ÚTIL Y PROCEDIMIENTO PARA MECANIZADO FINO DE PIEZAS DE TRABAJO POR ARRANQUE DE VIRUTAS.
Útil para mecanizado fino de piezas de trabajo por arranque de virutas,
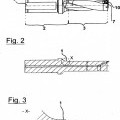
con al menos una cuchilla (13) que sirve para el mecanizado de desbaste, estando dotada de un filo de corte (15) definido geométricamente y con al menos con una cuchilla (21) que sirve para el mecanizado de acabado, estando dotada de un filo de corte (23) definido geométricamente, siendo la cuchilla (13) que sirve para el mecanizado de desbaste, componente del segmento de mecanizado de desbaste (3) y la cuchilla (21) que sirve para el mecanizado de acabado, componente del segmento de mecanizado de acabado (5), estando previsto una interfaz (9) dispuesta entre el segmento de mecanizado de desbaste (3) y el segmento de mecanizado de acabado (5), en donde la interfaz (9) está provista de una primera superficie plana (27) y de una segunda superficie plana (29), que están dispuestas en el segmento de mecanizado de desbaste (3) y en el segmento de mecanizado de acabado (5) y en donde la interfaz (9) presenta un dispositivo (11) para la alineación coaxial de los segmentos (3, 5) que garantiza la co-axialidad del segmento de mecanizado de desbaste (3) y el segmento de mecanizado de acabado (5) una con respecto a la otra, caracterizado porque el dispositivo (11) presenta un escote (45) cónico y una espiga cónica que engrana en éste y porque está configurado de tal modo que ajusta un error de redondez de 3 µm como máximo, porque están previstos canales de refrigeración / lubricación para introducir refrigerantes / lubricantes en el segmento de mecanizado de desbaste (3) y en el segmento de mecanizado de acabado (5), en donde para la introducción en el segmento de mecanizado de desbaste (3) se seccionan las superficies planas (27, 29) de los canales de refrigeración / lubricación (39) y porque el filo de corte (15) está asignado a al menos una cuchilla (13) del segmento de mecanizado de desbaste (3) en un círculo KV y el filo de corte (23) a al menos una cuchilla (21) del segmento de mecanizado de acabado (5) en un círculo KF, en donde la diferencia de los radios entre los círculos KV y KF es de 0,02 mm hasta 0,1 mm, preferentemente 0,04 mm hasta 0,06 mm, y especialmente 0,05 mm y en donde el segmento de mecanizado de desbaste (3) y el segmento de mecanizado de acabado (5) sirven para mecanizar la porción exacta de la pieza de trabajo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/009822.
B23B51/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Herramientas para máquinas de taladrar.
B23C5/00B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › Herramientas de fresado (para tallar dientes de engranaje B23F 21/12).
Clasificación antigua:
B23B51/00B23B […] › Herramientas para máquinas de taladrar.
B23C5/00B23C […] › Herramientas de fresado (para tallar dientes de engranaje B23F 21/12).
Países PCT: Alemania, España, Francia, Reino Unido, Italia, Suecia.
Útil y procedimiento para mecanizado fino de piezas de trabajo por arranque de virutas El invento trata de un útil para mecanizado fino de piezas de trabajo por arranque de virutas según el término genérico de la reivindicación 1, así como de un procedimiento para el mecanizado fino de piezas de trabajo según la reivindicación 3. Utiles y procedimientos del tipo aquí mencionados se conocen a través de (GB 1 368 270 A, CH 513 691 A). También existen útiles que se caracterizan por una así llamada cuchilla escalonada que comprende un filo de corte definido geométricamente. Para el mecanizado fino de piezas de trabajo, el útil y/o la pieza de trabajo son puestos en rotación y en sentido del eje de giro se ejecuta un desplazamiento, de modo que la cuchilla arranca virutas de una superficie a mecanizar de la pieza de trabajo. Por lo general, se sujeta la pieza de trabajo, se pone en rotación el útil y se somete a un movimiento de avance. De este modo, la cuchilla arranca virutas de una superficie de la pieza de trabajo. Visto en sentido de avance, el segmento anterior de la cuchilla escalonada está prevista para el mecanizado basto o mecanizado de desbaste, el segmento posterior para el mecanizado fino o mecanizado de acabado. Las cuchillas escalonadas son por un lado muy costosas y difíciles de fabricar, además, el posafilado de tales cuchillas también es complicado. Por otro lado, la fabricación de las cuchillas para el mecanizado de desbaste y mecanizado de acabado es prácticamente el mismo, al menos están compuestas por el mismo material. Esto es negativo debido a los diversos