TALADRO DE MATERIA CERÁMICA PARA TALADRAR A GRAN VELOCIDAD Y PROCEDIMIENTO DE TALADRO.
Taladro de materia cerámica que comprende: una cola cilíndrica (2),
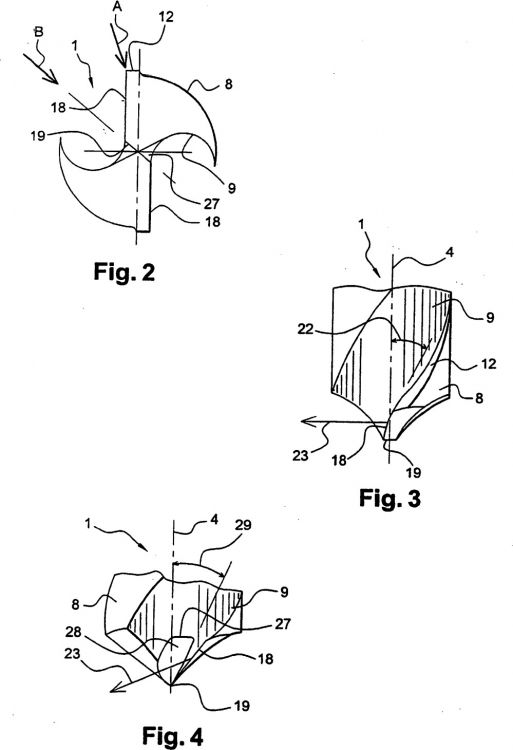
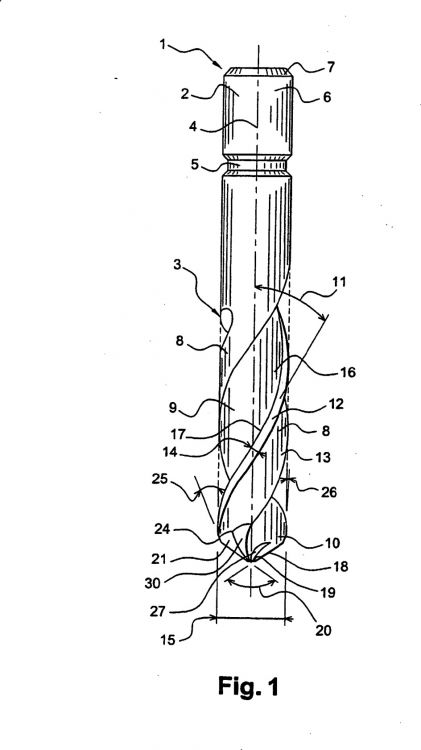
una parte tallada (3) que se extiende axialmente en la prolongación de la cola (2) y cuyo extremo libre (10) forma la cabeza del taladro, siendo la parte tallada (3) en forma de tronco de cono cuya base está situada del lado de la cabeza (10) del taladro (1), comprendiendo la cabeza del taladro (10) dos aristas de corte principales (18) y una arista central (19) entre las dos aristas de corte principales (18), comprendiendo la parte tallada (3) dos labios (8) y dos estrías (9) que se extienden alternativamente alrededor del eje de rotación (4) del taladro (1), extendiéndose los labios (8) y las estrías (9) desde la cabeza del taladro (10) hacia la cola del taladro (2), comprendiendo lada labio (8) un reborde (12) y comprendiendo cada estría una cara de corte principal (16) adyacente a un reborde (12) y a una arista de corte principal (18), siendo al menos la parte tallada (3) del taladro (1) de material cerámico, caracterizado porque: el ángulo de corte (22) del taladro es positivo, una cara de salida (21) se extiende desde cada arista de corte principal (18) con un ángulo de salida comprendido entre 4 y 10 grados aproximadamente con respecto a un plano perpendicular al eje de rotación (4) del taladro (1), dos picaduras (27) que forman dos caras de corte secundarias (28) se extienden desde la arista central (19) con un ángulo de corte positivo (29) comprendido entre 1 y 7 grados aproximadamente con respecto al eje de rotación (4) del taladro (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04292379.
