Válvula para moldes de inyección de plástico.
Válvula para moldes de inyección de plástico.
La válvula para moldes de inyección de plástico comprende un cuerpo de válvula (1);
un obturador de aire (2), desplazable entre una posición de reposo y una posición de expulsión de una pieza inyectada, estando alojado dicho obturador de aire (2) en el interior de dicho cuerpo de válvula (1); una tuerca (4) solidaria con dicho obturador de aire (2) y que permite el paso de aire entre dicha tuerca (4) y el cuerpo de válvula (1); y un muelle (3) colocado alrededor de dicho obturador de aire (2) y entre la tuerca (4) y el cuerpo de válvula (1), de manera que empuja dicho obturador de aire (2) a su posición de reposo; y también comprende un disco (5) colocado en contacto con un extremo de dicho cuerpo de válvula (1) y apoyándose con dicha tuerca (4) cuando dicho obturador de aire (2) está en dicha posición de reposo.
Permite que la válvula de la presente invención nunca quede bloqueada, ya que la tuerca queda apoyada sobre el disco en la posición de reposo del obturador de aire.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231566.
Solicitante: COMERCIAL DE UTILES Y MOLDES, S.A..
Nacionalidad solicitante: España.
Inventor/es: NAVARRA PRUNA,ALBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- F16K15/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16K VALVULAS; GRIFOS; COMPUERTAS; FLOTADORES PARA ACCIONAMIENTO; DISPOSITIVOS PARA VENTILAR O AIREAR. › F16K 15/00 Válvulas o charnelas de retención (válvulas especialmente adaptadas para globos inflables A63B 41/00). › con un vástago guía.
Fragmento de la descripción:
Válvula para moldes de inyección de plástico
La presente invención se refiere a una válvula para moldes de inyección de plástico, que permite expulsar la pieza inyectada.
Antecedentes de la invención
Debido principalmente a la evolución de la tecnología, las válvulas que hasta el momento funcionaban correctamente, han dejado de hacerlo principalmente por los cambios de parámetros de inyección que la nueva tecnología está exigiendo.
La utilización de válvulas de expulsión de piezas inyectadas se venía aplicando en moldes donde el uso del aire en la cavidad prestaba una gran ayuda en el "desclavado" de la pieza de plástico inyectada, suavizando con el aire que introducíamos entre la cavidad del molde y la pieza, de forma que la expulsión de la misma se hacía de forma muy suave.
También en muchos casos se usan las válvulas como único elemento de extracción del producto inyectado, y en estos casos es donde la tecnología ha variado más drásticamente. Se ha pasado paulatinamente de inyectar a una presión de 1.000-1.200 Kg/cm2, a la actualidad, que se hace a 2.000-2.400 Kg/cm2, lo que equivale a que la válvula, así como todo el molde, debe soportar este aumento, lo que provoca en la mayoría de los casos que la válvula quede clavada en el cono de cierre, y la simple presión del aire no tiene suficiente fuerza inicial para desclavar el cono y por lo tanto la válvula no abre, con las consecuencias negativas que ello acarrea.
A fin de evitar esta presión de inyección sobre el cono de cierre, un objetivo de la presente invención es diseñar una válvula de forma tal que no solamente cierre por el cono o parte superior del obturador de aire, sino que también tenga otro punto de apoyo total sobre la base de dicho cono, con lo que se hace imposible el clavado del mismo.
En la actualidad, conseguir una zona cónica y una zona plana de apoyo que coincidan perfectamente, con la finalidad de que la con la sola presión del aire se pueda abrir la válvula, en la práctica, exige un proceso productivo de alta tecnología y precisión, lo que hace el producto completamente inviable para un mercado de estas características.