requerimientos que deben cumplir el mecanizado de desbaste, el mecanizado de acabado y por consiguiente a las cuchillas. La cuchilla para el mecanizado de desbaste tiene que ser especialmente termoresistente, mientras que la destinada al acabado debe presentar una gran resistencia de filos. Por ello, del estado de la técnica actual, se conocen útiles en los que el segmento de mecanizado de desbaste y mecanizado de acabado no están unidos en una sola pieza, sino aquellos en los que está prevista una interfaz, de modo que ambos segmentos pueden ser separados. Dichos útiles se conocen por ejemplo, por la GB 1 368 270 A, así como por la CH 513 691 A. El grado de exigencia en la precisión de producción de taladros en piezas de trabajo es siempre alto. Especialmente importante es la precisión de medidas del taladro, es decir, su diámetro, redondez y cilindros, además la calidad de la superficie es de vital importancia. Es fundamental mantener la precisión y la calidad de la superficie durante el mecanizado de una gran cantidad de piezas de trabajo, incluso en el caso de materiales en los que es difícil el arranque de virutas, por ejemplo, determinados tipos de acero o de fundiciones. Se ha demostrado que están interrelacionadas la mejora de la precisión y una prolongación de la duración de servicio con la profundidad de corte durante el mecanizado de acabado: a menor profundidad de corte, mejor será la calidad de la superficie conseguida, la precisión de medición y la vida útil. Respecto a los requerimientos aquí mencionados, resultan los mejores resultados en profundidades de corte que se sitúan en un rango de menos de 1/100 MM. (COMPARAR de 36 02 427 A1). Para lograr determinar con precisión las medidas de un tamaño tan reducido, la concentricidad entre pre- y mecanizado de acabado debe ser muy precisa. Esto significa un gran esfuerzo en el área del mecanizado de desbaste. La utilización de las cuchillas escalonadas arriba mencionadas no tenido éxito debido a la fabricación costosa y complicada y especialmente debido a los problemas en el posafilado. Estos problemas no se presentan de manera típica en útiles que tienen una interfaz entre el segmento de mecanizado de desbaste y el de mecanizado de acabado. Sin embargo, aquí también es problemático garantizar una coaxialidad suficiente de los segmentos de mecanizado para un mecanizado fino muy exigente. Se conocen procedimientos para el mecanizado fino de piezas de trabajo en los que se emplean dos diferentes útiles, de los cuales uno sirve para el mecanizado de desbaste y el otro para el mecanizado de acabado de una pieza de trabajo. En el mecanizado de una pieza se debe realizar un cambio de útil tras el mecanizado de desbaste para poder realizar el mecanizado de acabado. También es imaginable introducir la pieza de trabajo en una línea de transferencia, primeramente en un útil de mecanizado de desbaste y luego en un útil de mecanizado de acabado. Lo problemático es que los ejes de rotación de los útiles no discurren exactamente coaxial uno respecto al otro, de modo que no se logra una precisión de fabricación suficiente ni una óptima calidad de superficie. Procedimientos para mecanizado de desbaste y de acabado de una pieza de trabajo se pueden realizar también con la ayuda de útiles que presenta una interfaz, que une un segmento de mecanizado de desbaste con una de mecanizado de acabado. Pero en este caso, es difícil garantizar una coaxialidad lo suficientemente precisa entre ambos segmentos de mecanizado, de modo que se puedan satisfacer especialmente las altas exigencias del mecanizado fino. Otro problema en útiles y procedimientos conocidos consiste en que no está prevista una suficiente refrigeración o bien lubricación, tanto en el segmento de mecanizado de desbaste como en el mecanizado de acabado. 2 5 10 15 20 25 30 35 40 45 50 55 60 65 ES 2 367 798 T3 Después de todo esto se ve entonces que el útil y el procedimiento no garantizan una precisión de fabricación suficiente y que la vida útil de la herramienta no es suficiente, porque no existe una suficiente refrigeración o bien lubricación, tanto en el mecanizado de desbaste como en el mecanizado de acabado. Por consiguiente, el objetivo del invento consiste en crear un útil y un procedimiento para el mecanizado fino de piezas de trabajo, que eviten las desventajas mencionadas. Para conseguir este objetivo se propone un útil que presente los atributos mencionados en la reivindicación 1. Presenta una cuchilla que sirve para el mecanizado de desbaste y otra que sirve para el mecanizado de acabado, estando separadas entre sí por una