Traviesa de hormigón y procedimiento para su fabricación.
Procedimiento para la fabricación de una traviesa de hormigón (7,
8, 14, 15) en el procedimiento de circulación,que comprende las etapas siguientes:
- inserción de aceros pretensados (1) en un molde de traviesas (5), que se encuentra continuamente en circulación,
- fijación automática simultánea de las barras de fijación (1) individuales,
- relleno de hormigón en el molde de las traviesas (5),
- dejar que se endurezca el hormigón,
- desmoldeo de la traviesa de hormigón (7, 8, 14, 15),
caracterizado por que para una traviesa de hormigón (7, 8, 14, 15) se utilizan más de cuatro, en particular de cinco aocho, aceros pretensados (1), de manera que los aceros pretensados (1) son tensados individualmente, pero apesar de todo individualmente, de manera que cada acero pretensado (1) es fijado en un extremo por medio de unbulón de anclaje (2) y en el otro extremo por medio de un bulón de fijación (3) en el molde de la traviesa (5) y lafijación de los aceros pretensados (1) se realiza a través de apriete simultáneo de los bulones de fijación individuales(3).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/000002.
Solicitante: RAIL.ONE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: INGOLSTÄDTER STRASSE 51 92318 NEUMARKT ALEMANIA.
Inventor/es: GEISSLER, FRANZ, FREUDENSTEIN,STEPHAN, KLEIN,VIKTOR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B23/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 23/00 Dispositivos especialmente adaptados para la fabricación de objetos conformados dotados de elementos total o parcialmente embutidos en el material de moldeo (B28B 21/00 tiene prioridad; combinados con moldes para la fabricación de elementos de edificios prefabricados B28B 7/22). › en los que los elementos embutidos son refuerzos.
- B28B23/06 B28B 23/00 […] › para la fabricación de objetos de forma alargada.
- E01B3/34 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H). › E01B 3/00 Traviesas o durmientes (para agujas o cruces E01B 7/22 ); Otros soportes de carriles reposando directamente sobre el balasto. › las armaduras o refuerzos han sido pretensados (elementos en hormigón pretensado E04C 5/00).
PDF original: ES-2445646_T3.pdf
Fragmento de la descripción:
Traviesa de hormigón y procedimiento para su fabricación La invención se refiere a un procedimiento para la fabricación de una traviesa de hormigón en el procedimiento de circulación, que comprende las siguientes etapas: inserción de aceros pretensados en un molde de traviesa, que se encuentra continuamente en circulación, fijación simultánea automática de los aceros pretensados, relleno de hormigón en el molde de la traviesa, dejar que se endurezca el hormigón y desmoldeo de la traviesa de hormigón.
Un procedimiento de este tipo se conoce a partir del documento DE 198 36 320 A.
Para la fabricación de traviesas de hormigón pretensado se utilizan moldes de traviesas, que se encuentran continuamente en circulación. Después de la limpieza de los moldes de traviesas se rellenan con hormigón líquido, a continuación circulan a través de una estación de agitación. El tiempo de endurecimiento del hormigón líquido relleno en los moldes de las traviesas se puede acortar a través de alimentación de calor, por ejemplo en una cámara de calor. Cuando el hormigón presenta una resistencia suficiente, se elevan los moldes de las traviesas y no se giran, para que se puedan desencofrar las traviesas de hormigón.
Las publicaciones GB 1 357 836 A y FR 2 388 654 A se refieren a la fabricación de traviesas de hormigón pretensado en el llamado “lecho de fijación largo”, estando dispuestos muchos moldes de traviesas unos detrás de los otros y estando tensados con alambres tensores correspondientemente largos, que se cortan posteriormente.
Las traviesas de hormigón convencionales presentan la mayoría de las veces cuatro aceros pretensados incrustados, que están dispuestos en dos series y a distancia lateral entre sí. No obstante, las traviesas con una armadura de este tipo no son adecuadas o solamente con condiciones para cargas axiales altas.
