UNIDAD Y PROCEDIMIENTO PARA FORMAR ALMOHADILLAS ABSORBENTES USADAS EN PAÑALES.
Unidad para formar almohadillas absorbentes multicapa utilizadas en pañales,
que comprende un primer tambor (6) y un segundo tambor (6b) por el cual una primera capa (4a) y una segunda capa (4b) de material absorbente (5) se toman a partir de estaciones de alimentación respectivas (9a, 9b), se conforman y se transfieren a estaciones de liberación (14a, 14b), siendo dicho primer tambor (6a) y dicho segundo tambor (6b) colocados uno al lado del otro, en contrarrotación alrededor de dos ejes paralelos (7a, 7b) y periféricamente tangenciales el uno respecto del otro en una estación de transferencia (8); siendo el material absorbente (5) tomado, conformado y transferido por dichos primer y segundo tambores (6a, 6b) asociados y cooperando el uno con el otro para transferir la primer capa (4a) directamente sobre la segunda capa (4b) en una posición predeterminada que coincide con la estación de transferencia (8); comprendiendo también la unidad una estación de compresión (15) posicionada corriente abajo del segundo tambor (6b), caracterizándose la unidad porque la estación de compresión (15) comprende un rodillo de transporte (16) que gira en contrarrotación tangencialmente respecto al segundo tambor (6b), y al menos un elemento de compresión (17), cooperando con el rodillo (16) y posicionado a lo largo de una parte periférica (18) de dicho rodillo (16), mediante lo cual la primera capa (4a) y la segunda capa (4b) de material absorbente (5) que constituye la almohadilla (2) son compactadas simultáneamente para formar un núcleo central en una sola pieza
Tipo: Resumen de patente/invención. Número de Solicitud: W06002538IB.
Solicitante: GDM S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA BATTINDARNO, 91,40133 BOLOGNA.
Inventor/es: PIANTONI, MATTEO, NANNI, STEFANO, AIOLFI,LUCA, PEREGO,ALBERTO.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- A61F13/15M3
- A61F13/15M5
Clasificación PCT:
- A61F13/49 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › especialmente adaptados para ser llevados alrededor de la cintura, p. ej. pañales-braga.
Fragmento de la descripción:
Unidad y procedimiento para formar almohadillas absorbentes usadas en pañales.
Campo técnico
La presente invención se refiere a una unidad y un procedimiento para formar almohadillas absorbentes multicapa usadas en productos higiénicos.
En particular, la presente invención se refiere a una unidad del tipo en cuestión, tal que se puede usar ventajosamente para formar almohadillas absorbentes para pañales de bebes.
Técnica anterior
Un pañal actual típico comprende una almohadilla absorbente interpuesta normalmente entre una capa interna permeable de material no-tejido hilado y una capa exterior impermeable de polietileno.
Respondiendo a la demanda del mercado, los fabricantes de pañales ofrecen hoy un producto anatómicamente con almohadillas conformadas para ajustarse a una forma anatómica seleccionada. El procedimiento comúnmente adoptado en este caso es el de formar las almohadillas individuales sobre un tambor que presenta una pluralidad de bolsas periféricas de aspiración, cada una conformada para adaptarse a la forma anatómica requerida, y avanza hasta un punto sobre la periferia con una corriente de material absorbente. El material absorbente depositado en las bolsas del tambor se compacta mediante un rodillo en un punto corriente abajo.
La corriente de material absorbente es una mezcla de pulpa de celulosa, o pulpa de lanilla, en la cual se introducen gránulos de material de polímetro súper absorberte (SAP) bien favor o en contra de flujo homogéneamente a un grado mayor o menor según los requisitos.
Los pañales de diseño mas reciente también presentan un doble espesor de almohadillado absorbente: una primera capa superior, más pequeña posicionada sobre una segunda capa más grande por debajo.