interfaz. Mediante la separación de ambas cuchillas, es posible utilizar una cuchilla específica para el mecanizado, a saber, para el mecanizado de desbaste y para el mecanizado de acabado respectivamente, lo cual conduce a una clara optimización de la precisión de fabricación. La interfaz presenta un segmento de mecanizado de desbaste con una primera superficie plana y un segmento de mecanizado de acabado con una segunda superficie plana. Esta comprende además, un dispositivo que garantiza la intercoaxialidad del segmento de mecanizado de desbaste y el segmento de mecanizado de acabado, que sirve para el alineamiento coaxial de los segmentos entre sí. El útil se caracteriza porque el dispositivo presenta un escote cónico y una espiga cónica que engrana en éste. Está configurado de tal modo que al unir los dos segmentos de mecanizado a través de la interfaz, se produce un error de rotación de 3 µm como máximo. Ambos segmentos se pueden unir con precisión, de modo que se pueden realizar profundidades de corte extremadamente reducidas, inferiores a 1/100 mm. El útil se caracteriza también porque están previstos canales de refrigeración / lubricación para introducir refrigerantes / lubricantes en el segmento de mecanizado de desbaste (3) y en el segmento de mecanizado de acabado (5), en donde para la introducción en el segmento de mecanizado de desbaste (3) se seccionan las superficies planas (27, 29) de los canales de refrigeración / lubricación (39). El refrigerante / lubricante es transferido desdel segmento de mecanizado de acabado a través de la interfaz hasta el segmento de mecanizado de desbaste, de modo que ambos segmentos son atendidos simultáneamente y con seguridad. El filo de corte de al menos una cuchilla del segmento de mecanizado de desbaste está dispuesto en un círculo y el filo de corte de al menos una cuchilla del segmento de mecanizado de acabado en otro círculo. En este caso, la diferencia de radios entre ambos círculos es de 0,02 mm hasta 0,1 mm, preferentemente 0,04 mm hasta 0,06 mm, y especialmente de 0,05 mm. La profundidad de corte del segmento de mecanizado de acabado es en consecuencia muy reducida, de modo que aquí se pueden arrancar virutas de menos de 1/100 mm. Esto conduce a una precisión de fabricación óptima, es decir, a una precisión de medidas exacta y a una muy buena calidad de superficie, garantizando una larga vida útil de la herramienta. Al mismo tiempo se ve con claridad que el segmento de mecanizado de desbaste y el de mecanizado de acabado sirven para mecanizar la misma zona de la pieza de trabajo. El segmento de mecanizado de desbaste produce... [Seguir leyendo]
Reivindicaciones:
1. Útil para mecanizado fino de piezas de trabajo por arranque de virutas, con al menos una cuchilla (13) que sirve para el mecanizado de desbaste, estando dotada de un filo de corte (15) definido geométricamente y con al menos con una cuchilla (21) que sirve para el mecanizado de acabado, estando dotada de un filo de corte (23) definido geométricamente, siendo la cuchilla (13) que sirve para el mecanizado de desbaste, componente del segmento de mecanizado de desbaste (3) y la cuchilla (21) que sirve para el mecanizado de acabado, componente del segmento de mecanizado de acabado (5), estando previsto una interfaz (9) dispuesta entre el segmento de mecanizado de desbaste (3) y el segmento de mecanizado de acabado (5), en donde la interfaz (9) está provista de una primera superficie plana (27) y de una segunda superficie plana (29), que están dispuestas en el segmento de mecanizado de desbaste (3) y en el segmento de mecanizado de acabado (5) y en donde la interfaz (9) presenta un dispositivo (11) para la alineación coaxial de los segmentos (3, 5) que garantiza la co-axialidad del segmento de mecanizado de desbaste (3) y el segmento de mecanizado de acabado (5) una con respecto a la otra, caracterizado porque el dispositivo (11) presenta un escote (45) cónico y una espiga cónica que engrana en éste y porque está configurado de tal modo que ajusta un error de redondez de 3 µm como máximo, porque están previstos canales de refrigeración / lubricación para introducir refrigerantes / lubricantes en el segmento de mecanizado de desbaste (3) y en el segmento de mecanizado de acabado (5), en donde para la introducción en el segmento de mecanizado de desbaste (3) se seccionan las superficies planas (27, 29) de los canales de refrigeración / lubricación (39) y porque el filo de corte (15) está asignado a al menos una cuchilla (13) del segmento de mecanizado de desbaste (3) en un círculo KV y el filo de corte (23) a al menos una cuchilla (21) del segmento de mecanizado de acabado (5) en un círculo KF, en donde la diferencia de los radios entre los círculos KV y KF es de 0,02 mm hasta 0,1 mm, preferentemente 0,04 mm hasta 0,06 mm, y especialmente 0,05 mm y en donde el segmento de mecanizado de desbaste (3) y el segmento de mecanizado de acabado (5) sirven para mecanizar la porción exacta de la pieza de trabajo. 