Estas traviesas de hormigón pretensado convencionales se fabrican en el procedimiento de circulación. En este caso, todas las cuatro barras de fijación se tensan al mismo tiempo de forma automática, pero individualmente y de expanden de nuevo de la misma manera.
También se conocen traviesas con ocho aceros pretensados, que se tensan al mismo tiempo automáticamente y se expanden de nuevo, siendo agrupados en los procedimientos conocidos hasta ahora con más de cuatro alambres pretensados éstos entonces en haces formados en cada caso a partir de al menos dos aceros pretensados y siendo tensados a continuación estos haces en común.
Además, también se conoce el procedimiento de fabricación en el “lecho de fijación largo”, en el que se pueden insertar prácticamente cantidades discrecionales de aceros pretensados en el lecho de fijación. En este caso, se utilizan normalmente de 12 a 24 alambres pretensados, que se tensan unos detrás de los otros y se retienen en el extremo con cuñas. En este procedimiento, sin embargo, el gasto para los moldes largos necesarios es grande.
La invención tiene el cometido de indicar un procedimiento sencillo y económico para la fabricación de una traviesa de hormigón que es adecuado para cargas axiales altas.
Para la solución de este cometido, en un procedimiento del tipo mencionado al principio está previsto de acuerdo con la invención que para una traviesa de hormigón se utilicen más de cuatro, en particular de cinco a ocho aceros presentados, de manera que los aceros pretensados se tensan individualmente, pero a pesar de todo al mismo tiempo, siendo fijado cada acero pretensado en el otro extremo a través de un bulón de fijación en el molde de la traviesa y siendo realizada la fijación de los aceros pretensados a través de tracción simultánea de los bulones de fijación individuales.
Este proceso de fijación se realiza de forma automática por medio de un dispositivo de fijación correspondiente, lo mismo que el proceso de expansión. La carga axial que debe ser absorbida por la traviesa de hormigón armada es absorbida de acuerdo con la invención más de cuatro, en particular de cinco a ocho, aceros pretensados. Los aceros pretensados pueden ser en este caso en determinadas circunstancias aceros pretensados más finos que los convencionales, con lo que resulta una mejor distribución de la carga. En el procedimiento convencional, se han utilizado como máximo cuatro aceros pretensados, puesto que los dispositivos de fijación habituales en el procedimiento de circulación no permitían la fijación automática simultánea de un número mayor de aceros pretensados, dando lugar, además, a problemas de espacio en el caso de más de cuatro aceros pretensados, que dificultan la fijación automática En el procedimiento de acuerdo con la invención se prefiere que ambos extremos del acero pretensado presenten una rosca y un extremo esté amarrado en un bulón de anclaje y el otro extremo se tense con un bulón de fijación y se fije por medio de tuercas de husillo, que se apoyan en el molde de traviesa. Para la fijación se aprieta el bulón de fijación y se enrosca a continuación la tuerca sobre la rosca, con lo que se mantiene la tensión previa necesaria en el acero pretensado.
Se prefiere especialmente que se utilicen aceros pretensados con superficie nervada o perfilada. En una superficie
configurada de esta manera resulta una unión fija entre el acero pretensado y el hormigón circundante y con ello una buena introducción de la fuerza.
En el marco de la invención, puede estar previsto que en un molde de traviesa se fabriquen varias, con preferencia de dos a ocho, traviesas de hormigón colocadas adyacentes. De esta manera se puede fabricar al mismo tiempo un número mayor de traviesas de hormigón. Otras características del procedimiento se describen en las reivindicaciones dependientes.
Otras ventajas y detalles de la invención se describen con la ayuda de ejemplos de realización con referencia a las figuras. Las figuras son representaciones esquemáticas y muestran lo siguiente:
La figura 1A muestra un acero pretensado, que se utiliza en el procedimiento de acuerdo con la invención.
La figura 1B muestra un molde de traviesa en una vista lateral en sección con aceros pretensados insertados.