En algunos casos la primera capa también necesita posicionarse además en posición delantera sobre la segunda capa mediante una distancia mas o menos grande para reforzar las áreas seleccionadas dependiendo del sexo o la edad del bebe u otros factores.
Además, para mejorar la evacuación absorbido y reducir simultáneamente los costes de producción los fabricantes han optado por almohadillas absorbentes cuya composición se basa en una cantidad cada vez mayor de gránulos SAP y una cantidad cada vez menos de pulpa de lanilla.
Adoptando esta nueva formulación ha surgido también la necesidad de que la almohadilla absorbente se compacte de manera más efectiva puesto que con una mayor proporción de material SAP, que es de la consistencia de la arena la estructura tiende a ser más cohesiva.
Para satisfacer los requisitos de las dos capas de almohadillado, los tambores anteriormente mencionados presentan una bolsa de aspiración con un área de mayor profundidad contorneada para adaptarse a la forma de la almohadilla acabada. En este caso sin embargo se necesita un tambor especial para cada posición relativa de las dos capas, de manera que las maquinas que tiene un solo tambor ofrezcan poca versatilidad. El material absorbente puede sin embargo compactarse con éxito utilizando un tambor del tipo en cuestión, creando un núcleo de una sola pieza que se maneja y procesa fácilmente.
En una solución alternativa se utiliza un primer tambor con bolsas periféricas de aspiración contorneadas para adaptarse a la forma de la mayor capa de almohadillado, y un segundo tambor adyacente al primero puesto aparte a una distancia dada, con bolsas de aspiración contorneadas para adaptarse a la forma de la capa superior más pequeña. Por debajo de los dos tambores se encuentra una cinta transportadora, sobre la cual se liberan las capas de material absorbente. Las capas individuales se compactan mediante los rodillos respectivos entre cada tambor y el transportador. La capa más grande avanza mediante el transportador en el espacio por debajo del segundo tambor, a partir del cual se libera la capa más pequeña sobre la propia capa mayor en una posición seleccionada. El tiempo de los dos tambores se puede controlar de manera a variar la posición en la cual se libera la segunda capa sobre la primera capa. Un inconveniente con esta segunda solución, que considera una primera compresión solamente de la primera capa y una segunda compresión de la segunda cuando se empareja con la primera, es que las dos capas no pueden compactarse de manera a formar un núcleo de una pieza, ya que la compresión se aplica en dos etapas sucesivas, en lugar de simultáneamente en una sola etapa inmediatamente antes de que la almohadilla absorbente se ensamble con las otras partes del pañal. Se conoce mediante el documento WO 99/60964, un aparato para formar núcleos absorbentes fibrosos dispuestos por aire que comprenden un primer suministro de material fibroso arrastrado por aire y un primer medio de colocación por aire del núcleo absorbente. Además, un suministro de material fibroso arrastrado por aire y partículas discretas de material absorbente y un segundo medio de colocación por aire conectado con el suministro de material fibroso por aire para formar un segundo componente de disposición por aire de núcleo absorbente. El segundo medio de colocación por aire se posponía respecto del primer medio de colocación por aire de manera a transferir un segundo componente formado desde el segundo elemento formador sobre un primer componente formado sobre el primer elemento formador.
El objeto de la presente invención es proporcionar una unidad para formar almohadillas multicapa usada en pañales, que ofrecen mayor versatilidad que las unidades de la técnica anterior, y un procedimiento para la formación de tales almohadillas.
Otro objeto de la invención es proporcionar una unidad y un procedimiento para formar almohadillas absorbentes multicapas usadas en pañales con lo cual al menos dos capas de material absorbente se pueden posicionar apropiadamente y se pueden compactar simultáneamente para producir de este modo un núcleo de una sola pieza, antes de que se ensamble la almohadilla absorbente con el pañal-braga pañal.
