los bloques de fibra pueden ser fibras porosas. Cada uno de los dos bloques de fibras puede estar fabricado de manera que tengan un peso por unidad de área de 280 - 320 g/m2, por ejemplo, 300 g/m2.
La capa de gasa de algodón se realiza con fibras o hebras de algodón; la densidad de la fibra o de la hebra de la capa puede ser del orden de las 45 - 50 hebras/cm2, por ejemplo, 47 hebras/cm2. La capa de gasa de algodón puede tener de hilo de 35 a 45 hilos, por ejemplo, 40. La capa de gasa de algodón puede tener un peso de área por unidad de 55 - 65 g/m2, por ejemplo, 60 g/m2.
La almohadilla laminada de tres capas puede estar fabricada para tener un peso por unidad de área de 615 - 705 g/m2, por ejemplo, 660 g/m2.
La almohadilla laminada puede estar fabricada para tener un espesor de no más de 3,5 mm, por ejemplo, puede estar fabricada para tener un espesor de, aproximadamente, 2,8 - 3 mm.
El método también puede incluir un tratamiento de calor realizado en la cara externa operativa de, por lo menos, uno de los dos bloques de fibra, para proporcionar a dicha cara externa operativa una superficie sustancialmente suave. De manera ventajosa, el método puede incluir el tratamiento de calor en las caras externas operativas de ambos bloques de fibra, de modo que dichas caras externas operativas y, de manera acorde, las caras externas de la almohadilla laminada tengan dichas superficies sustancialmente suaves.
De acuerdo con un aspecto adicional de la invención, se proporciona un método para tratar una herida, que incluye el vendaje de la herida mediante el uso de un vendaje para heridas, tal como el que se describió precedentemente.
De acuerdo con otro aspecto adicional de la invención, se proporciona un método para tratar una herida, que incluye el vendaje de la herida mediante el uso de un vendaje para heridas hecho de acuerdo con un método tal como se describió anteriormente.
Ahora se describe la invención, mediante un ejemplo no limitativo, con referencia a los dibujos diagramáticos que lo acompañan.
En los dibujos:
La Figura 1 muestra, esquemáticamente, una elevación de frente del vendaje de una herida, de acuerdo con la invención;
La Figura 2 muestra, esquemáticamente, una elevación en sección transversal del vendaje de la herida, de acuerdo con la invención tomado en II-II en la Figura 1 y;
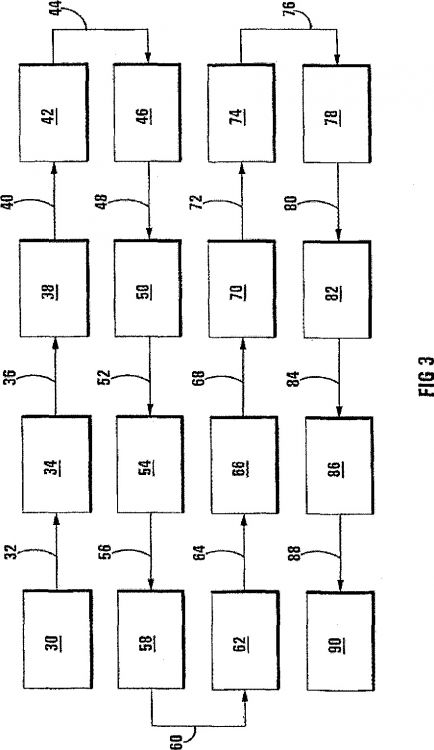
La Figura 3 muestra, esquemáticamente, un diagrama de flujo de los pasos que forman parte del método para realizar el vendaje de una herida, de acuerdo con la invención.
Con referencia a las Figuras 1 y 2 de los dibujos, un vendaje para heridas, de acuerdo con la invención, es generalmente diseñado por el número de referencia 10. Para aclarar, el espesor del vendaje para heridas 10, en la Figura 2, se exagera. El vendaje para heridas 10 tiene la forma de una almohadilla laminada rectangular...
