TELA NO TEJIDA DE MULTIPLES CAPAS DE MULTIPLES COMPONENTES DE DENSIDAD VARIABLE Y METODO PARA FABRICARLA.
Una tela no tejida en telar, que es una tela de múltiples capas y densidad variable con canales longitudinales,
comprende una lámina no trabada (11) que tiene características hidrófilas no absorbentes y descansa sobre una lámina trabada (1) que tiene características absorbentes, estando dichas láminas unidas entre sí a lo largo de líneas paralelas (22), caracterizada por que dicha lámina trabada (1) está constituida por una lámina cardada (6) trabada con un sistema de hidroenredo, lámina no trabada (11) que está conectada con dicha lámina trabada (1) a lo largo de dichas líneas (22) de unión y que tiene depresiones y nervios longitudinales (16); extendiéndose dichos nervios longitudinales (16) a lo largo de intersticios situados entre dichas líneas (22) de unión; teniendo dicha lámina trabada (1) una superficie posterior, opuesta a dicha lámina no trabada (11), que comprende una capa de polvos superabsorbentes
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06013106.
Solicitante: MARANGHI MARCO.
Nacionalidad solicitante: Italia.
Dirección: VIA BRUNO BUOZZI 13,59100 PRATO.
Inventor/es: MARANGHI MARCO.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Junio de 2006.
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- A61F13/15M3G
- A61F13/15M5
- D04H13/00B2
- D04H13/00B3B
Clasificación PCT:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- D04H13/00 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › Otros no tejidos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Tela no tejida de múltiples capas de múltiples componentes de densidad variable y método para fabricarla.
El presente invento se refiere a una tela no tejida en telar, de múltiples compuestos, densidad variable y múltiples capas, y al método para su fabricación.
La tela no tejida en telar de acuerdo con el presente invento puede ser ventajosamente usada en el campo de las compresas y los pañales.
De acuerdo con la técnica previa, las compresas para mujeres y los pañales en general, tanto para niños como para adultos incontinentes, se fabrican uniendo y ensamblando y fusionando entre sí diversos materiales en una maquinaria adecuada.
Normalmente se usan hasta cinco componentes diferentes, o incluso más, con dos películas de contención externas dentro de las cuales hay varias capas internas con distintas funciones. A modo de ejemplo, de acuerdo con la técnica previa, las compresas o los pañales están constituidos por una hoja superior, que consiste en una primera película externa, que puede estar formada por una película perforada de polietileno, por una tela no tejida en telar o por otra cosa, que es capaz de proporcionar el llamado efecto seco sobre la piel y permite el paso del líquido biológico a las capas subyacentes. Internamente, de acuerdo con la técnica previa, hay una región para almacenamiento de líquidos, que consiste en una segunda capa diseñada para que adquiera y distribuya el líquido (capa de adquisición), y una tercera capa absorbente (procesada con aire), formada esencialmente por una hoja dispuesta en forma de C cerrada, adecuada para que contenga un cuarto componente constituido por polvos superabsorbentes. Por debajo de esta región para almacenamiento de líquidos hay un quinto componente, que consiste en una película protectora e impermeable inferior, hecha habitualmente de polietileno, que evita la salida de los líquidos absorbidos.
De acuerdo con la técnica previa, las máquinas para producir compresas para la higiene femenina y pañales en general deben ensamblar los diversos componentes anteriormente citados, teniendo cuidado en insertar correctamente los polvos superabsorbentes dentro de la tercera capa.
Esta conocida producción presenta muchos inconvenientes, siendo el principal, desde un punto de vista industrial, que las máquinas para fabricar compresas y/o pañales son muy costosas porque deben ensamblar los diversos componentes, que están normalmente fusionados a lo largo de sus bordes.
El inconveniente de las compresas convencionales es el considerable volumen y peso que deben alcanzar con objeto de obtener un cierto grado de absorción. Aunque las compresas tienen una longitud determinada, en realidad, el líquido absorbido no se difunde por toda la compresa sino que permanece concentrado sólo en el punto de recogida, extendiéndose en el mejor de los casos como si fuera una mancha, quedando el resto de la compresa sin utilizar en toda su longitud. Cuando el líquido alcanza una determinada cantidad, a causa de la incapacidad de proporcionar una absorción que se distribuya correctamente por toda la longitud del producto, el líquido puede salir también por los bordes laterales. Esta desventaja es particularmente inconveniente en el caso de las compresas para mujeres.