Divulgación de la invención
El objeto mencionado se realiza debidamente según la presente invención en una unidad y un procedimiento para formar almohadillas absorbentes multicapa usadas en pañales, como se menciona en las reivindicaciones 1 y 13, o en cualquiera de las reivindicaciones individuales posteriores y dependientes directa o indirectamente de las reivindicaciones 1 y 13.
La invención se describirá ahora en detalle, a titulo de ejemplo, con la ayuda de los dibujos anexos, en los cuales:
- La figura 1 muestra una realización preferida de una unidad para formar almohadillas absorbentes multicapa usadas en pañales, vista esquemáticamente en un alzado frontal;
- las figuras 2a, 2b, y 2c son vistas en planta que muestran una almohadilla absorbente que comprenden dos capas superpuestas de material absorbente que ocupa tres posibles las unas respecto de las otras.
- las figuras 2e y 2d y 2f son vistas en alzado lateral q muestran una almohadilla absorbente que comprende dos capas superpuestas de material absorbente que ocupa tres posibles posiciones las unas respecto de las otras;
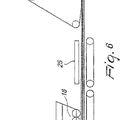
- las figuras 3a y 4a muestran un primer elemento de la unidad como en la figura 1, ilustrado en dos realizaciones alternativas y visto en perspectiva;
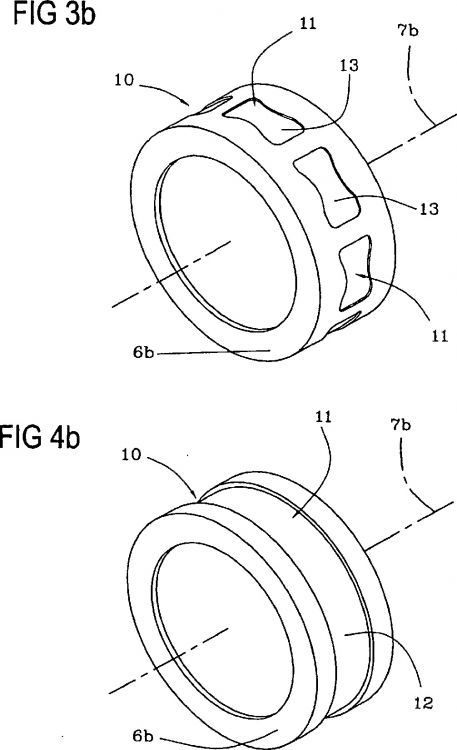
- las figuras 3b y 4b muestran un segundo elemento de la unidad como en la figura 1, ilustrado en dos realizaciones alternativas y visto en perspectiva;
Con referente a la figura 1, el numero 1 indica una unidad en su integridad, mediante la cual se forman almohadillas multicapa absorbentes 2 (figuras 2a...2f) para pañales de bebe.
En una configuración preferida aunque no exclusiva la unidad 1 presente una sección superior que comprende un primer dispositivo 3a y un segundo dispositivo 3b el cual la función es tomar, formar y transferir una primera capa 4a y una segunda capa 4b respectivamente, de un material absorbente 5.
El primer dispositivo 3a y el segundo dispositivo 3b aparecen respectivamente como un primer tambor 6a y un segundo tambor 6b situado el uno al lado del otro y en contrarrotación alrededor de los ejes 7a y 7b respectivamente paralelos. Las superficies periféricas del primer y el segundo tambor 6a y 6b giran tangencialmente la una respecto de la otra en una estación de transferencia 6.
Los números 9a y 9b indican convencionalmente estaciones de alimentación a partir de las cuales las corrientes de material absorbente 5a se dirigen sobre una parte periférica exterior 10 de cada tambor 6a y 6b.
