UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS.
Útil para recortar y rebordear una pieza de trabajo (11) plana,
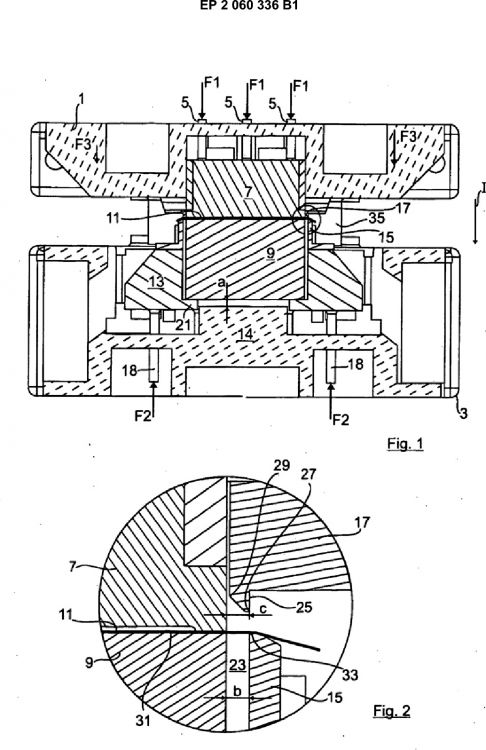
en especial una pieza embutida, con una primera pieza (1) y una segunda pieza (2) del útil, con un macho (9) y con un pisador (7) entre los que se puede fijar la pieza de trabajo (11) y con una mordaza (1) de corte y de rebordeado, desplazable con relación a la pieza de trabajo (11) fija en una dirección (l) de trabajo, con un elemento (15) antagonista de corte asignado a ella en el que asienta la pieza de trabajo (11) durante el proceso de corte y que es soportado por el elemento (13) soporte, con el que el elemento (15) antagonista de corte puede ser desplazado, una vez realizado el proceso de corte, acoplado en movimiento con la mordaza (17) de corte y de rebordeado, en la dirección (l) de trabajo, caracterizado porque el macho (9) se conduce de manera desplazable en la dirección (l) de trabajo en una segunda pieza (3) del útil y porque el elemento (13) soporte posee un elemento (21) de arrastre, que, durante el proceso de corte, levanta el macho (9) móvil de la segunda pieza (3) del útil con una fuerza (F2) antagonista contra la dirección (l) de trabajo, poseyendo la segunda pieza (3) del útil un tope (14) del movimiento del macho (9) en el que apoya el macho (9) durante el desplazamiento en la dirección (l) de trabajo, mientras que el elemento (13) soporte puede seguir siendo desplazado en la dirección (l) de trabajo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08019661.
Solicitante: AUDI AG.
Nacionalidad solicitante: Alemania.
Dirección: BEUTINGERSTRASSE 9, 74076 HEILBRONN.
Inventor/es: GALOVIC,JOSIP.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Noviembre de 2008.
Fecha Concesión Europea: 30 de Junio de 2010.
Clasificación Internacional de Patentes:
- B21D24/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
- B21D35/00 B21D […] › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
- B21D37/08 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Matrices dotadas de partes distintas para las diferentes fases de una operación.
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
Clasificación PCT:
- B21D24/16 B21D 24/00 […] › Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
- B21D35/00 B21D […] › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
- B21D37/08 B21D 37/00 […] › Matrices dotadas de partes distintas para las diferentes fases de una operación.
- B21D53/88 B21D 53/00 […] › de otras partes de vehículos, p. ej. capós guardabarros.
- B26F1/38 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Recorte; Corte con sacabocados.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
El invento se refiere a un útil según el preámbulo de la reivindicación 1 para recortar y rebordear piezas de trabajo planas.
En la fabricación de piezas para carrocerías de vehículos se llevan tableros de chapa, respectivamente platinas de chapa por medio del procedimiento de embutición hasta la forma propia de la pieza. En un proceso de corte ulterior se separa la corona de desperdicio formada durante la embutición en el contorno de la pieza. Después se puede plegar con un ángulo el borde de la pieza con un proceso de plegado o de rebordeado, con lo que es posible la unión cinemática de forma con otra pieza.
A través del documento DE 39 01 703 C1 se conoce un útil de embutición en el que una platina chapa se embute para obtener una pieza con una forma prefijada. El útil posee un pisador de pliegues, que, como mordaza de corte y de rebordeado, coopera con un elemento de corte antagonista contra el que la pieza de trabajo es presionada por la mordaza de corte y de rebordeado durante el proceso de corte.
A través del documento JP 07 03 2057 A se conoce un útil según el preámbulo de la reivindicación 1.