Todos los inconvenientes anteriormente citados han sido resueltos mediante la tela no tejida en telar, de múltiples compuestos, densidad variable y múltiples capas, de acuerdo con el presente invento.
El objetivo del presente invento es proporcionar un material compuesto que contenga directamente una estructura diferenciada que tenga las características necesarias, que constituya un producto semiacabado, en una hoja continua, lo que simplificaría enormemente las máquinas para fabricar compresas y/o pañales y, al mismo tiempo, reduciría el peso y el grosor del artículo acabado.
La tela no tejida en telar, de múltiples capas, de acuerdo con el invento ha sido proporcionada con este propósito y, al ser un material de múltiples compuestos con una densidad variable predeterminada, aumenta considerablemente la eficacia del producto.
Con objeto de alcanzar este objetivo y hacer un mejor uso de la superficie del producto, se ha proporcionado la tela con canales longitudinales que aumentan la velocidad y, en consecuencia, la capacidad para distribuir el líquido sobre la superficie del producto.
A continuación se indican algunas de las numerosas ventajas obtenidas con el presente invento.
La principal ventaja es que, al aumentar la superficie de absorción de líquidos, ha sido consecuentemente posible disminuir el grosor del producto para alcanzar el grado requerido de absorción mientras se mantiene el necesario efecto seco y, al mismo tiempo, se mejora la economía de la fabricación.
Otra ventaja es que se aumentan la eficacia, la suavidad y la comodidad del producto, características que son particularmente importantes cuando el producto se usa para fabricar compresas para mujeres, los llamados salva-slips, o pañales para niños.
Otra ventaja es que se alcanza un considerable ahorro global en las máquinas para fabricar el producto acabado porque las máquinas ya no tienen que ensamblar los muchos componentes diferentes sino que tienen una sola hoja continua que procesar, troquelándola de acuerdo con las necesidades.
Con objeto de fabricar la tela no tejida en telar, de múltiples capas, de acuerdo con el invento, se produjo una lámina cardada con un material que tiene características absorbentes, tal como fibras de celulosa o algodón o viscosa, o un material conocido por el nombre comercial Lyocell, o, de nuevo, con una mezcla de esas fibras con fibras de poliéster o poliolefina en general, tales como de poliéster (PET), polipropileno (PP) o poli(ácido láctico) (PLA; del inglés, polylactic acid). El material fue trabado con un sistema de hidroenredo ("spunlacing"), produciéndose una lámina trabada.
En cualquier caso, es posible utilizar como lámina trabada una tela no tejida en telar (tela procesada con aire) producida con métodos conocidos y formada por fibras de celulosa o mezclas de fibras de celulosa y/o fibras de unión térmica.
Sobre la lámina trabada se deposita una lámina no trabada, hecha de un material con fibras que no son absorbentes pero que, en cualquier caso, son hidrófilas. La lámina no trabada es juntada a la lámina trabada con un sistema de hidroenredo, que sólo une las dos películas a lo largo de líneas paralelas. Esto produce, en la lámina no trabada, una reducción de volumen a lo largo de las líneas de unión, que forman cavidades, mientras quedan almohadillas longitudinales en los intersticios situados entre las líneas de unión. Las fibras de los intersticios de la lámina no trabada permanecen blandas y sueltas. Se obtiene de este modo un producto compuesto.
La lámina no trabada se proporciona preferiblemente de antemano para que las fibras tengan una orientación aleatoria, con objeto de permitir que las fibras se dispongan también transversalmente con respecto a las líneas de unión, para evitar su extracción y para evitar la pérdida de consistencia del producto.
La lámina no trabada puede estar formada por fibras escogidas entre: poliésteres (PET), polipropileno (PP), polietileno (PE), poliamida (PA), poli(ácido láctico) (PLA) y poliésteres y poliolefinas en general, y mezclas de los mismos.
Si se vierte un líquido sobre el producto compuesto, pasa de la lámina superior a la lámina subyacente y, después de algunos segundos se obtiene el efecto seco a causa de la naturaleza hidrófila de las fibras de la lámina superior y de la absorción de las fibras de la lámina trabada inferior.
Debido a las líneas de unión proporcionadas entre las dos láminas, la humedad de la lámina inferior se extiende longitudinalmente, paralelamente a las líneas de unión, y está más difundida que en las compresas convencionales.
