TAPON DE CIERRE CON JUNTA ANULAR MOLDEADA POR INYECCION Y METODO DE ELABORACION DEL MISMO.
Un tapón de cierre (20, 80) que comprende:
- una carcasa (22,
24) que incluye un panel terminal (22) y un faldón integral (24) que se extiende hacia abajo desde el mismo, teniendo dicho panel terminal (22) una superficie interna generalmente circular (23) de un diámetro externo dado; y
- una junta anular moldeada por inyección (32) que tiene un cuerpo con forma de anillo que incluye un borde externo y un borde interno,
teniendo dicha junta (32) una anchura suficiente para proporcionar un sello superior con un acabado final (33) de una boca de envase (34) a la que se aplica dicho cierre (20, 80), rodeando dicho borde interno de dicho cuerpo de junta con forma de anillo (32) una porción interior sustancialmente libre de junta de dicha superficie interna (23) de dicho panel terminal (22), caracterizado por que
- dicho borde externo de dicha junta (32) tiene un diámetro que es menor que el diámetro externo de dicha superficie interna del panel terminal (23) con lo que dicho borde externo de dicho cuerpo de junta (32) está espaciado hacia dentro desde la periferia externa de dicha superficie interna del panel terminal (23) para definir un borde anular sustancialmente libre de juntas que rodea dicho cuerpo de junta con forma de anillo (32); y
- dicha junta (32) también incluye una primera pestaña que se extiende hacia dentro (37) con sección transversal generalmente uniforme formada entre las mismas y una segunda pestaña que se extiende hacia dentro (38, 39) formada integralmente entre las mismas, incluyendo dicha segunda pestaña (38, 39) una porción más interna (38) y una porción más externa (39), teniendo dicha porción más interna (38) una sección transversal relativamente grande con respecto a la sección transversal de dicha porción más externa (39)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US01/41079.
Solicitante: WHITE CAP, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1140 W. 31ST STREET,DOWNERS GROVE, IL 60515.
Inventor/es: TABER, JAMES, KRAS,STEPHEN,B.
Fecha de Publicación: .
Fecha Concesión Europea: 30 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B29C45/00G
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/14F
- B65D41/04D1
- B65D41/04D2
- B65D41/34C1
Clasificación PCT:
- B65D53/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Elementos de estanqueidad o de embalaje; Estanqueidad realizada por materiales líquidos o plásticos.
Clasificación antigua:
- B65D53/00 B65D […] › Elementos de estanqueidad o de embalaje; Estanqueidad realizada por materiales líquidos o plásticos.
Fragmento de la descripción:
Tapón de cierre con junta anular moldeada por inyección y método de elaboración del mismo.
Antecedentes de la invención
La presente invención se refiere de forma general a nuevas y útiles mejoras en los tapones de cierre para envases de vidrio y plástico y, más específicamente, a un tapón de cierre que tiene una junta anular moldeada por inyección mejorada y al método de elaboración del mismo. En este sentido, un aspecto importante de la presente invención se refiere a un tapón de cierre que tiene una carcasa del tapón de una sola pieza o unitaria formada de una poliolefina tal como, por ejemplo, polipropileno, en la que una junta anular o con forma de anillo caracterizada por uniformidad, definición y consistencia mejoradas, compuesta de una resina moldeable tal como, por ejemplo, un elastómero termoplástico, se moldea por inyección sobre la superficie interna de la carcasa del tapón de cierre mediante un procedimiento de moldeo por inserción.