Reivindicaciones:
1. Un vendaje para heridas que incluye una primera y una segunda capa absorbente, siendo la primera y la segunda capa absorbente de tejido no-tejido de viscosa y poliéster, cada capa absorbente tiene una cara interna operativa y una cara externa operativa; la primera y la segunda capa absorbente están unidas con sus caras internas operativas en una relación cara a cara y una tercera capa de fibras de algodón entre estas dos capas y unida a la primera y a la segunda capa absorbente, de modo que las dos capas absorbentes y la tercera capa juntas forman una almohadilla laminada de tres capas, la unión entre la primera, la segunda y la tercera capa se efectúa mediante un proceso de perforación con agujas, en el que la densidad de la perforación de la aguja es de no más de 400 perforaciones/cm2.
2. Un vendaje para heridas, según la Reivindicación 1, en el que la primera y la segunda capa absorbente comprende, cada una, un 80% de fibras de viscosa y de un 20 a 40% de fibras de poliéster.
3. Un vendaje para heridas, según la Reivindicación 2, en el que la primera y la segunda capa absorbente comprende, cada una aproximadamente un 70% de fibras de viscosa y un 30% de fibras de poliéster.
4. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que la densidad del proceso de perforación con aguja es de 300 - 350 perforaciones/cm2.
5. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que las fibras de poliéster y viscosa de la primera y de la segunda capa absorbente tienen una finura de 2 a 2,5 denier.
6. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que las fibras de poliéster y viscosa de la primera y de la segunda capa absorbente tienen una longitud de 4,5 a 5,5 cm.
7. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que las fibras de poliéster y viscosa son fibras porosas.
8. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que cada una de las primeras y segundas capas absorbentes tienen un peso por unidad de área, de 280 - 320 g/m2.
9. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que la tercera capa tiene la forma de una gasa de algodón.
10. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que la densidad de la fibra o de la hebra de la tercera capa se encuentra en el orden de las 45 a 50 hebras/cm2.
11. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que la tercera capa tiene de hilo de 35 a 45 hilos.
12. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que la tercera capa tiene un peso por unidad de área de 55 a 65 g/m2.
13. Un vendaje para heridas, según la Reivindicación 12, que tiene un peso por unidad de área, de 615 - 705 g/m2.
14. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, que tiene un espesor de no más de 3,5 mm.
15. Un vendaje para heridas, según cualquiera de las reivindicaciones anteriores, en el que la cara externa operativa de, por lo menos, una de la primera y segunda capa absorbente ha estado sujeta a un proceso de tratamiento térmico, para proporcionar a dicha cara externa operativa una superficie sustancialmente suave.
16. Un vendaje para heridas, según la Reivindicación 15, en el que las caras externas operativas de la primera y la segunda capa absorbente han estado sujetas al proceso de tratamiento térmico, de modo que dichas caras externas operativas y, de manera acorde, las caras externas del vendaje, tengan dichas superficies sustancialmente sua-ves.
17. Método de fabricación de vendajes para heridas, que incluye:
la fabricación de bloques de fibra, perforados con aguja, de fibras de viscosa y poliéster realizados en un telar de agujas, cada bloque con una cara interna operativa y una cara externa operativa;
la ubicación de dos bloques de fibra con sus caras internas operativas, enfrentadas cara a cara;
la colocación de una capa de gasa de algodón entre los dos bloques de fibra y;
la unión de los dos bloques de fibra y la capa de gasa de algodón puesta entre dichos bloques, mediante un proceso de perforación con aguja en el que la densidad de la perforación con aguja es de no más de 400 perforaciones de aguja/cm2, de manera que los dos bloques de fibra juntos formen una almohadilla laminada de tres capas.
18. Método, según la Reivindicación 17, en el que cada uno de los dos bloques de fibra se fabrican con un 60 a un 80% de fibras de viscosa y un 20 a un 40% de fibras de poliéster.
19. Método, según la Reivindicación 18, en el que cada uno de los dos bloques de fibra se fabrican con, aproximadamente, un 70% de fibra de viscosa y un 30% de fibra de poliéster.
20. Método, según cualquiera de las Reivindicaciones 17 a 19 inclusive, en el que la densidad del proceso de perforación con aguja del proceso de unión mediante la perforación con aguja de dos bloques de fibra es de 300 - 350 perforaciones/m2.
21. Método, según cualquiera de las Reivindicaciones 17 a 20 inclusive, en el que las fibras con las que se fabrican los dos bloques de fibra tienen una finura de 2 a 2,5 denier.
