UNIDAD PARA AFERRAR PRODUCTOS CERAMICOS O SIMILARES.
Unidad para aferrar productos cerámicos o similares, dicha unidad (1) comprendiendo al menos:
- una bandeja (2) asociada con una unidad de movimiento (3);
- una junta de estanqueidad (4) situada al menos a lo largo del perímetro de al menos una pared operativa (5) de la bandeja (2) y adecuada para trabajar en contacto con una superficie (S) del producto (M);
- medios (6) para generar vacío dentro de al menos una primera cámara (7) hecha por la pared operativa (5) con la parte interna de la bandeja (2) y estando en comunicación con al menos una segunda cámara (7e) a través de la pared operativa (5) que es permeable a líquidos; la segunda cámara (7e) estando delimitada periféricamente por la junta (4) de manera que el vacío venga aplicado a las superficies opuestas y enfrentadas de la pared (5) y de la superficie (S) del producto (M), respectivamente, cuando la junta (4) entra en contacto estable con la superficie (S) para permitir que el producto sea aferrado; la unidad (1) estando caracterizada por el hecho que, además, comprende un elemento de interfaz poroso (8) permeable al aire situado al menos sobre la junta de estanqueidad (4) y formando una superficie que es más deformable que la junta (4) e impermeable a líquidos, o hidrorrepelente, intercalada entre la junta (4) y la superficie (S) del producto (M) cuando se establece el contacto estable
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08156036.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE, 17/A,40026 IMOLA (BO).
Inventor/es: BAMBI, DOMENICO, FALLETTA,FABRIZIO, MEDRI,IVANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Mayo de 2008.
Fecha Concesión Europea: 18 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B25J15/06V
- B28B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Extracción de los objetos conformados de los moldes (por medios incorporados a los moldes mismos o soportados por éstos B28B 7/10).
Clasificación PCT:
- B25J15/06 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › B25J 15/00 Cabezas de aprehensión. › con medios de retención magnéticos o que funcionan por succión.
- B28B13/06 B28B 13/00 […] › Extracción de los objetos conformados de los moldes (por medios incorporados a los moldes mismos o soportados por éstos B28B 7/10).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Unidad para aferrar productos cerámicos o similares.
La presente invención se refiere a una unidad para aferrar productos cerámicos o similares, en particular productos cerámicos que constituyen partes de artefactos sanitarios. Tal unidad está descrita, por ejemplo, en el documento EP 0.640.450 A.
Como bien se sabe, los artefactos sanitarios cerámicos (tales como lavamanos, váteres, bidés, cisternas y similares) se realizan por colada de una mezcla fluida (conocida en la jerga del sector como barbotina (en inglés slip), que se compone de una masa cerámica en suspensión acuosa) en moldes tradicionales con una estructura porosa, que pueden estar divididos en dos o más partes.
El molde le otorga al artefacto sanitario la forma requerida y después de un cierto lapso de tiempo (necesario para extraer una parte del agua) el artefacto viene extraído del molde con una forma sólida, conocido como "greenware" o crudo (todavía con un contenido de agua comprendido entre el 17% y el 20% del peso) y, por ende, todavía sujeto a deformación plástica.
Algunos de esos productos, tales como por ejemplo las tapas de las cisternas, debido a que su tamaño es pequeño y su forma es sencilla, preferiblemente se realizan utilizando moldes individuales que tienen dos o más cavidades dispuestas yuxtapuestas de modo que se pueda obtener una gran cantidad de productos mediante un único ciclo de colada.
Además de lo anterior, la extracción simultánea de esos productos del molde (abriéndolo en su dos semimoldes), operación conocida como desmoldeo, normalmente se la realiza mediante un dispositivo mecánico servocontrolado o controlado por robot, dispositivo provisto de una bandeja de extracción colocada en un brazo operativo. A partir del documento US 2003/0164620 A se conoce una unidad para aferrar según el preámbulo de la reivindicación 1 (ver la realización mostrada en la figura 8).
Actualmente, la bandeja de extracción se compone de al menos una superficie operativa para aferrar que tiene al menos una junta perimétrica de contacto con el producto y una cavidad central para generar el vacío necesario para aferrar el producto.
El dispositivo mecánico pone la junta en contacto con una superficie del producto, activa los medios generadores de vacío para permitir la extracción del producto y luego transfiere el producto a un plano, normalmente horizontal, donde se llevan a cabo operaciones de acabado sobre el mismo producto.
Un producto como el que se acaba de mencionar puede ser manipulado de dos modos diferentes: por su superficie "noble" (lo que equivale a decir, la superficie que quedará a la vista una vez ensamblado el producto terminado) o por la superficie opuesta, menos noble, que quedará escondida por la otra parte de la cisterna.