En consecuencia, el objetivo de la presente invención es proporcionar una válvula que logre la misma funcionalidad de una forma más viable económicamente. Otro inconveniente de las válvulas para moldes de inyección de plástico conocidas actualmente es que la tuerca, al ser de planta circular, puede girar, y el paso del aire puede no ser uniforme, lo que provoca que el obturador de la válvula se pueda torcer y, en la práctica, esto significa que solamente se pueden utilizar para la expulsión de piezas con un acabado superficial liso y rectas, ya que cualquier desviación del obturador respecto al cuerpo de la válvula haría que la pieza no se pudiera expulsar.
Un objetivo adicional de la presente invención es proporcionar una válvula para moldes de inyección de plástico que se pueda utilizar para la expulsión de piezas inyectadas con acabados superficiales irregulares y/o curvadas.
Descripción de la invención
Con la válvula para moldes de inyección de plástico de la invención se consiguen resolver los inconvenientes citados, presentando otras ventajas que se describirán a continuación.
La válvula para moldes de inyección de plástico de la presente invención comprende:
- un cuerpo de válvula;
- un obturador de aire, desplazable entre una posición de reposo y una posición de expulsión de una pieza inyectada, estando alojado dicho obturador de aire en el interior de dicho cuerpo de válvula;
- una tuerca solidaria con dicho obturador de aire y que permite el paso de aire entre dicha tuerca y el cuerpo de válvula; y
- un muelle colocado alrededor de dicho obturador de aire y entre la tuerca y el cuerpo de válvula, de manera que
empuja dicho obturador de aire a su posición de reposo; y se caracteriza porque dicha válvula también comprende un disco colocado en contacto, con un extremo de dicho cuerpo de válvula, por ejemplo apoyándose completamente dicho extremo sobre el disco, y en contacto, o apoyándose completamente, con dicha tuerca cuando dicho obturador de aire está en dicha posición de reposo.
Gracias a esta característica, la válvula de la presente invención nunca queda bloqueada, ya que la tuerca queda apoyada sobre el disco en la posición de reposo del obturador de aire.
Con este sistema, se consigue de forma sencilla, ya que una vez realizado el taladro y montada la válvula, podemos rectificar la altura total de la válvula a través del disco, sin modificar la funcionalidad de la válvula y consiguiendo siempre los tres puntos de apoyo necesarios, los dos la parte superior del obturador más el que del disco de la base de la válvula.
Además, dicho disco permite ajustar la altura total de la válvula solamente ajustando la altura del disco, por ejemplo, mediante rectificado.
Ventajosamente, dicha tuerca tiene una forma en planta substancialmente triangular, cuyos vértices están en contacto con el cuerpo de válvula, definiendo tres aberturas fijas entre dicha tuerca y dicho cuerpo de válvula.
De esta manera, la tuerca no puede girar en el interior del cuerpo de la válvula cuando se inyecta aire a presión, motivo por el cual las aberturas siempre estarán colocadas en el sitio y, por lo tanto, se consideran fijas. Al no girar la tuerca, el paso de aire será siempre uniforme y equilibrado, de manera que el obturador de aire no se inclinará, lo que permite la utilización de la válvula de la presente invención con piezas inyectadas con acabados superficiales irregulares y/o curvadas.
Según una realización preferida, dicha tuerca es de acero inoxidable, y la planta definida por la tuerca está formada por tres lados mayores que definen los lados del triángulo y dos lados menores en cada uno de los vértices de dicho triángulo.
Ventajosamente, dicho disco comprende un orificio central para el paso de aire a presión, y dicha tuerca está unida a dicho obturador de aire mediante una rosca.
Breve descripción de los dibujos
Para mejor comprensión de cuanto se ha expuesto, se acompañan unos dibujos en los que, esquemáticamente y tan sólo a título de ejemplo no limitativo, se representa un caso práctico de realización.