22. Método, según cualquiera de las Reivindicaciones 17 a 21 inclusive, en el que las fibras con las que se fabrican los dos bloques de fibra tienen una longitud de 4,5 a 5,5 cm.
23. Método, según cualquiera de las Reivindicaciones 17 a 22 inclusive, en el que las fibras de viscosa y las fibras de poliéster con las que se fabrican los dos bloques de fibra son fibras porosas.
24. Método, según cualquiera de las Reivindicaciones 17 a 23 inclusive, en el que cada uno de los dos bloques de fibra se fabrican para tener un peso por unidad de área de 280 - 320 g/m2.
25. Método, según cualquiera de las Reivindicaciones 17 a 24 inclusive, en el que la capa de gasa de algodón se realiza con fibras o hebras de algodón; la densidad de la fibra o de la hebra de la capa está en el orden de las 45 - 50 hebras/cm2.
26. Método, según cualquiera de las Reivindicaciones 17 a 25 inclusive, en el que la capa de gasa de algodón tiene de 35 a 45 hilos.
27. Método, según cualquiera de las Reivindicaciones 17 a 26 inclusive, en el que la capa de gasa de algodón tiene un peso por unidad de área de 55 a 65 g/m2.
28. Método, según la Reivindicación 27, en el que la almohadilla laminada de tres capas está fabricada para tener un peso por unidad de área de 615 - 705 g/m2.
29. Método, según cualquiera de las Reivindicaciones 17 a 28 inclusive, en el que la almohadilla laminada se fabrica para tener un espesor de 3,5 mm.
30. Método, según cualquiera de las Reivindicaciones 17 a 29 inclusive, que incluye el tratamiento con calor de la cara externa operativa de, por lo menos, uno de los dos bloques de fibra, para proporcionar a dicha cara externa operativa una superficie sustancialmente suave.
31. Método, según la Reivindicación 30, que incluye el tratamiento con calor en las caras externas operativas de ambos bloques de fibra, de modo que dichas caras externas operativas y, de manera acorde, las caras externas de la almohadilla laminada, tengan dichas superficies sustancialmente suaves.
Patentes similares o relacionadas:
Composiciones de apósito para heridas que comprenden quitosano y una celulosa oxidada, del 22 de Julio de 2020, de Systagenix Wound Management, Limited: Una composición de apósito para heridas que comprende un quitosano, una celulosa oxidada y desde aproximadamente 0,01 a aproximadamente 5% en peso sobre una base de peso […]
Manga de compresión con retención de posición mejorada, del 15 de Julio de 2020, de KPR U.S., LLC: Una prenda de compresión para aplicar compresión a una parte del cuerpo del usuario, comprendiendo la prenda : una capa de material dimensionada […]
Dispositivo de cierre de herida por presión negativa, del 24 de Junio de 2020, de UNIVERSITY OF MASSACHUSETTS: Un dispositivo de cierre de heridas por presión negativa, el dispositivo de cierre de heridas comprende: un material de relleno de la herida […]
Dispositivos para el tratamiento de la pared abdominal, del 24 de Junio de 2020, de LIFECELL CORPORATION: Un dispositivo de tratamiento abdominal o de fascia, que comprende: una lámina de matriz de tejido acelular , caracterizado porque la lámina […]
Procedimiento para la producción de parches o elementos de celulosa estructurados y dispositivos fabricados utilizando dicho procedimiento, del 10 de Junio de 2020, de ETH ZURICH: Procedimiento para la producción autoensamblada de un elemento de celulosa estructurado topográficamente en la superficie , en el que, en una primera etapa se […]
Envase de cinta adhesiva sensible a la presión, del 27 de Mayo de 2020, de HISAMITSU PHARMACEUTICAL CO. INC.: Un envase de cinta adhesiva sensible a la presión que aloja una cinta adhesiva que tiene un soporte y una capa de agente adhesivo […]
Apósito húmedo para el cuidado de la piel, del 15 de Abril de 2020, de Droche, Emile: Apósito para el cuidado de la piel, que comprende una compresa principal recubierta por una membrana que tiene un contorno adhesivo que sobresale de esta compresa, […]
Películas sublinguales, del 1 de Abril de 2020, de Sunovion Pharmaceuticals Inc: Una composición farmacéutica en forma de dosificación única formulada para administración sublingual, en donde la forma de dosificación única es una película bicapa que […]