Tobera de alta presión y procedimiento para fabricar una tobera de alta presión.
Procedimiento para fabricar una tobera de alta presión para el descascarillado de productos de acero,
caracterizado porque comprende las etapas siguientes:
- mezclar polvo de metal con un aglutinante de plástico,
- moldear por inyección la mezcla obtenida en un molde,
- eliminar el aglutinante mediante procesos químicos y/o térmicos y
- sinterizar del producto intermedio obtenido tras la eliminación del aglutinante,
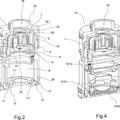
presentando la tobera de alta presión por lo menos un filtro (24) y un orientador de chorro (26), que forman un componente de filtro y de orientador de chorro (16), que está compuesto por al menos dos piezas individuales, que están unidas entre sí de manera no desmontable por sinterización conjunta.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11188268.
Solicitante: LECHLER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ULMER STRASSE 128 72555 METZINGEN ALEMANIA.
Inventor/es: FECHT, ALBERT, FRICK, JURGEN, SCHMIDT,BORIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05B1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 1/00 Boquillas, cabezas de pulverización u otros dispositivos de salida, con o sin dispositivos auxiliares tales como válvulas, medios de calentado (B05B 3/00, B05B 5/00, B05B 7/00 tienen prioridad; dispositivos para aplicar por contacto líquidos u otros materiales fluidos sobre una superficie B05C; boquillas para mecanismos de impresión por proyección de tinta B41J 2/135; boquillas para distribuir líquidos, p. ej. en las estaciones de servicio para vehículos, B67D 7/42). › de forma plana, p. ej. en forma de abanico, en forma de lámina.
- B05B1/34 B05B 1/00 […] › dispuestos para influir en la forma del flujo del líquido, p. ej. para producir una turbulencia (dispuestos para controlar un caudal B05B 1/30).
- B05B15/00 B05B […] › Partes constitutivas de instalaciones o de aparatos de pulverización no previstas en otro lugar; Accesorios.
- B21B45/02 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 45/00 Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00). › para lubrificar, enfriar o limpiar.
- B21B45/08 B21B 45/00 […] › hidráulicamente.
- B22F3/22 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › para la fabricación de piezas por colada en molde poroso o absorbente, es decir, por colada de una suspensión de polvo metálico en un molde poroso, de una manera similar a la colada de barbotina.
- B22F5/10 B22F […] › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de artículos con cavidades o agujeros, no previstos en los subgrupos precedentes.
- B22F7/06 B22F […] › B22F 7/00 Fabricación de capas compuestas, de piezas u objetos a base de polvos metálicos, por sinterizado con o sin compactado. › de piezas u objetos compuestos de partes diferentes, p. ej. para formar herramientas con plaquitas de metal duro.
PDF original: ES-2463869_T3.pdf
Fragmento de la descripción:
Tobera de alta presión y procedimiento para fabricar una tobera de alta presión.
La patente europea EP 0 792 692 B1 da a conocer una tobera de alta presión para el descascarillado de productos de acero, la cual presenta un orientador de chorro dentro de un canal de suministro hacia una abertura de salida. El orientador de chorro está estructurado a modo de componente de tipo estrella en sección transversal y presenta una pieza central cilíndrica, desde la cual se extienden radialmente unas superficies conductoras de la corriente. Con el fin de reducir la resistencia a la circulación del orientador de chorro, la pieza central cilíndrica está alargada, en cada caso en forma de una punta cónica, tanto en el sentido corriente arriba como también en el sentido corriente abajo. Corriente arriba del orientador de chorro está dispuesto un filtro, el cual está formado por un tramo de tubo con cierre en forma de calota esférica y que está dotado con cortes radiales para la entrada de líquido. Los cortes radiales se extienden hasta el capuchón en forma de segmento esférico del filtro. Corriente abajo del orientador de chorro está previsto un estrechamiento gradual del canal de circulación que se extiende, con ángulo de estrechamiento decreciente, hasta una cámara de salida en una boquilla. La boquilla presenta la cámara de salida y la abertura de salida, que se conecta a la cámara de salida. A causa de las presiones de líquido muy elevadas con las cuales se hacen funcionar toberas de alta presión para el descascarillado de productos de acero y que pueden ser de varios 100 de bar hasta 600 bar, es determinante una resistencia a la circulación pequeña, dado que las pérdidas de presión en el interior de la tobera de alta presión conducen o bien a una menor retirada o a la exigencia necesidad de una presión mayor del conducto de suministro. Además es determinante la forma del chorro plano generado el cual, para la consecución de un efecto de retirada lo mejor posible, debe presentar una anchura lo menor posible. Por último, la tobera de alta presión está sometida a cargas mecánicas notables dado que, por ejemplo, golpes de ariete en el conducto de suministro pueden conducir al colapso del filtro de la tobera de alta presión.