Actualmente, esas dos soluciones presentan algunas desventajas:
- - si la tapa es aferrada por su superficie noble, se corre el riesgo de que el dispositivo para aferrar deje marcas permanentes en la misma debido al inevitable contacto con la junta o sistemas equivalentes de ventosa (cabe recordar que el producto todavía está en un estado plásticamente deformable); tales marcas pueden ser visibles, en la superficie del producto terminado, como depresiones o marcas irregulares.
- - si la tapa es aferrada por la superficie menos noble, se deben utilizar bandejas adicionales sobre las cuales se puede depositar el producto para permitir la realización de las operaciones de acabado; la superficie de soporte de esas bandejas debe estar configurada para complementarse con la forma de la superficie noble (por ejemplo apenas arqueada y casi nunca plana), lo cual significa que cada forma diferente de tapa exige la realización de una bandeja de depósito específica.
En otros términos, aferrar los productos en el estado no cocido por sus superficies nobles tiene la obvia ventaja de realizar las posteriores operaciones más simples puesto que las superficies opuestas (menos nobles) normalmente son planas y no exigen bandejas muy complejas, sin embargo acrecienta el riesgo de marcar las superficies nobles y, por ende, aumenta la cantidad de productos finales que deben ser rechazados.
Aferrar el producto en estado no cocido por la superficie menos noble, por otro lado, reduce el riesgo de marcar las partes visibles pero requiere una gran cantidad de accesorios para las operaciones que se deben realizar con posterioridad, lo cual conlleva un aumento de los costos y de los tiempos del ciclo de producción y una reducción del rendimiento de la producción.
Asimismo, independientemente de que el producto sea aferrado por su superficie noble o menos noble, existe siempre el riesgo de que se pegue a la bandeja, después de ser desmoldeado, debido al vacío y al estado húmedo de la superficie por la cual es aferrado. Ello significa que el producto debe ser quitado violentamente de la bandeja -por ejemplo invirtiendo la dirección del flujo de aire o incluso manualmente- lo cual obviamente alarga los tiempos de producción y genera el riesgo de dañar el producto.
El objetivo principal de esta invención es el de eliminar dichas desventajas proporcionando una unidad para aferrar productos cerámicos o similares que pueda sostener al producto cerámico de modo seguro y efectivo por su superficie noble y que tenga un bajo impacto sobre la superficie de modo de reducir el riesgo de marcar la superficie.
En aras de lo anterior, la presente invención logra este objetivo proporcionando una unidad para aferrar un producto cerámico o similar que exhibe las características técnicas expuestas en una o varias de las reivindicaciones que están más adelante.
Las características técnicas de la presente invención, con referencia a dichos objetivos, están descritas claramente en las reivindicaciones que están más adelante y sus ventajas se ponen de manifiesto a partir de la descripción detallada que sigue, con referencia a los dibujos anexos que ilustran una realización preferida de la invención provista a título puramente ejemplificador sin restringir el alcance del concepto inventivo, y en los cuales:
- la figura 1 es una vista en perspectiva, con algunas partes omitidas, de una unidad de conformidad con la presente invención, para aferrar productos cerámicos o similares;
- la figura 2 es una vista lateral esquemática de la unidad para aferrar de la figura 1 con una parte de la misma no exhibida;
- las figuras de 3 a 5 son vistas laterales esquemáticas, con algunas partes omitidas para exhibir mejor otras, de realizaciones alternativas de la unidad para aferrar de conformidad con la presente invención;
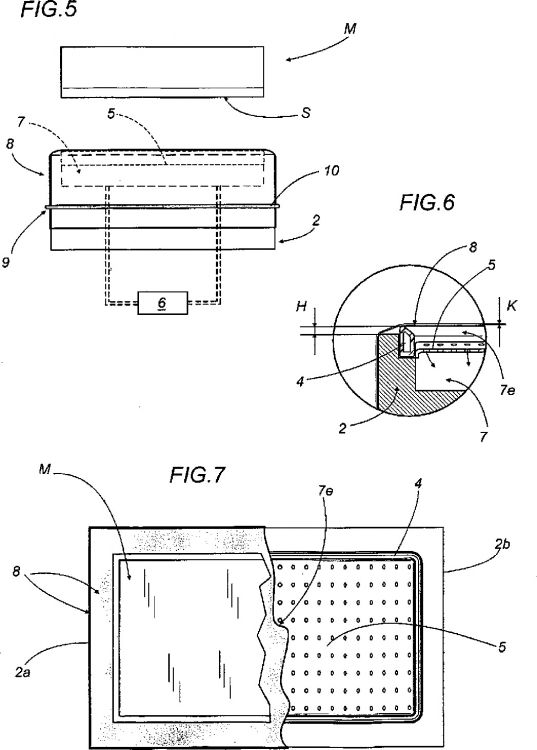
- la figura 6 muestra un detalle amplificado de la figura 5;
- la figura 7 exhibe la unidad para aferrar de la figura 3 en una vista en planta desde arriba.