Se conocen los tapones de cierre que tienen discos completos formados por moldeo por compresión o inyección de los mismos en una carcasa de cierre. Por ejemplo, la Patente de Estados Unidos Nº 4.398.874 describe una herramienta de moldeo para formar un revestimiento de disco completo en una carcasa de cierre que incluye un troquel central o un miembro de moldeo y un manguito que posiciona la carcasa dispuesto de forma externa al miembro de moldeo que se recibe en una carcasa del tapón. El material de revestimiento depositado en la carcasa hace contacto con el troquel y forma un revestimiento de disco completo con la carcasa del tapón. Correspondientemente, la Patente de Estados Unidos Nº 4.803.031 describe un tapón de cierre y un método en el que se forma una junta de disco completo moldeada por inyección seguido del moldeo por inyección de la carcasa del tapón alrededor de tal junta formada. Aunque estos tapones de cierre de disco completo proporcionan generalmente sellos satisfactorios en envases, se caracterizan por mayores costes de fabricación asociados con el uso de mayores cantidades de resina para formar la junta y también por las desventajas de tener toda la superficie interior de la carcasa del tapón completamente cubierta aumentando, de este modo, la posible migración de los componentes de la junta hacia el producto (particularmente, productos alimentarios) en el envase sellado con la misma, y también hacen que la superficie interna de la carcasa del tapón no esté disponible para presentar etiquetas u otros indicios que lleven un mensaje.
La Patente de Estados Unidos Nº 5.685.443 o en la que se basan las partes de preámbulo de las reivindicaciones 1 y 15, describe un tapón de cierre compuesto en el que se moldea por inyección una junta anular que proporciona un sello superior y lateral sobre un disco de metal seguido del moldeo por inyección de un faldón de plástico alrededor del disco en relación circundante y de captura con el mismo. Aunque este cierre compuesto utiliza una junta anular moldeada por inyección requiere la presencia de un disco separado que se añade al coste del cierre y a la complejidad de la fabricación del mismo.
Sumario de la invención
La presente invención supera las desventajas anteriores de estos cierres de la técnica anterior al proporcionar un cierre novedoso que utiliza una carcasa del tapón de plástico o metal y una junta anular o con forma de anillo moldeada por inyección en la que la porción central de la superficie interna de la carcasa del tapón está libre del material de la junta.
De acuerdo con un aspecto importante de la presente invención, se proporciona un tapón de cierre mejorado que incluye una carcasa de plástico o metal, unitaria o de una sola pieza y una junta anular o con forma de anillo que tiene pestañas que se extienden radialmente hacia dentro formadas integralmente con la misma, formándose una de dichas pestañas en el emplazamiento en el que el fundido de plástico se suministra a un canal que forma la junta anular en un núcleo de molde y formándose la otra de dichas pestañas en el emplazamiento en el que el fundido de plástico se descarga desde dicho canal. La última de dichas pestañas, de acuerdo con una realización preferida de la presente invención, incluye un pocillo frío que se comunica con el canal que forma la junta anular a través de un pasadizo de área de sección transversal reducida con respecto a las áreas de sección transversal tanto del canal que forma la junta como del pocillo frío.
Por lo tanto, un objeto de la presente invención es proporcionar un tapón de cierre mejorado que tenga una junta anular moldeada por inyección novedosa y el método de elaboración del mismo.
Otro objeto de la presente invención es proporcionar un tapón de cierre que tiene una carcasa de plástico o metal de una sola pieza y una junta anular sellada en la parte superior moldeada por inyección que utiliza una cantidad rentable del material moldeable para formar la junta y que proporciona un sello eficaz con el acabado final de un envase al que se le aplica un tapón de cierre.
Otro objeto de la presente invención es proporcionar una junta anular moldeada por inyección formada por moldeo por inserción de la misma en una carcasa del tapón de cierre de una sola pieza en la que se alcanza la uniformidad y la consistencia de la junta, caracterizándose la junta por pestañas integrales que se extienden radialmente en emplazamientos a lo largo de la periferia de la junta que corresponden a los emplazamientos en los que se suministra el fundido hasta y desde el canal que define la junta.