La figura 1C muestra un fragmento de una vista delantera del molde de traviesa de la figura 1B.
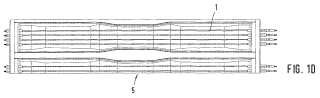
La figura 1D muestra un fragmento de una vista en planta superior del molde de traviesa de la figura 1B.
La figura 2A muestra una vista lateral de una traviesa de hormigón.
La figura 2B muestra una vista en planta superior de la traviesa de hormigón de la figura 2A.
La figura 2C muestra una vista delantera de la traviesa de hormigón de la figura 2A.
Las figuras 3A a 3C muestran otro ejemplo de realización de una traviesa de hormigón; y
Las figuras 4A y 4B muestran otros ejemplos de realización de traviesas de hormigón.
La figura 1A muestra un acero pretensado 1, que presenta en un extremo un bulón de anclaje 2, para fijar el acero pretensado 1 en un molde de traviesa. En el otro extremo del acero pretensado 1 se encuentra un bulón de fijación 3, que presenta una rosca, sobre la que está enroscada una tueca 4.
La figura 1B muestra un molde de traviesa 5 en una vista lateral parcialmente en sección. En el molde de la traviesa 5 están fijados varios aceros pretensados 1 a través de bulones de anclaje 2 y bulones de fijación 3. El contorno interior 6 del molde de la traviesa 5 está adaptado a la forma de la traviesa de hormigón a fabricar. Para diferentes traviesas de hormigón se utilizan diferentes moldes de traviesas o los moldes de traviesas se pueden modificar a través de capas interiores del molde o insertos de chapa. Como se puede ver mejor en la figura 1D, en el molde de la traviesa 5 se pueden fabricar varias traviesas de hormigón dispuestas adyacentes entre sí en una etapa de trabajo. Los bulones de anclaje 2 y los bulones de fijación 3 se apoyan, respectivamente, en los lados frontales del molde de la traviesa 5. La fijación de los aceros pretensados 1 se realiza a través de apriete simultáneo de los bulones de fijación 3, que se fijan al mismo tiempo a través de rotación de las tuercas 4. En el ejemplo de realización representado, cada traviesa de hormigón presenta ocho aceros pretensados, que están dispuestos en dos series colocadas superpuestas, respectivamente, con cuatro aceros pretensados 1.
Durante la fabricación de las traviesas de hormigón se insertan en primer lugar los aceros pretensados 1 en el molde de la traviesa 5. A continuación se realiza la fijación simultánea de los aceros pretensados 1, de manera que cada acero pretensado 1 se tensa individualmente. Luego se rellena el hormigón líquido en el molde de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una traviesa de hormigón (7, 8, 14, 15) en el procedimiento de circulación, que comprende las etapas siguientes:
- inserción de aceros pretensados (1) en un molde de traviesas (5) , que se encuentra continuamente en circulación,
- fijación automática simultánea de las barras de fijación (1) individuales,
- relleno de hormigón en el molde de las traviesas (5) ,
- dejar que se endurezca el hormigón,
- desmoldeo de la traviesa de hormigón (7, 8, 14, 15) ,
caracterizado por que para una traviesa de hormigón (7, 8, 14, 15) se utilizan más de cuatro, en particular de cinco a ocho, aceros pretensados (1) , de manera que los aceros pretensados (1) son tensados individualmente, pero a pesar de todo individualmente, de manera que cada acero pretensado (1) es fijado en un extremo por medio de un bulón de anclaje (2) y en el otro extremo por medio de un bulón de fijación (3) en el molde de la traviesa (5) y la fijación de los aceros pretensados (1) se realiza a través de apriete simultáneo de los bulones de fijación individuales (3) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que ambos extremos de un acero pretensado (1) presentan una rosca y un extremo es amarrado en un bulón de anclaje (2) y el otro extremo está fijado con un bulón de fijación (3) y es fijado por medio de tuercas de husillo (4) , que se apoyan en el molde de la traviesa (5) .