Las líneas de unión, donde la densidad de la lámina no trabada llega a ser mayor, constituyen barreras para la difusión del líquido en dirección transversal, guiando al líquido a lo largo de los intersticios entre las líneas, donde la densidad del material de la lámina no trabada ha permanecido mínima, lo que permite que el líquido se propague rápidamente a lo largo de estas almohadillas longitudinales como si hubiera canales.
Las almohadillas longitudinales en que las fibras permanecen blandas y sueltas y tienen una menor densidad permanecen en la superficie superior...
Reivindicaciones:
1. Una tela no tejida en telar, que es una tela de múltiples capas y densidad variable con canales longitudinales, comprende una lámina no trabada (11) que tiene características hidrófilas no absorbentes y descansa sobre una lámina trabada (1) que tiene características absorbentes, estando dichas láminas unidas entre sí a lo largo de líneas paralelas (22), caracterizada por que dicha lámina trabada (1) está constituida por una lámina cardada (6) trabada con un sistema de hidroenredo, lámina no trabada (11) que está conectada con dicha lámina trabada (1) a lo largo de dichas líneas (22) de unión y que tiene depresiones y nervios longitudinales (16); extendiéndose dichos nervios longitudinales (16) a lo largo de intersticios situados entre dichas líneas (22) de unión; teniendo dicha lámina trabada (1) una superficie posterior, opuesta a dicha lámina no trabada (11), que comprende una capa de polvos superabsorbentes.
2. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que dicha lámina trabada (1) está constituida por fibras de viscosa o algodón o celulosa, o por una mezcla de estas fibras con fibras de poliéster o poliolefina en general, tales como fibras de poliéster (PET), polipropileno (PP), poli(ácido láctico) (PLA) y/o de unión térmica.
3. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que la lámina no trabada (11) está hecha de fibras de poli(ácido láctico) (PLA) o poliéster (PET) o polipropileno (PP) o polietileno o poliamida, o con fibras de poliéster o poliolefina.
4. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que comprende una película de polietileno o poli(ácido láctico), acoplada a dicha superficie de dicha lámina trabada (1) opuesta a dicha lámina no trabada (11), sobre dichos polvos superabsorbentes.
5. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que dichos polvos superabsorbentes están mezclados, en una cantidad de 80%, con 20% de polvo de polietileno o poli(ácido láctico).
6. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que dichos polvos superabsorbentes son polvos comúnmente conocidos como SAP.
7. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que dicha lámina trabada (1) está constituida por una fibra de viscosa de 3,2 decitex con un peso de 65 g/m2.
8. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que las líneas (22) de unión están dispuestas a una distancia de 2 a 15 mm.
9. Una tela no tejida en telar de acuerdo con la Reivindicación 1, caracterizada por que dicha capa de polvos superabsorbentes tiene un grosor de aproximadamente 5 a 15 micrómetros.
10. Una tela no tejida en telar de acuerdo con la Reivindicación 4, caracterizada por que dicha película de polietileno o poli(ácido láctico) tiene un grosor de 10 a 25 micrómetros.
11. Un método para fabricar una tela no tejida en telar, de múltiples capas y densidad variable con canales longitudinales, caracterizado por que comprende las operaciones de:
- proporcionar una lámina cardada (6) constituida por un material que tiene características absorbentes y fibras que tienen una orientación aleatoria, y trabada con un sistema de hidroenredo;
- proporcionar una lámina trabada (1) hecha de un material con fibras no absorbentes pero, en cualquier caso, hidrófilas;
- depositar dicha lámina no trabada (11) sobre dicha lámina trabada (1) y conectar dicha lámina no trabada (11) con dicha lámina trabada (1) por hidroenredo para unir dichas láminas sólo a lo largo de líneas (22) de unión, formándose por eso depresiones en dicha lámina no trabada (11) mientras quedan nervios longitudinales (16) en los intersticios situados entre dichas líneas (22) de unión, permaneciendo las fibras de la lámina no trabada blandas y sueltas en ella, obteniéndose un producto compuesto (17);
- depositar una capa de una mezcla de polvos de polietileno, poli(ácido láctico), poli(acetato de vinilo), polipropileno o poliolefina, mezclados con polvos superabsorbentes, sobre una superficie posterior de dicha lámina trabada (1) de dicho producto compuesto (17);
- hacer pasar dicha tela no tejida en telar a través de un campo de rayos infrarrojos, fundiéndose dichos polvos de polietileno, poli(ácido láctico), poli(acetato de vinilo), polipropileno o poliolefina, y uniéndose dichos polvos superabsorbentes a dicha superficie posterior, para formar una película.