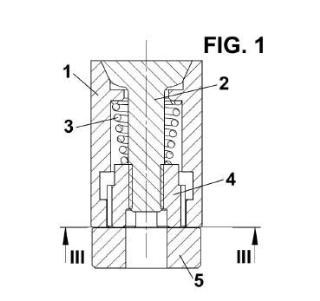
La figura 1 es una vista en alzado de la válvula de la presente invención en la posición de reposo;
La figura 2 es una vista en alzado de la válvula de la presente invención en la posición elevada o de expulsión de la pieza inyectada;
La figura 3 es una vista en planta de la válvula de la presente invención seccionada, a lo largo de la línea III-III en la figura 1, en la que se puede apreciar la configuración substancialmente triangular de la tuerca de la válvula; y
La figura 4 es una vista en perspectiva de la tuerca de la válvula de la presente invención.
Descripción de una realización preferida
Tal como se puede apreciar en las figuras, la válvula para moldes de inyección de plástico comprende un cuerpo de válvula 1 cilíndrico, en cuyo interior se aloja un obturador de aire 2.
La función de dicho obturador de aire 2 es expulsar una pieza inyectada (no representada) cuando ha finalizado el moldeado por inyección de dicha pieza. Para realizar esta expulsión, el obturador de aire 2 es desplazable entre una posición de reposo, representada en la figura 1, y una posición elevada o de expulsión, representada en la figura 2, tal como se describirá posteriormente.
Dicho obturador de aire 2 comprende una cabeza superior y un vástago, estando dicha cabeza en contacto con la pieza inyectada cuando se realiza dicha expulsión. La cabeza del obturador de aire 2 se aloja en el interior de un alojamiento complementario de dicho cuerpo de válvula 1.
La válvula de la presente invención también comprende una tuerca 4 que es solidaria con dicho obturador de aire 2, es decir, se mueve con el obturador de aire 2 cuando éste se desplaza desde dicha posición de reposo a dicha posición de expulsión, o viceversa.
Aunque podrían ser solidarias de cualquier manera adecuada, preferentemente dicha tuerca 4 está enroscada...
Reivindicaciones:
1. Válvula para moldes de inyección de plástico, que comprende:
- un cuerpo de válvula (1) ;
- un obturador de aire (2) , desplazable entre una posición de reposo y una posición de expulsión de una pieza inyectada, estando alojado dicho obturador de aire (2) en el interior de dicho cuerpo de válvula (1) ;
- una tuerca (4) solidaria con dicho obturador de aire (2) y que permite el paso de aire entre dicha tuerca (4) y el cuerpo de válvula (1) ; y
- un muelle (3) colocado alrededor de dicho obturador de aire (2) y entre la tuerca (4) y el cuerpo de válvula (1) , de manera que empuja dicho obturador de aire (2) a su posición de reposo;
caracterizada porque dicha válvula también comprende un disco (5) colocado en contacto con un extremo de dicho cuerpo de válvula (1) y apoyándose con dicha tuerca (4) cuando dicho obturador de aire (2) está en dicha posición de reposo.
2. Válvula para moldes de inyección de plástico según la reivindicación 1, en la que dicha tuerca (4) tiene una forma en planta substancialmente triangular, cuyos vértices están en contacto con el cuerpo de válvula (1) , definiendo tres aberturas de aire (6) fijas entre dicha tuerca (4) y dicho cuerpo de válvula (1) .
3. Válvula para moldes de inyección de plástico según la reivindicación 1 ó 2, en la que dicha tuerca (4) es de acero inoxidable.
4. Válvula para moldes de inyección de plástico según la reivindicación 2, en la que la planta definida por la tuerca (4) está formada por tres lados mayores que definen los lados del triángulo y dos lados menores en cada uno de los vértices de dicho triángulo.
5. Válvula para moldes de inyección de plástico según la reivindicación 1, en la que dicho disco (5) comprende un orificio central para el paso de aire a presión.
6. Válvula para moldes de inyección de plástico según la reivindicación 1, en la que dicha tuerca (4) está unida a dicho obturador de aire (2) mediante una rosca.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
Aparato para el moldeo por soplado de recipientes de plástico, del 1 de Abril de 2020, de Sacmi Imola S.C: Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]