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado por que los aceros pretensados (1) se utilizan con superficie nervada.
4. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado por que los aceros pretensados (1) se utilizan con superficie perfilada.
5. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado por que los aceros pretensados (1) se utilizan con superficie lisa y anclaje extremo.
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por que en un molde de traviesa (5) se fabrican varias, con preferencia de dos a ocho traviesas de hormigón (7) dispuestas adyacentes entre sí.
7. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por que en el caso de una traviesa de hormigón (7) con ocho aceros pretensados (1) se utilizan dos series colocadas superpuestas, respectivamente, con cuatro aceros pretensados (1) .
8. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por que los aceros pretensados (1) en el caso de una traviesa de hormigón (14) que presenta cinco aceros pretensados (1) están dispuestos como los puntos de esquina de un cuadrado con un punto medio o asimétricamente.
9. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por que los aceros pretensados (1) son expandidos antes del desmoldeo de la traviesa de hormigón (7) al mismo tiempo, pero individualmente para cada acero pretensado (1) .
Patentes similares o relacionadas:
Pieza prefabricada, del 23 de Octubre de 2019, de Kappema Fertigteilindustrie GmbH: Pieza prefabricada hecha de una pluralidad de elementos dispuestos sustancialmente paralelos entre sí, que se producen a partir de un compuesto […]
Método de apoyo para apoyar una construcción de armadura, del 2 de Octubre de 2019, de Progress Holding A.G: Método de apoyo para apoyar una construcción de armadura en la fabricación de piezas de hormigón prefabricadas, en donde […]
Método y planta de fabricación para colar productos de hormigón, del 18 de Enero de 2019, de Elematic Oyj: Un método para colar productos de hormigón con un proceso (1, 1') de colada en línea circulante, que comprende al menos dos líneas de producción […]
Método de fabricación de un panel, del 19 de Octubre de 2018, de Kachigian LP: Un metodo de fabricacion de un panel continuo , que comprende: insertar al menos una parte de una pluralidad de estructuras de celosia […]
 Viga de muro aislante de encofrado integrado, del 6 de Abril de 2016, de H&H TECHNOLOGIES: Viga de muro aislante de encofrado integrado, comportando esta viga :
- una base que comporta una placa rígida que presenta una […]
Viga de muro aislante de encofrado integrado, del 6 de Abril de 2016, de H&H TECHNOLOGIES: Viga de muro aislante de encofrado integrado, comportando esta viga :
- una base que comporta una placa rígida que presenta una […]
 SISTEMA Y MÉTODO PARA LA FABRICACIÓN DE RECUBRIMIENTOS MODULARES, del 9 de Abril de 2015, de INNOVACIONS TECNOLOGIQUES, S.A. - I.T.S.A.: Sistema para la fabricación de recubrimientos modulares; que comprende: - unos moldes con una serie de tabiques intermedios que delimitan […]
SISTEMA Y MÉTODO PARA LA FABRICACIÓN DE RECUBRIMIENTOS MODULARES, del 9 de Abril de 2015, de INNOVACIONS TECNOLOGIQUES, S.A. - I.T.S.A.: Sistema para la fabricación de recubrimientos modulares; que comprende: - unos moldes con una serie de tabiques intermedios que delimitan […]
Procedimiento de fabricación de una viga de celosía y equipo adecuado para su puesta en práctica, del 14 de Enero de 2015, de KP1: Procedimiento de fabricación de una viga de celosía que comprende una armadura pasiva en forma de celosía metálica con por lo menos una barra […]
Dispositivo y procedimiento para la producción de elementos perfilados de hormigón, del 23 de Abril de 2014, de HOLZBERGER, MATTHIAS: Dispositivo de encofrado deslizante para la fabricación de elementos de hormigón perfilados con una pieza de moldeo móvil sobre una trayectoria de fabricación […]