La traducción de la patente europea EP 0 809 556 B1 con el número de publicación DE 695 05 566 T2 divulga un aglutinante para el moldeo por inyección de polvo de metal y un procedimiento para la desaglutinación.
La memoria de patente US nº 4.848.672 describe una tobera de alta presión para el descascarillado de productos de acero, pudiendo fabricarse una boquilla de tobera a partir de metal duro sinterizado. La boquilla de tobera está rodeada por una carcasa de tobera en su perímetro situado radialmente hacia fuera. La tobera de alta presión presenta aguas arriba de la boquilla de tobera un filtro y un orientador de chorro. El filtro y el orientador de chorro están configurados a modo de componentes separados, de manera que el componente de filtro está conectado con una carcasa de tobera tubular, en la que también está insertado concéntricamente el orientador de chorro, mediante una unión roscada.
Con la invención, se pretende proporcionar un procedimiento mejorado para fabricar una tobera de alta presión.
El problema que plantea la invención se resuelve mediante un procedimiento para fabricar una tobera de alta presión para el descascarillado de productos de acero, en el que están previstas las siguientes etapas: mezclar polvo de metal con un aglutinante de plástico, moldear por inyección la mezcla obtenida en un molde, eliminar el aglutinante mediante procesos químicos y/o térmicos y sinterizar el producto intermedio obtenido tras eliminar el aglutinante, presentando la tobera de alta presión por lo menos un filtro y un orientador de chorro en un componente de filtro y de orientador de chorro combinado, que está compuesto de por lo menos dos piezas individuales, estando las piezas individuales unidas entre sí de manera permanente mediante sinterización conjunta.
Mediante un procedimiento de moldeo por inyección de polvo de metal se pueden realizar también formas geométricas complejas, las cuales no se pueden realizar o únicamente con una notable complejidad mediante un procesamiento mecánico convencional. La utilización de máquinas de moldeo por inyección permite, de este modo, la fabricación comparativamente más económica de piezas en serie, más económica en comparación, por ejemplo, con la fundición de precisión. Sorprendentemente, se ha demostrado que el componente obtenido mediante moldeo por inyección de polvo de metal es suficientemente estable para resistir presiones de funcionamiento considerables de más de 100 bar en las toberas de alta presión para el descascarillado de productos de acero. Además de las presiones de funcionamiento ya de por sí elevadas pueden aparecer picos de presión en los conductos destinados a alimentar las toberas de descascarillado, que tienen una pluralidad de presiones de funcionamiento. Mediante el procedimiento de moldeo por inyección de polvo de metal se realizan componentes sinterizados y en un primer momento, se espera que los componentes sinterizados presenten un carácter realmente frágil y por lo tanto, que no sean aptos para cargas con picos de presión extremos, tales como las que se producen durante el funcionamiento de las toberas de descascarillado. Pero sorprendentemente, las pruebas han demostrado que las piezas sinterizadas obtenidas mediante moldeo por inyección de polvo de metal con el dimensionado correspondiente pueden resistir esas cargas y por lo tanto, ofrecen nuevas oportunidades para la optimización de la corriente de las toberas de alta presión.
Según la invención, como productos intermedios se montan las presentes piezas individuales tras eliminar el aglutinante y después, se sinterizan los productos intermedios montados.
De esta manera, es posible fabricar componentes de una sola pieza, por ejemplo, un componente de filtro y de orientador de chorro combinado incluyendo el capuchón de filtro, puesto que tras la sinterización los productos intermedios montados están unidos entre sí de manera no desmontable. De este modo, surgen otras posibilidades para la conformación simultáneamente estable y favorable a la circulación de las toberas de alta presión. Tras eliminar el aglutinante, se proporciona un producto intermedio con una estructura comparativamente frágil, puesto que el polvo de metal forma una estructura porosa tras eliminar el aglutinante. Al principio, durante la sinterización, se compacta el producto intermedio y posteriormente es mecánicamente muy resistente.
En un perfeccionamiento de la invención, el polvo de metal contiene por lo menos parcialmente polvo de metal duro.
Sorprendentemente, se ha demostrado, que incluso las piezas de metal duro se pueden fabricar mediante moldeo por inyección de polvo de metal. Esto es especialmente ventajoso para la fabricación de boquillas de toberas de descascarillado de alta presión. También en la zona de la boquilla y especialmente en la zona de la cámara de salida y la abertura de salida es posible realizar formas geométricas complicadas, las cuales no se pueden realizar o únicamente con una notable complejidad mediante procesamiento mecánico. Tras la sinterización del producto intermedio de polvo de metal duro se obtiene una pieza de metal duro, que es especialmente apta para su uso a modo de boquilla de una tobera de descascarillado de alta presión y presenta en particular una duración elevada.