2. Útil según la reivindicación 1, caracterizado porque la espiga cónica está conformada como cono macizo (31). 3. Procedimiento para mecanizado fino de un taladro en una pieza de trabajo con un útil según la reivindicación 1 ó 2, caracterizado porque el mecanizado de desbaste y el mecanizado de acabado se realiza mediante al menos dos cuchillas separadas entre sí a través de una interfaz, las cuales en una fase de mecanizado entran en contacto sucesivamente con la superficie a mecanizar de la pieza de trabajo, porque en el mecanizado de acabado se selecciona una profundidad de corte de menos de 1/100 mm, a saber, 0,02 hasta 0,1 mm, preferentemente de 0,04 hasta 0,06 mm, especialmente 0,05 mm y se calibra un error de rotación máximo de 3 µm. 7 ES 2 367 798 T3 8 ES 2 367 798 T3 9
Patentes similares o relacionadas:
ÚTIL PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE PIEZAS A MECANIZAR, del 6 de Abril de 2011, de WALTER AG: Útil para mecanizar con arranque de virutas piezas a mecanizar con un mango y una pieza de corte, donde la pieza de corte presenta una sección de […]
CABEZAL PORTAFRESA PARA EL FRESADO DE BISELES, del 26 de Abril de 2010, de RIETH, STEPHAN: Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte, caracterizado […]
ROTOR, del 15 de Abril de 2010, de GUHRING, JORG: Rotor para el mecanizado con arranque de virutas de piezas de trabajo, que comprende un cuerpo de base de rotor con alojamientos repartidos en su circunferencia […]
Broca y método para fabricar una broca para taladro, del 1 de Julio de 2020, de Subaru Corporation: Una broca con al menos un borde de corte,
en donde una forma proyectada de un área de paso de una línea de cresta del al menos un borde de corte , cuando se hace […]
Herramienta de corte giratoria que tiene cuerpo sintetizado de diamante policristalino, del 13 de Mayo de 2020, de MITSUBISHI MATERIALS CORPORATION: Una herramienta de corte giratoria que incluye un material de diamante policristalino, comprendiendo la herramienta de corte giratoria:
un cuerpo de herramienta […]
Broca y método de perforación, del 29 de Abril de 2020, de Kuritakoki Co., Ltd: Una broca que incluye un mango y un cuerpo que es continuo desde el mango , teniendo el cuerpo una superficie periférica […]
Revestimiento duro y elemento recubierto con un revestimiento duro, del 15 de Enero de 2020, de OSG Corporation: Un revestimiento duro que recubre la superficie de un substrato , de manera que dicho revestimiento duro tiene un espesor total de 0,5-20 μm y comprende […]
Recubrimiento duro y miembro cubierto con recubrimiento duro, del 8 de Enero de 2020, de OSG Corporation: Un recubrimiento duro que cubre una superficie de un sustrato, en donde
dicho recubrimiento duro tiene un grosor total de 0,5-20 μm e incluye una […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 ÚTIL PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE PIEZAS A MECANIZAR, del 6 de Abril de 2011, de WALTER AG: Útil para mecanizar con arranque de virutas piezas a mecanizar con un mango y una pieza de corte, donde la pieza de corte presenta una sección de […]
ÚTIL PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE PIEZAS A MECANIZAR, del 6 de Abril de 2011, de WALTER AG: Útil para mecanizar con arranque de virutas piezas a mecanizar con un mango y una pieza de corte, donde la pieza de corte presenta una sección de […]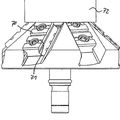 CABEZAL PORTAFRESA PARA EL FRESADO DE BISELES, del 26 de Abril de 2010, de RIETH, STEPHAN: Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte, caracterizado […]
CABEZAL PORTAFRESA PARA EL FRESADO DE BISELES, del 26 de Abril de 2010, de RIETH, STEPHAN: Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte, caracterizado […]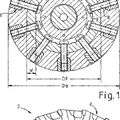 ROTOR, del 15 de Abril de 2010, de GUHRING, JORG: Rotor para el mecanizado con arranque de virutas de piezas de trabajo, que comprende un cuerpo de base de rotor con alojamientos repartidos en su circunferencia […]
ROTOR, del 15 de Abril de 2010, de GUHRING, JORG: Rotor para el mecanizado con arranque de virutas de piezas de trabajo, que comprende un cuerpo de base de rotor con alojamientos repartidos en su circunferencia […]