Estos y otros objetos de la presente invención resultarán evidentes a partir de la siguiente descripción detallada tomada junto con los dibujos adjuntos, en los que las mismas referencias numéricas se refieren a las mismas partes y en los que:
Breve descripción de los dibujos
La Figura 1 es una vista en perspectiva, parcialmente seccionada, de un tapón de cierre que representa la presente invención y una porción de un envase en el que se ajusta el cierre;
La Figura 2 es una vista en planta inferior del tapón de cierre mostrado en la Figura 1;
La Figura 3 es una vista transversal del tapón de cierre mostrado en las Figuras 1 y 2 tomada a lo largo de la línea 3-3 de la Figura 2;
La Figura 4 es una vista transversal del tapón de cierre mostrado en las Figuras 1 y 2 tomada a lo largo de la línea 4-4 de la Figura 2;
La Figura 5 es una vista en alzado lateral esquemática de un aparato de moldeo que puede usarse para fabricar el tapón de cierre de la presente invención;
La Figura 6 es una vista en perspectiva esquemática de una porción del plato móvil del aparato de moldeo mostrado en la Figura 5 que se separa desde una placa del núcleo del plato estacionario;
La Figura 7 es una vista en perspectiva esquemática del plato móvil del aparato previo de la presente invención con la placa extractora del mismo retirada,
La Figura 8 es una vista en planta superior parcial del núcleo de molde de la presente invención;
La Figura 9 es una vista transversal tomada a lo largo de la línea 9-9 de la Figura 8,
La Figura 10 es una vista transversal esquemática del cabezal del núcleo del aparato de moldeo mostrado en la Figuras 8 y 9;
La Figura 11 es una vista transversal alargada del lado de descarga del fundido del cabezal del núcleo mostrado en la Figura 10;
La Figura 12 es una vista transversal alargada del lado de entrada del fundido del cabezal del núcleo mostrado en la Figura 10;
La Figura 13 es una vista en perspectiva fragmentada, parcialmente seccionada, del tapón de cierre de otra realización de la presente invención y una porción de un envase sobre el que se ajusta el tapón de cierre; y,
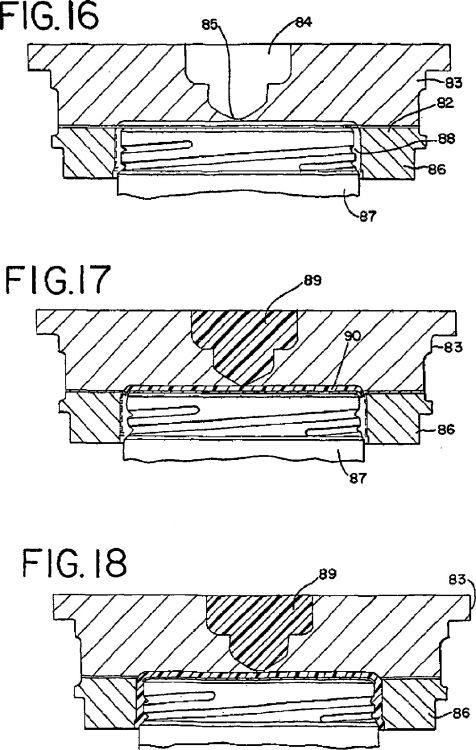
La Figuras 14-18 son vistas esquemáticas de un aparato de moldeo para fabricar el tapón de cierre mostrado en la Figura 13 donde cada una de las vistas muestra las fases sucesivas del proceso de fabricación de la carcasa de cierre.
Descripción detallada de la invención
Con referencia a los dibujos y con particular referencia a las Figuras 1-4, se designa de forma general con el número de referencia 20 a un tapón de cierre que representa la presente invención. Como se muestra, el tapón de cierre 20 se aplica a un envase 21 e incluye un panel terminal 22 que tiene una superficie interna o inferior 23, un faldón 24 que termina en una sección cilíndrica alargada que se extiende axialmente 25. Como se muestra mejor...
Reivindicaciones:
1. Un tapón de cierre (20, 80) que comprende:
teniendo dicha junta (32) una anchura suficiente para proporcionar un sello superior con un acabado final (33) de una boca de envase (34) a la que se aplica dicho cierre (20, 80), rodeando dicho borde interno de dicho cuerpo de junta con forma de anillo (32) una porción interior sustancialmente libre de junta de dicha superficie interna (23) de dicho panel terminal (22), caracterizado por que
2. El cierre de la reivindicación 1 en el que dichas primera (37) y segunda (38, 39) pestañas se extienden radialmente hacia dentro desde el borde interno de dicho cuerpo de junta con forma de anillo (32).
3. El tapón de cierre de la reivindicación 2 en el que dichas primera (37) y segunda (38, 39) pestañas se disponen de forma opuesta a lo largo de la circunferencia de dicho cuerpo de junta con forma de anillo (32).