El invento parte de un útil de corte y de rebordeado para una pieza de trabajo plana, en especial una pieza embutida, que se puede fijar entre un macho y un pisador y que posee una mordaza de rebordeado y de corte, que se hace pasar por delante de la pieza de trabajo en una dirección de trabajo con relación a la pieza de trabajo fijada. A la mordaza de rebordeado y de corte se asigna un elemento de corte antagonista contra el que la mordaza de rebordeado y de corte presiona la pieza de trabajo durante el proceso de corte. El elemento de corte antagonista es soportado por un elemento soporte, por ejemplo una base elástica, con la que el elemento de corte antagonista puede ser desplazado, una vez efectuado el proceso de corte, en la dirección de trabajo acoplado en movimiento con la mordaza de rebordeado y de corte.
Los procesos de corte y de rebordeado se realizan usualmente en diferentes pasos de trabajo con una técnica de útiles costosa con útiles de corte y de rebordeado separados.
El objeto del invento es crear un útil de corte y de rebordeado, respectivamente un procedimiento de corte y de rebordeado con el que de una manera sencilla y con pocos elementos se puedan plegar las pestañas de diferentes tamaños de las piezas y con el que de una manera segura se puedan obtener resultados de corte y de rebordeado buenos.
El problema se soluciona con las características de la reivindicación 1. Los perfeccionamientos ventajosos del invento se divulgan en las reivindicaciones subordinadas.
Según el invento, la mordaza de rebordeado y de corte se guían durante el proceso de corte de manera variable entre sí con relación al elemento soporte. Por el contrario, en el proceso de rebordeado, la mordaza de rebordeado y de corte así como el elemento antagonista de corte pasan por delante de la pieza de trabajo como unidad acoplada en movimiento para levantar, respectivamente plegar la pestaña lateral de la pieza de trabajo.
La mordaza de rebordeado y de corte puede ser desplazable, para el movimiento de desplazamiento acoplado en movimiento del sistema de mordaza de rebordeado y de corte y el elemento antagonista de corte, en una pieza superior y/o un elemento soporte del elemento de corte antagonista en la dirección de trabajo, respectivamente de rebordeado. El corte y el rebordeado de la pieza de trabajo pueden tener lugar de manera preferida en pasos de trabajo sucesivos. Desde el punto de vista de la técnica de fabricación se prefiere en este caso, que el proceso de rebordeado se realice después del proceso de corte. De esta manera se evita, que la pestaña lateral de la pieza de trabajo, todavía no recortada, sea plegada durante el proceso de rebordeado, lo que puede dar lugar a un estirado adicional perjudicial del material de la pestaña lateral.
Entre una pieza del útil, que soporta la mordaza de rebordeado y de corte y el elemento soporte del elemento antagonista de corte se puede prever un elemento de acoplamiento, respectivamente distanciador. Una vez realizada la operación de corte se puede hallar el elemento distanciador, configurado por ejemplo en la pieza del útil, apoyado en el elemento soporte del elemento antagonista de corte. Con un movimiento de rebordeado adicional realizado después de la operación de corte se arrastra con ello el elemento soporte del elemento antagonista de corte de manera acoplada en movimiento con la mordaza de rebordeado y de corte.
Para un proceso de corte correcto se pueden alinear entre sí con sus superficies a heces las superficies de asiento del macho y del elemento antagonista de corte. La pieza de trabajo puede ser fijada entonces sin tensiones entre el pisador y el macho, sin que, debido a un desplazamiento en altura, se produzca una deformación de la pestaña lateral de la pieza de trabajo depositada sobre el elemento antagonista de corte.
De manera preferida es posible, que, durante el proceso, la mordaza de corte y de rebordeado sea fija, en especial esté fijada a la pieza superior del útil. La pieza superior del útil se puede desplazar hacia abajo en la dirección de trabajo con una fuerza de corte, mientras que el elemento antagonista de corte es sometido a una fuerza antagonista en la dirección opuesta a la de trabajo. Para obtener un resultado favorable del corte se prefiere, que durante el proceso de corte las superficies de asiento del útil están alineadas mutuamente con sus superficies a haces, como ya se expuso más arriba. Esto se consigue según el invento por el hecho de que el macho se guía de manera desplazable en la dirección de trabajo en una segunda pieza del útil.
El elemento soporte, sometido a una fuerza antagonista, del elemento antagonista de corte puede poseer un elemento de arrastre, que levante durante el proceso de corte el macho móvil una distancia vertical contraria a la dirección de trabajo. Con ello se garantiza, que las dos superficies de asiento del macho y del elemento antagonista de corte permanezcan mutuamente alineadas con sus superficies a haces.