La tobera de alta presión, en particular para el descascarillado de productos de acero, puede estar provista de un orientador de chorro dentro de un canal de suministro hacia una abertura de salida, presentando el orientador de chorro en una zona que rodea directamente el eje longitudinal medio del canal de suministro en una sección transversal de circulación libre.
De esta manera, se realiza un denominado orientador de chorro sin ánima el cual se distingue, por un lado, por una pequeña resistencia a la circulación y, por el otro, por un efecto de orientación muy bueno. El orientador de chorro presenta, por lo tanto, un canal de circulación sin empotramientos que rodea directamente el eje longitudinal central. Frente a los orientadores de chorro convencionales, los cuales presentan un componente cilíndrico central, del cual parten de forma radial superficies conductoras de la corriente, el orientador de chorro según la invención presenta una resistencia a la corriente claramente reducida, dado que el canal de circulación que rodea directamente eje longitudinal central del canal de suministro permanece libre y se puede utilizar para el paso a través sin obstáculos. Dado que la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una tobera de alta presión para el descascarillado de productos de acero,
caracterizado porque comprende las etapas siguientes: 5
-mezclar polvo de metal con un aglutinante de plástico,
-moldear por inyección la mezcla obtenida en un molde.
10. eliminar el aglutinante mediante procesos químicos y/o térmicos y
-sinterizar del producto intermedio obtenido tras la eliminación del aglutinante,
presentando la tobera de alta presión por lo menos un filtro (24) y un orientador de chorro (26) , que forman un 15 componente de filtro y de orientador de chorro (16) , que está compuesto por al menos dos piezas individuales, que están unidas entre sí de manera no desmontable por sinterización conjunta.
2. Procedimiento según la reivindicación 1, caracterizado porque comprende el montaje de piezas individuales que se presentan a modo de productos intermedios tras la eliminación del aglutinante y la sinterización de los productos 20 intermedios montados.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque el polvo de metal contiene por lo menos parcialmente polvo de metal duro.
Patentes similares o relacionadas:
Cabina de pintura con sistema de retirada de exceso de pulverización, procedimiento para retirar el exceso de pulverización y planta, del 10 de Junio de 2020, de Geico SPA: Cabina de pintura que comprende una cámara de pintura en la que la pintura es pulverizada y que es atravesada por un flujo de aire para la […]
ADAPTADOR UNIVERSAL DE ENVASE A PISTOLA, del 7 de Mayo de 2020, de GATTO CARMONA, Francisco José: Adaptador universal de envase a pistola, para ser colocado sustituyendo a la tapa de un envase comercial de pintura, que consiste en una pieza de base circular de tamaño aproximadamente […]
Instalación de revestimiento y procedimiento de funcionamiento asociado, del 6 de Mayo de 2020, de Dürr Systems AG: Procedimiento de funcionamiento para una instalación de revestimiento, en particular para una instalación de pintado, para revestir unos componentes […]
Instalación de pintura y procedimiento para pintar una pieza de trabajo, así como elemento de filtro para ello, del 29 de Abril de 2020, de Sturm Maschinen- & Anlagenbau GmbH: Instalación de pintura para pintar una pieza de trabajo con - una estación de pintura , en la que por medio de al menos un dispositivo de […]
Kit de ducha con un dispositivo dispensador y una pluralidad de diferentes cartuchos que pueden insertarse en el dispositivo dispensador, del 18 de Marzo de 2020, de Nikles Tec Italia S.r.l: Kit de ducha, que comprende al menos dos cartuchos y un dispositivo dispensador para dispensar un chorro de agua, en el que cada cartucho comprende: - un cuerpo […]
Aparato de recubrimiento para recipientes, del 12 de Febrero de 2020, de ARKEMA B.V: Un aparato de recubrimiento para aplicar un recubrimiento en recipientes de vidrio con un compuesto químico que comprende: una carcasa con un túnel de recubrimiento […]
Cabina de recubrimiento en polvo, instalación de recubrimiento en polvo y procedimiento para el funcionamiento de la cabina de recubrimiento en polvo, del 27 de Noviembre de 2019, de WAGNER INTERNATIONAL AG: Cabina de recubrimiento en polvo - en la que están previstos paredes de cabina (13 a 18) y un techo que se puede descender entre […]
 Espita de agua con cartucho, del 27 de Noviembre de 2019, de Nikles Tec Italia S.r.l: Toma de agua para un dispositivo de dispensación que comprende un primer elemento de conexión de agua a una tubería de suministro de agua, un cuerpo […]
Espita de agua con cartucho, del 27 de Noviembre de 2019, de Nikles Tec Italia S.r.l: Toma de agua para un dispositivo de dispensación que comprende un primer elemento de conexión de agua a una tubería de suministro de agua, un cuerpo […]