12. Un método de acuerdo con la Reivindicación 11, caracterizado por que dicha lámina cardada (6) es producida con fibras alimentadas desde un depósito (2) sobre un sistema (3, 4) de cardado que despliega las fibras, que están dispuestas transversal o aleatoriamente; lámina de fibras (6) que descansa sobre una cinta transportadora (5) y que es trabada por una cara en una zona (7) de procesamiento por medio de chorros de agua a alta presión, formándose una lámina trabada (6 bis) por una cara; lámina que es enviada a una segunda zona (7 bis) de procesamiento, que la traba por la otra cara, formándose la lámina trabada (1), que descansa sobre una cinta transportadora (15).
13. Un método de acuerdo con las Reivindicaciones 11 y 12, caracterizado por que un depósito (9) proporciona fibras a una máquina (10) de cardado, que forma la lámina no trabada de fibras (11) que es depositada sobre la lámina trabada (1) en la cinta transportadora (15); atravesando dichas láminas superpuestas (1-11) una zona (12) de procesamiento con chorros de agua a alta presión en la que una tira finamente perforada (13) tiene pequeños agujeros dispuestos a lo largo de líneas paralelas que están separadas por aproximadamente 2 a 15 mm.
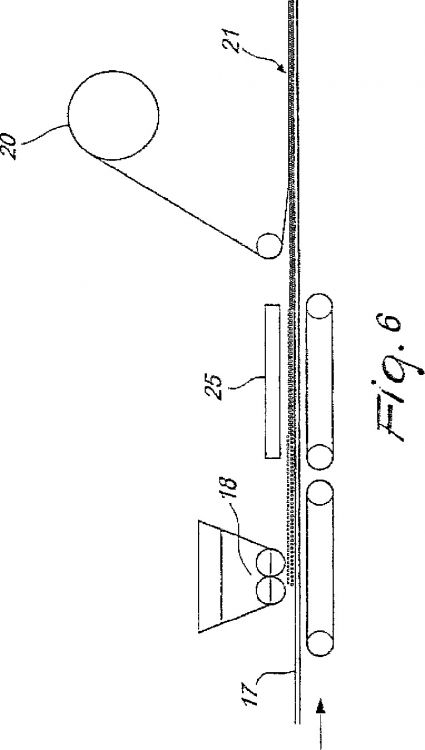
14. Un método de acuerdo con las Reivindicaciones 11 a 13, caracterizado por que dicho producto compuesto (17) es proporcionado boca abajo desde una bobina (23), es decir, de modo que la cara posterior del producto (17) esté dispuesta arriba, y está apoyado sobre una cinta transportadora (24) que hace que el producto (17) pase por debajo de un alimentador (18) de polvos, que deposita dichos polvos sobre dicha superficie posterior del producto (17).
15. Un método de acuerdo con las Reivindicaciones 11 a 14, caracterizado por que dichos polvos superabsorbentes son aplicados a través de una tela no tejida en telar que está estratificada sobre, o acoplada a, una película de polietileno o poli(ácido láctico) u otros polímeros termoplásticos, tela no tejida en telar que está hecha de fibras de viscosa o algodón, o que es una mezcla de fibras con fibras termoplásticas tales como fibras de poliéster, polipropileno u otro polímero o poliolefina, o fibras de poli(ácido láctico); tela no tejida en telar que es aplicada a la capa superficial de adhesivo por fusión en caliente por medio de dispersión, pulverización o transferencia con un rodillo caliente, con una técnica de rodillo granulador; polvos superabsorbentes que son distribuidos uniformemente y son dispuestos en líneas longitudinales que tienen una anchura de unos pocos milímetros, con espacios vacíos intercalados; tela que es acoplada y fijada en los espacios vacíos que quedan por la ausencia de los polvos superabsorbentes, quedando los polvos superabsorbentes dentro de las dos capas.
16. Un método de acuerdo con las Reivindicaciones 11 a 15, caracterizado por que una bobina adicional (20) proporciona una película de polietileno o poli(ácido láctico), posiblemente ya acoplada o estratificada de antemano con una lámina de papel, o con telas no tejidas en telar, que es acoplada directamente a la superficie posterior del producto (17) mientras el polietileno o el poli(ácido láctico), ya depositado con los polvos superabsorbentes, está aún fundido.