Con referencia a los dibujos anexos, en particular a las figuras 1, 2, 5 y 7, la unidad según la presente invención se utiliza para aferrar productos cerámicos (M) o similares, tales como, por ejemplo, la tapa de cisterna mostrada en la figura 2.
En particular, la unidad, denotada en su totalidad con el número 1, se emplea para extraer el producto (M) del respectivo semimolde (no mostrado) después de una etapa conocida de realización del producto (M) por colada de una mezcla fluida (conocida en la jerga del sector como barbotina, que se compone de una masa cerámica en suspensión acuosa) en moldes tradicionales con una estructura porosa.
Básicamente la unidad (1) comprende:
- - una bandeja (2) asociada con una unidad de movimiento (3) (por ejemplo, pero sin limitar el alcance de la presente invención, del tipo controlado por robot) ilustrada esquemáticamente como un bloque, conectada a un bastidor (3a) para la colocación de la bandeja (2);
- - una junta de estanqueidad (4) ubicada al menos a lo largo del perímetro de por lo menos una pared operativa (5) de la bandeja (2) y adecuada para trabajar en contacto con una superficie (S) del producto (M);
- - medios (6) (de tipo conocido y, por lo tanto, exhibidos como un bloque en la figura 5) para generar un vacío dentro de al menos una primera cámara (7) hecha por la pared operativa (5) con la parte interna de la bandeja (2); la primera cámara (7) está en comunicación con al menos una segunda cámara (7e) a través de la pared operativa (5), que es permeable gracias a su porosidad intrínseca o a...
Reivindicaciones:
1. Unidad para aferrar productos cerámicos o similares, dicha unidad (1) comprendiendo al menos:
- - una bandeja (2) asociada con una unidad de movimiento (3);
- - una junta de estanqueidad (4) situada al menos a lo largo del perímetro de al menos una pared operativa (5) de la bandeja (2) y adecuada para trabajar en contacto con una superficie (S) del producto (M);
- - medios (6) para generar vacío dentro de al menos una primera cámara (7) hecha por la pared operativa (5) con la parte interna de la bandeja (2) y estando en comunicación con al menos una segunda cámara (7e) a través de la pared operativa (5) que es permeable a líquidos; la segunda cámara (7e) estando delimitada periféricamente por la junta (4) de manera que el vacío venga aplicado a las superficies opuestas y enfrentadas de la pared (5) y de la superficie (S) del producto (M), respectivamente, cuando la junta (4) entra en contacto estable con la superficie (S) para permitir que el producto sea aferrado; la unidad (1) estando caracterizada por el hecho que, además, comprende un elemento de interfaz poroso (8) permeable al aire situado al menos sobre la junta de estanqueidad (4) y formando una superficie que es más deformable que la junta (4) e impermeable a líquidos, o hidrorrepelente, intercalada entre la junta (4) y la superficie (S) del producto (M) cuando se establece el contacto estable.
2. Unidad según la reivindicación 1, caracterizada por el hecho que entre el elemento de interfaz (8) y la bandeja (2) hay medios (9) para bloquear/desbloquear el elemento de interfaz (8) a/de la bandeja (2) y de manera de ubicarlo sobre la junta (4) y alejarlo de la misma junta (4), respectivamente.
3. Unidad según la reivindicación 1, caracterizada por el hecho que el elemento de interfaz se compone de una única lámina deformable (8) con adecuadas propiedades de porosidad e impermeabilidad, que cubre en su totalidad la pared operativa (5) de la bandeja (2) y la junta (4) como un capuchón.
4. Unidad según la reivindicación 2, caracterizada por el hecho que el elemento de interfaz se compone de una lámina (8) y los medios (9) para bloquear y desbloquear la lámina (8) comprenden un elemento anular elástico (10) para vincular/desvincular la lámina (8) con/de la superficie perimétrica de la bandeja (2) cerca de su pared operativa (5).
5. Unidad según la reivindicación 2, caracterizada por el hecho que el elemento de interfaz se compone de una lámina (8) y los medios de bloqueo/desbloqueo (9) comprenden un rodillo de bobinado/desbobinado (11) instalado en una pared (2a) de la bandeja (2) y adecuado para envolver y desenvolver la lámina (8) de manera que cubra y descubra la pared operativa (5) y, cuando la pared operativa (5) está cubierta, esté vinculado con seguridad a un elemento de sujeción (12) situado en la pared opuesta (2b) de la bandeja (2).
6. Unidad según la reivindicación 2, caracterizada por el hecho que el elemento de interfaz se compone de una lámina (8) y los medios de bloqueo/desbloqueo (9) comprenden varillas de amarre (13) asociadas con al menos dos lados opuestos de la lámina (8) y en condiciones de ser sujetadas y liberadas de respectivas protuberancias (14) situadas en correspondientes paredes de la bandeja (2).