4. El tapón de cierre de una de las reivindicaciones 1 a 3 en el que dicho cuerpo de junta con forma de anillo (32) incluye una superficie para formar el sello superior (40) definida por una pluralidad de nervaduras concéntricas.
5. El tapón de cierre de la reivindicación 4 en el que dichas nervaduras concéntricas tienen forma cónica.
6. El tapón de cierre de una de las reivindicaciones 1 a 5 en el que dicha junta (32) está compuesta por una resina moldeable que está sustancialmente libre de cloruro de vinilo.
7. El tapón de cierre de una de las reivindicaciones 1 a 6 en el que dicha junta (32) está compuesta por un elastómero termoplástico.
8. El tapón de cierre de una de las reivindicaciones 1 a 7 en el que dicha carcasa (22, 24) se forma de una resina termoplástica moldeable.
9. El tapón de cierre de la reivindicación 8 en el que dicha resina termoplástica es una poliolefina.
10. El tapón de cierre de la reivindicación 9 en el que dicha resina termoplástica es polipropileno.
11. El tapón de cierre de una de las reivindicaciones 8 a 10 en el que dicho panel terminal (22) de dicha carcasa (22, 24) incluye una capa (82) de una película de barrera contra el oxígeno.
12. El tapón de cierre de la reivindicación 11 en el que dicha capa (82) de película de barrera contra el oxígeno se adhiere a la cara interna (23) de dicho panel terminal (22).
13. El tapón de cierre de una de las reivindicaciones 1 a 7 en el que dicha carcasa (22, 24) está compuesta por un metal.
14. El tapón de cierre de una de las reivindicaciones 1 a 13 en el que dichas primera y segunda pestañas tienen paredes laterales que se exponen libremente.
15. Un método de elaboración de un tapón de cierre (20; 80) de acuerdo con una de las reivindicaciones previas que tiene una junta con forma de anillo moldeada por inyección (32), comprendiendo dicho método:
comprendiendo dicho método además:
16. El método de la reivindicación 15 en el que dicho canal de salida (69) incluye un pocillo frío (73) que se comunica con dicho canal con forma de anillo (67) a través de un pasadizo (74) que tiene un área de sección transversal reducida con respecto a las áreas de sección transversal tanto de dicho canal con forma de anillo (67) como de dicho pocillo frío (73).
17. El método de la reivindicación 15 ó 16 en el que dicho canal con forma de anillo (67) tiene una superficie inferior (75) definida por una pluralidad de anillos concéntricos para proporcionar la junta moldeada (32) formada en su interior con una superficie para formar el sello superior (40) definida por un pluralidad de nervaduras concéntricas definidas claramente.
18. El método de la reivindicación 17 en el que dichas nervaduras concéntricas tienen una sección transversal con forma de V que produce una sección transversal de forma cónica sobre las nervaduras concéntricas correspondientes en la superficie para formar el sello (40) de la junta moldeada (32).
19. El método de una de las reivindicaciones 15 a 18 en el que al menos uno de dichos componentes del molde (45, 46) incluye una columna de montaje vertical (65) que hace contacto con el otro de dichos componentes del molde (45, 46) cuando dichos primer (45) y segundo (46) componentes del molde están en una poción cerrada para controlar de forma precisa la posición de dicho núcleo (52, 53) en dicha carcasa del tapón (22, 24).
20. El método de la reivindicación 19 en el que dicho segundo componente del molde (46) incluye dicha columna de montaje vertical (65).
21. El método de una de las reivindicaciones 15 a 20 en el que dichos canales de entrada (68) y salida (69) se disponen opuestos entre sí a lo largo de la circunferencia interna de dicho canal con forma de anillo (67).
22. El método de una de las reivindicaciones 15 a 21 en el que dicha carcasa del tapón (22, 24) está compuesta por una resina termoplástica moldeable y dichos bordes periféricos interno y externo de dicho canal (67) penetran en dicha superficie interna (23) de dicha carcasa del tapón (22, 24) para producir dichas barreras de retención del flujo de fusión.
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]