Patentes similares o relacionadas:
TELA NO TEJIDA TRIDIMENSIONAL CON MEJOR RESILIENCIA Y ESPONJOSIDAD, del 9 de Enero de 2012, de POLYMER GROUP INC.: Un método de fabricar una tela no tejida esponjosa tridimensional que comprende una porción de fondo sustancialmente plana y por lo menos una porción resiliente con relieve, […]
TEXTIL HIDROENMARAÑADO E IMPLEMENTO DE LIMPIEZA PERSONAL, del 31 de Agosto de 2011, de UNILEVER N.V.: Un articulo de limpieza personal que comprende: a) un textil no tejido hidroenmaranado formado en seccion transversal con un area central rodeada en ambos lados por […]
TEJIDO NO TEJIDO VOLUMINOSO, PROCEDIMIENTO PARA FABRICARLO Y PRODUCTOS ABSORBENTES QUE UTILIZAN DICHO TEJIDO, del 5 de Agosto de 2011, de DSG INTERNATIONAL LTD: Un procedimiento para proporcionar voluminosidad a un tejido no tejido, que se caracteriza porque: el tejido no tejido incluye un velo no tejido que […]
ARMADURA TEXTIL DE REFUERZO Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 13 de Julio de 2011, de CHOMARAT, GILBERT: Armadura textil que se puede utilizar para la realización de materiales o de piezas compuestas, que comprende: - una capa central a base de tramos […]
 FORMACIÓN DE UN MATERIAL DE CUERO EN LÁMINAS A PARTIR DE HIDROENTRELAZAMIENTO, del 4 de Abril de 2011, de E-LEATHER LIMITED: Un método para formar material laminar a partir de una mezcla de fibras que comprenden principalmente fibras base de cuero y fibras adicionales sintéticas, […]
FORMACIÓN DE UN MATERIAL DE CUERO EN LÁMINAS A PARTIR DE HIDROENTRELAZAMIENTO, del 4 de Abril de 2011, de E-LEATHER LIMITED: Un método para formar material laminar a partir de una mezcla de fibras que comprenden principalmente fibras base de cuero y fibras adicionales sintéticas, […]
 PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UN MATERIAL EN BANDA PERFORADO, del 28 de Diciembre de 2010, de PANTEX INTERNATIONAL S.P.A: Procedimiento para producir un material en banda perforado, en el que dicho material en banda (N) se alimenta a través de una línea de contacto […]
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UN MATERIAL EN BANDA PERFORADO, del 28 de Diciembre de 2010, de PANTEX INTERNATIONAL S.P.A: Procedimiento para producir un material en banda perforado, en el que dicho material en banda (N) se alimenta a través de una línea de contacto […]
 FABRICACION DE UNA TELA MULTICAPA, del 20 de Octubre de 2010, de DAN-WEB HOLDING A/S: Procedimiento para fabricar una tela multicapa, que incluye al menos una capa de fibra formada mediante colocación por aire combinada con al menos […]
FABRICACION DE UNA TELA MULTICAPA, del 20 de Octubre de 2010, de DAN-WEB HOLDING A/S: Procedimiento para fabricar una tela multicapa, que incluye al menos una capa de fibra formada mediante colocación por aire combinada con al menos […]
 BANDA CONTINUA DE MATERIAL, ELASTICA TRANSVERSALMENTE, DE MULTIPLES CAPAS, PRODUCIDA MEDIANDO UTILIZACION DE MATERIALES DE VELO, del 13 de Julio de 2010, de RKW AG RHEINISCHE KUNSTSTOFFWERKE: Banda continua de material elástica, de múltiples capas, a base de capas de materiales de velo y láminas poliméricas, caracterizada porque la por lo menos […]
BANDA CONTINUA DE MATERIAL, ELASTICA TRANSVERSALMENTE, DE MULTIPLES CAPAS, PRODUCIDA MEDIANDO UTILIZACION DE MATERIALES DE VELO, del 13 de Julio de 2010, de RKW AG RHEINISCHE KUNSTSTOFFWERKE: Banda continua de material elástica, de múltiples capas, a base de capas de materiales de velo y láminas poliméricas, caracterizada porque la por lo menos […]