7. Bandeja según la reivindicación 1, caracterizada por el hecho que el elemento de interfaz (8) se compone de una lámina (8) lavable.
8. Unidad según la reivindicación 1, caracterizada por el hecho que el elemento de interfaz se compone de una lámina (8) accionada por medios (8t) para tensar al menos la superficie que entra en contacto con el producto (M) de modo de impedir la formación de pliegues en la superficie de la lámina (8).
9. Unidad según las reivindicaciones 1, 2, 5, 6 y 8, caracterizada por el hecho que los medios de tensado (8t) se componen de los medios de bloqueo/desbloqueo (9).
10. Unidad según la reivindicación 1, donde la junta (4) sobresale parcialmente, de una cierta magnitud (H), de la pared operativa (5) de la bandeja (2), caracterizada por el hecho que el elemento de interfaz se compone de una lámina (8) cuyo espesor (K) es suficiente al menos para limitar la diferencia de altura (H) entre la pared operativa (5) y la porción sobresaliente de la junta (4).
11. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) está hecha como una sola parte junto con la bandeja (2).
12. Unidad según reivindicación 1, caracterizada por el hecho que la pared operativa (5) está asociada con la bandeja (2).
13. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) es del tipo rígido, provista de una pluralidad de orificios hechos en la misma pared (5) de modo de permitirle a las dos cámaras (7 y 7e) estar en comunicación con la fuente de vacío.
14. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) está hecha de un material poroso de modo de permitirle a las dos cámaras (7 y 7e) estar en comunicación con la fuente de vacío.
15. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) está hecha de un material poroso obtenido por sinterización de modo de permitirle a las dos cámaras (7 y 7e) estar en comunicación con la fuente de vacío.
16. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) está hecha de un material poroso obtenido por polimerización de modo de permitirle a las dos cámaras (7 y 7e) estar en comunicación con la fuente de vacío.
17. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) está hecha de malla metálica.
18. Unidad según la reivindicación 1, caracterizada por el hecho que la pared operativa (5) está configurada para acoplarse con la superficie (S) del producto (M) a aferrar.
Patentes similares o relacionadas:
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Sistema para la liberación automática de productos hechos de hormigón colado a partir de moldes flexibles, del 3 de Julio de 2019, de Vortex Hydra S.r.l: Sistema para la liberación automática de productos hechos de hormigón colado a partir de moldes flexibles y deformables, comprendiendo el sistema : […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
Aparato para elaborar baldosas auxiliares, del 11 de Julio de 2018, de MACCARI, ANTONIO: 1. Aparato que comprende un transportador para baldosas cerámicas y un dispositivo de identificación para identificar al menos una baldosa auxiliar […]
PROCEDIMIENTO DE FABRICACIÓN DE PANELES DE MORTERO DE CEMENTO PRETENSADOS CON UNA ETAPA DE DESMOLDEO, E INSTALACIÓN CORRESPONDIENTE, del 23 de Septiembre de 2016, de FRADERA PELLICER,CARLOS: Procedimiento de fabricación de paneles de mortero de cemento pretensados con una etapa de desmoldeo, e instalación correspondiente. El […]
 Procedimiento e instalación para elaborar un producto cerámico, del 12 de Noviembre de 2015, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para elaborar productos cerámicos, comprendiendo el procedimiento al menos las siguientes etapas:
• llenar un molde poroso […]
Procedimiento e instalación para elaborar un producto cerámico, del 12 de Noviembre de 2015, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para elaborar productos cerámicos, comprendiendo el procedimiento al menos las siguientes etapas:
• llenar un molde poroso […]
Dispositivo para transferir piezas cerámicas prensadas, prensa para productos intermedios cerámicos y disposición con una prensa y un dispositivo de transporte, del 8 de Enero de 2014, de Keller HCW GmbH: Dispositivo para transferir piezas cerámicas en bruto, especialmente tejas, desde un tambor de una prensa, apoyado de forma giratoria, hasta una instalación de transporte, […]
 Dispositivo de leva para la extracción y abatimiento del plato frontal en una máquina de moldeo vertical de motas, del 25 de Septiembre de 2013, de LORAMENDI, S.A.: El dispositivo tiene como finalidad proporcional un nuevo dispositivo de leva , aplicable a máquinas de moldeo de motas, en el que la leva tiene […]
Dispositivo de leva para la extracción y abatimiento del plato frontal en una máquina de moldeo vertical de motas, del 25 de Septiembre de 2013, de LORAMENDI, S.A.: El dispositivo tiene como finalidad proporcional un nuevo dispositivo de leva , aplicable a máquinas de moldeo de motas, en el que la leva tiene […]