Reivindicaciones:
1. Unidad para formar almohadillas absorbentes multicapa utilizadas en pañales, que comprende un primer tambor (6) y un segundo tambor (6b) por el cual una primera capa (4a) y una segunda capa (4b) de material absorbente (5) se toman a partir de estaciones de alimentación respectivas (9a, 9b), se conforman y se transfieren a estaciones de liberación (14a, 14b), siendo dicho primer tambor (6a) y dicho segundo tambor (6b) colocados uno al lado del otro, en contrarrotación alrededor de dos ejes paralelos (7a, 7b) y periféricamente tangenciales el uno respecto del otro en una estación de transferencia (8); siendo el material absorbente (5) tomado, conformado y transferido por dichos primer y segundo tambores (6a, 6b) asociados y cooperando el uno con el otro para transferir la primer capa (4a) directamente sobre la segunda capa (4b) en una posición predeterminada que coincide con la estación de transferencia (8); comprendiendo también la unidad una estación de compresión (15) posicionada corriente abajo del segundo tambor (6b), caracterizándose la unidad porque la estación de compresión (15) comprende un rodillo de transporte (16) que gira en contrarrotación tangencialmente respecto al segundo tambor (6b), y al menos un elemento de compresión (17), cooperando con el rodillo (16) y posicionado a lo largo de una parte periférica (18) de dicho rodillo (16), mediante lo cual la primera capa (4a) y la segunda capa (4b) de material absorbente (5) que constituye la almohadilla (2) son compactadas simultáneamente para formar un núcleo central en una sola pieza.
2. Unidad según la reivindicación 1, en la cual cada uno del primer y el segundo tambor (6a, 6b) presenta una cavidad de aspiración (11) que se extiende a lo largo de una parte periférica exterior (10) y que sirve para contener el material absorbente (5), contorneado para coincidir con la forma de la almohadilla (2) absorbente en la producción.
3. Unidad según la reivindicación 2, en la cual la cavidad de aspiración (11) presentada por el primer tambor (6a) presenta una dimensión transversal inferior a la dimensión transversal de la cavidad (11) presentada por el segundo tambor (6b), de manera que la primera capa (4a) de material es más pequeña que la segunda capa (4b).
4. Unidad según la reivindicación 3, en la cual la cavidad de aspiración (11) del segundo tambor (6b) consiste en un canal circular continuo (12) que se extiende circunferencialmente a lo largo de la parte periférica (10).
5. Unidad según la reivindicación 3, en la cual la cavidad de aspiración (11) del segundo tambor (6b) consiste en un canal circular continuo (12) que se extiende circunferencialmente a lo largo de la parte periférica (10).
6. Unidad según la reivindicación 3, en la cual la cavidad de aspiración (11) del primer tambor (6a) consiste en una pluralidad de bolsas discretas (13) alineadas y distribuidas de manera uniforme y circunferencialmente a lo largo de la parte periférica (10).
7. Unidad según la reivindicación 3, en la cual la cavidad de aspiración (11) del segundo tambor (6b) consiste en una pluralidad de bolsas discretas (13) alineadas y distribuidas de manera uniforme y circunferencialmente a lo largo de la parte periférica (10).
8. Unidad según la reivindicación 1, en la cual el elemento de compresión (17) comprende un rodillo de presión (19) que se combina con el rodillo de transporte (16) para crear una bolsa con contornos coincidentes con a la forma de la almohadilla absorbente (2), para aplicar una fuerza uniforme de compresión a la almohadilla (2).
9. Unidad según la reivindicación 1, en la cual el elemento de compresión 17 comprende un rodillo de presión (19) con una superficie plana, por la cual una fuerza de compresión no uniforme es aplicada a la almohadilla absorbente (2).
10. Unidad según la reivindicación 1, en la cual la primera y la segunda capa (4a, 4b) de material absorbente que forman la almohadilla absorbente (2) se envuelven juntas en al menos una envoltura de tejido de protección (20).
11. Unidad según la reivindicación 1, que comprende una estación de sellado y de corte (22) situada corriente abajo de la estación de compresión (15).
12. Unidad según la reivindicación 11, que comprende un mecanismo espaciador (23) situado corriente abajo de la estación de sellado y corte (22), por lo el cual las almohadillas absorbente individuales (2) son tomadas y colocadas sobre un transportador (24).