El proceso de rebordeado puede tener lugar en la misma dirección de trabajo que el proceso de corte. Durante el proceso de rebordeado se puede conducir el sistema formado por el elemento antagonista de corte y la mordaza de rebordeado y de corte de manera acoplada en movimiento. En este caso se conduce el macho junto con el sistema contra un tope del movimiento de una segunda, respectivamente pieza inferior del útil, mientras que el sistema acoplado en movimiento formado por la mordaza de rebordeado y de corte así como el elemento antagonista de corte es conducido en la dirección de trabajo. Con ello se hace pasar la mordaza de rebordeado y de corte con su canto de rebordeado por delante de la pestaña lateral de la pieza de trabajo y se pliega correspondientemente en el canto del macho.
Para incrementar la estabilidad de formas puede ser ventajoso, que entre el macho y el elemento antagonista de corte se prevea una ranura de entrada en la que pueda penetrar la mordaza de rebordeado y de corte durante el proceso de corte. En este caso es posible, que la mordaza de rebordeado y de corte pueda apoyar transversalmente a la dirección de trabajo entre el macho y el elemento antagonista de corte. La mordaza de rebordeado y de corte puede poseer en este caso cantos de corte y de rebordeado separados entre sí. El canto de corte puede estar distanciado del macho una separación de corte, mientras que el canto de rebordeado puede ser previsto en el interior de la separación de corte en una dirección transversal a la de trabajo. Estando fijada la pieza de trabajo, la brida lateral de la pieza de trabajo, que debe ser recortada y rebordeada, puede sobresalir lateralmente del pisador y del macho y asentar en el elemento antagonista de corte.
El pisador puede presionar la pieza de trabajo, con preferencia en la pieza superior del útil, contra el macho con una fuerza de sujeción. Tanto la fuerza de sujeción, como también la fuerza antagonista, que actúa en el sentido contrario, pueden ser constantes durante el proceso de corte y de rebordeado. Con ello se sujeta la pieza de trabajo sobre el macho, tanto durante el proceso de corte, como también el proceso de rebordeado, sobre el macho, sin afectar al movimiento de rebordeado, respectivamente de corte del macho.
En lo que sigue se describe por medio del dibujo adjunto un ejemplo de ejecución del invento. En el dibujo muestran:
Las figuras...
Reivindicaciones:
1. Útil para recortar y rebordear una pieza de trabajo (11) plana, en especial una pieza embutida, con una primera pieza (1) y una segunda pieza (2) del útil, con un macho (9) y con un pisador (7) entre los que se puede fijar la pieza de trabajo (11) y con una mordaza
(1) de corte y de rebordeado, desplazable con relación a la pieza de trabajo (11) fija en una dirección (l) de trabajo, con un elemento (15) antagonista de corte asignado a ella en el que asienta la pieza de trabajo (11) durante el proceso de corte y que es soportado por el elemento (13) soporte, con el que el elemento (15) antagonista de corte puede ser desplazado, una vez realizado el proceso de corte, acoplado en movimiento con la mordaza
(17) de corte y de rebordeado, en la dirección (l) de trabajo, caracterizado porque el macho
(9) se conduce de manera desplazable en la dirección (l) de trabajo en una segunda pieza
(3) del útil y porque el elemento (13) soporte posee un elemento (21) de arrastre, que, durante el proceso de corte, levanta el macho (9) móvil de la segunda pieza (3) del útil con una fuerza (F2) antagonista contra la dirección (l) de trabajo, poseyendo la segunda pieza
(3) del útil un tope (14) del movimiento del macho (9) en el que apoya el macho (9) durante el desplazamiento en la dirección (l) de trabajo, mientras que el elemento (13) soporte puede seguir siendo desplazado en la dirección (l) de trabajo.
2. Útil según la reivindicación 1, caracterizado porque el elemento (13) soporte del elemento (15) antagonista de corte puede ser desplazado en la dirección (l) de trabajo.
3. Útil según la reivindicación 1 ó 2, caracterizado porque con un movimiento de la mordaza (17) de corte y de rebordeado en la dirección (l) de trabajo el proceso de rebordeado tiene lugar después del proceso de corte.
4. Útil según las reivindicaciones 1 a 3, caracterizado porque durante el proceso de corte la mordaza (17) de corte y de rebordeado está desacoplada en movimiento del elemento (15) antagonista de corte y porque durante el proceso de rebordeado la mordaza
(1) de corte y de rebordeado forma con el elemento (15) antagonista de corte un sistema acoplado en movimiento.
5. Útil según una de las reivindicaciones precedentes, caracterizado porque entre una pieza (1) del útil, que soporta la mordaza (17) de corte y de rebordeado, y el elemento
(13) soporte del elemento (15) antagonista de corte se prevé un elemento de acoplamiento, respectivamente distanciador (35) con el que, una vez efectuado el proceso de corte, la pieza (1) de útil desplaza el elemento (13) soporte en la dirección (l) de trabajo para la realización del proceso de rebordeado.
6. Útil según una de las reivindicaciones precedentes, caracterizado porque durante el proceso de corte la mordaza (7) de corte y de rebordeado puede ser desplazada con una fuerza (F3) de corte en la dirección (l) de trabajo contra el elemento (15) antagonista de corte.
7. Útil según la reivindicación 6, caracterizado porque después del proceso de corte la pieza (1) del útil, que soporta la mordaza (17) de corte y de rebordeado desplaza por medio de elemento (35) distanciador el elemento (13) soporte en la dirección (l) de trabajo.
8. Útil según una de las reivindicaciones precedentes, caracterizado porque para el proceso de corte se alinean con sus superficies a haces las superficies (31, 33) de asiento del macho (9) y del elemento (15) antagonista de corte.
9. Útil según una de las reivindicaciones 6 a 8, caracterizado porque durante el proceso de rebordeado, que sigue al proceso de corte, la mordaza (1/) de corte y de rebordeado acoplada en movimiento con el elemento (15) antagonista de corte puede ser desplazada adicionalmente en la primera dirección (l) de trabajo, en especial hacia abajo.
10. Útil según una de las reivindicaciones precedentes, caracterizado porque entre el macho (9) y el elemento (15) antagonista de corte se prevé una ranura (23) de entrada en la que se puede introducir la mordaza (17) de corte y de rebordeado durante el proceso de corte.
11. Útil según una de las reivindicaciones precedentes, caracterizado porque, con la pieza de trabajo (11) fijada entre el pisador (7) y el macho (9), la pestaña lateral a cortar, respectivamente rebordear de la pieza de trabajo (11) sobresale lateralmente del pisador (7) y del macho (9).
12. Útil según una de las reivindicaciones precedentes, caracterizado porque la mordaza (17) de corte y de rebordeado posee un canto (27) de corte y un canto (29) de rebordeado.
13. Útil según la reivindicación 12, caracterizado porque el canto (27) de corte está distanciados del macho (9) una separación (c) de corte y porque el canto (29) de rebordeado está dispuesto, en una dirección transversal a la dirección de trabajo, dentro de la separación (c) de corte.
14. Útil según una de las reivindicaciones precedentes, caracterizado porque el pisador (7) es sometido en la pieza (1) del útil a una fuerza (F1) de sujeción, que es menor que la fuerza (F2) antagonista dirigida en sentido opuesto ejercida por el elemento (15) antagonista de corte.
Patentes similares o relacionadas:
Canalización tubular longitudinal que incluye un órgano intercalar y procedimientos de montaje y de combadura de una canalización de este tipo, del 13 de Mayo de 2020, de Stelia Aerospace: Canalización tubular longitudinal que comprende: - un tubo externo de transporte de fluido que tiene una porción combada externa , […]
Producto formado en prensa y método para diseñar el mismo, del 1 de Enero de 2020, de NIPPON STEEL CORPORATION: Un producto formado en prensa que comprende una pieza en bruto a medida compuesta por una pluralidad de láminas de metal unidas […]
Chapa de acero metalizada con Al para prensado en caliente y proceso para la fabricación de chapa de acero metalizada con Al para prensado en caliente, del 4 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Una chapa de acero metalizada con Al usada para prensado en caliente, que comprende: una chapa de acero; una capa de metalizado de Al o aleación de Al que contiene […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Viga perfilada con una resistencia a la flexión elevada a partir de banda fría así como procedimiento para su fabricación, del 12 de Junio de 2019, de BILSTEIN GMBH & CO. KG: Procedimiento para la fabricación de una viga perfilada de chapa de acero con una resistencia a la flexión elevada, que presenta al menos una […]
Método para cortar usando un troquel de prensa, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método de corte que usa una prensa de estampación, comprendiendo el método de corte: para una pieza de trabajo que comprende una primera chapa de metal y una […]
Lámina de acero chapado y método de estampación en caliente de una lámina de acero chapado, del 5 de Marzo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una lámina de acero aluminizado para la estampación en caliente, caracterizada por que comprende una capa aluminizada formada en una cara o en ambas caras de una […]
Sistemas y procedimientos de prensado, del 27 de Febrero de 2019, de AUTOTECH ENGINEERING, S.L: Un sistema de prensado para producir componentes estructurales conformados en caliente, comprendiendo el sistema de prensado un cuerpo inferior […]