13. Procedimiento para formar almohadillas absorbentes multicapa para pañales, que incluye las etapas de:
- - alimentar material absorbente (5) a un primer tambor (6a) y un segundo tambor (6b), situados el uno al lado del otro y en contrarrotación alrededor de ejes respectivamente paralelos (7a, 7b) formándose por dichos tambores (6a, 6b) una primera capa (4a) y una segunda capa (4b) del propio material,
- - unir por superposición la primera capa (4a) de material absorbente (5) a la segunda capa (4b) de material absorbente (5), y
- - comprimir la primera capa (4a) y la segunda capa (4b) de material absorbente (5) simultáneamente para compactar la almohadilla absorbente (2), incluyendo la etapa de unir por superposición la primera capa (4a) de material absorbente (5) a la segunda capa (4b) de material absorbente (5) la etapa de transferir la primera capa (4a) sobre la segunda capa (4b) mientras la segunda capa (4b) está retenida por el segundo tambor (6b), en el cual la etapa de compresión comprende la etapa de comprimir la primera capa (4a) y la segunda capa (4b) de material absorbente (5) con un rodillo de transporte, dispuesto tangencialmente respecto al segundo tambor (6b) en una estación de liberación (14b), y con al menos un elemento de compresión (17), posicionado a lo largo de una parte periférica del rodillo de transporte (16) y que coopera con el rodillo de transporte (16), mediante lo cual la primera y la segunda capa (4a, 4b) de material absorbente (5) son compactadas juntas para formar un núcleo de una sola pieza, estando situados dicho rodillo de transporte (16) y dicho elemento de compresión (17) corriente abajo del segundo tambor (6b).
14. Procedimiento según la reivindicación 13, en el cual la primera capa (4a) y la segunda capa (4b) son comprimidas al menos una vez y únicamente después de haberse unido.
15. Procedimiento según la reivindicación 13, en el cual la etapa de alimentar material absorbente al primer tambor (6a) incluye la etapa de dirigir el material dentro de un canal continuo (12) presentado por una parte periférica (10) del primer tambor (6a).
16. Procedimiento según la reivindicación 13, en el cual la etapa de alimentar material absorbente al segundo tambor (6b) incluye la etapa de dirigir el material dentro de un canal continuo (12) presentado por una parte periférica (10) del segundo tambor (6b).
17. Procedimiento según la reivindicación 13, en el cual la etapa de alimentar material absorbente al primer tambor (6a) incluye la etapa de dirigir el material dentro de una pluralidad de bolsas discretas (13) distribuidas uniformemente a lo largo de una parte periférica (10) del primer tambor (6a).
18. Procedimiento según la reivindicación 13, en el cual la etapa de alimentar material absorbente al segundo tambor (6b) incluye la etapa de dirigir el material dentro de una pluralidad de bolsas discretas (13) distribuidas uniformemente a lo largo de una parte periférica (10) del segundo tambor (6b).
19. Procedimiento según la reivindicación 13, que incluye una etapa adicional en la cual la almohadilla absorbente (2) formada por la primera capa (4a) y la segunda capa (4b) de material absorbente (5) se envuelve en al menos una envoltura de tejido (20), antes de que la primera capa (4a) y la segunda capa (4b) de material absorbente (5) sean comprimidas simultáneamente.
Patentes similares o relacionadas:
MATERIAL DE ADQUISICIÓN, ALMACENAMIENTO Y ABSORCIÓN DE FLUIDO UNITARIO, del 22 de Febrero de 2012, de BUCKEYE TECHNOLOGIES INC.: Estructura absorbente unitaria que comprende: a. un estrato de adquisición de fluido; b. un estrato de distribución de fluido; y c. un estrato […]
MÉTODO PARA LA FABRICACIÓN DE UN ARTÍCULO ABSORBENTE, QUE TIENE MANGUITOS PARA LAS PIERNAS COMBINADOS CON ALETAS DE RETENCIÓN, del 15 de Junio de 2011, de KIMBERLY-CLARK WORLDWIDE, INC.: Método de fabricación de un artículo absorbente , cuyo método comprende: (a) fijar una serie de elementos elastoméricos a un primer sustrato […]
 PAÑAL DE TIPO BRAGUITA, del 24 de Enero de 2011, de UNI-CHARM CORPORATION: Un pañal de tipo braguita que tiene una lámina exterior que constituye un exterior, una lámina interior que hace contacto con un usuario, un absorbente para […]
PAÑAL DE TIPO BRAGUITA, del 24 de Enero de 2011, de UNI-CHARM CORPORATION: Un pañal de tipo braguita que tiene una lámina exterior que constituye un exterior, una lámina interior que hace contacto con un usuario, un absorbente para […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLURALIDAD DE PAÑALES DE INCONTINENCIA DESECHABLES QUE PRESENTEN UNA PARTE PRINCIPAL DEL PAÑAL Y AÑADIDOS AL MISMO UNAS PARTES LATERALES DE PAÑAL DELANTERAS Y TRASERAS.-I, del 17 de Diciembre de 2010, de PAUL HARTMANN AG: Procedimiento para la producción de una multitud de pañales desechables de incontinencia que presentan una parte principal del pañal y adosadas al mismo unas […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLURALIDAD DE PAÑALES DE INCONTINENCIA DESECHABLES QUE PRESENTEN UNA PARTE PRINCIPAL DEL PAÑAL Y AÑADIDOS AL MISMO UNAS PARTES LATERALES DE PAÑAL DELANTERAS Y TRASERAS.-I, del 17 de Diciembre de 2010, de PAUL HARTMANN AG: Procedimiento para la producción de una multitud de pañales desechables de incontinencia que presentan una parte principal del pañal y adosadas al mismo unas […]
 PROCEDIMIENTO PARA FABRICAR ARTICULOS HIGIENICOS CON PANELES LATERALES, del 16 de Abril de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de artículos higiénicos que pueden ser llevados como ropa interior, teniendo dichos artículos un cuerpo principal que puede adoptar […]
PROCEDIMIENTO PARA FABRICAR ARTICULOS HIGIENICOS CON PANELES LATERALES, del 16 de Abril de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de artículos higiénicos que pueden ser llevados como ropa interior, teniendo dichos artículos un cuerpo principal que puede adoptar […]
 TELA NO TEJIDA DE MULTIPLES CAPAS DE MULTIPLES COMPONENTES DE DENSIDAD VARIABLE Y METODO PARA FABRICARLA, del 14 de Abril de 2010, de MARANGHI MARCO: Una tela no tejida en telar, que es una tela de múltiples capas y densidad variable con canales longitudinales, comprende una lámina no trabada que tiene características […]
TELA NO TEJIDA DE MULTIPLES CAPAS DE MULTIPLES COMPONENTES DE DENSIDAD VARIABLE Y METODO PARA FABRICARLA, del 14 de Abril de 2010, de MARANGHI MARCO: Una tela no tejida en telar, que es una tela de múltiples capas y densidad variable con canales longitudinales, comprende una lámina no trabada que tiene características […]
Artículos absorbentes desechables, del 22 de Julio de 2020, de THE PROCTER & GAMBLE COMPANY: Un artículo absorbente que comprende una región frontal , una región de la entrepierna, y una región trasera , comprendiendo el artículo absorbente […]
SENSOR PARA PAÑALES EN EL PERIODO DE MANCHADO DE SANGRE EN LAS PERRAS, del 22 de Abril de 2020, de UNIVERSIDAD COMPLUTENSE DE MADRID: Sensor para pañales en el periodo de manchado de sangre en las perras, que comprende un primer empapante unido a un tubo que traslada las gotas […]