Solicitante: SNECMA.
Nacionalidad solicitante: Francia.
Dirección: 2, BOULEVARD DU GÉNÉRAL MARTIAL VALIN 75015 PARIS FRANCIA.
Inventor/es: MARTINEZ,ALAIN, TURRINI,CLAUDE, Zerrouki,Véronique.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Octubre de 2004.
Clasificación Internacional de Patentes:
- B23B51/00K
Clasificación PCT:
- B23B51/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Herramientas para máquinas de taladrar.
Clasificación antigua:
- B23B51/00 B23B […] › Herramientas para máquinas de taladrar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356529_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un taladro de materia cerámica, tal como el definido en el preámbulo de la reivindicación 1 y a un procedimiento de taladrado por medio de tal taladro, tal como el definido en el preámbulo de la reivindicación 17. Tal taladro y tal procedimiento son conocidos del documento US-A-5 641 251. Encuentra una aplicación particular en el dominio de la aeronáutica para el taladrado a velocidad muy grande de materiales de gran 5
dureza tales como materiales refractarios y particularmente superaleaciones a base de níquel y de cobalto, por ejemplo del inconel 718, empleados para fabricar particularmente piezas aeronáuticas de acoplamiento.
Hoy en día, las cerámicas, por el hecho de su importante dureza y de su gran resistencia a las temperaturas elevadas, experimentan un desarrollo en la fabricación de los útiles de corte. Los útiles de corte de cerámica conocidos tales como los descritos en el documento EP-B1-0 477 093 y que permiten efectuar mecanizaciones a 10 gran velocidad sobre materiales de gran dureza son generalmente útiles de fresado o de torneado. Sin embargo, las tensiones que se pueden aplicar sobre un taladro (profundidad de taladrado, evacuación de las virutas, intensidad y dirección de los esfuerzos de corte) durante una operación de taladrado son más importante que las que pueden aplicarse, por ejemplo, sobre una fresa durante una operación de fresado o en un útil de torneado. Estas tensiones hacen más difícil la puesta en práctica de taladros cerámicos para efectuar taladrados a velocidades muy grandes 15 en materiales de gran dureza.
Numerosos constructores proponen en sus catálogos taladros cerámicos y el documento US-A-5 641 251 describe uno de estos taladros. Aunque estos taladros tengan mejor rendimiento que los taladros clásicos de acero rápido o que los taladros de carburo de tungsteno, están limitados en cuanto a su utilización y no permiten realizar taladrados a velocidad muy elevada en materiales tan duros como superaleaciones. En efecto, los taladros 20 cerámicos, por el hecho de la baja tenacidad de las materias cerámicas, presentan una resistencia menor a la torsión y a la compresión que los taladros metálicos por ejemplo de carburo de tungsteno, haciendo estas características que los taladros cerámicos puedan romperse durante los taladrados en materiales duros o para velocidades de avance o de corte del taladro importantes. Se han emprendido trabajos para mejorar las características mecánicas de los materiales a base de cerámica: el documento US-A-4 789, 277 describe cerámicas 25 en las cuales han sido introducidas fibras (o trichitas) de carburo de silicio (SiC) para mejorar sus características mecánicas. Además, es conocido y se preconiza siempre realizar las aristas de corte de los taladros con ángulos iguales a cero o negativos para proteger del desgaste a las aristas de corte y aumentar la vida útil del taladro cerámico.
No obstante, tales taladros tienen aún un empleo limitado en cuanto a los materiales que se van a taladrar y 30 a las velocidades y avances de corte de los taladros. Durante los taladrados en materiales tan duros como los materiales refractarios tales como superaleaciones a base, por ejemplo, de níquel y de cobalto (cuya dureza es cercana a 440 Vickers) y cuando las velocidades de corte y de avance son muy elevadas, por ejemplo cuando la velocidad de corte es superior aproximadamente a 400 metros/minuto y cuando la velocidad de avance es superior a 0,04 milímetros por vuelta, los esfuerzos de torsión y de compresión axial generados y aplicados sobre los taladros 35 de la técnica anterior son tales que su ruptura es inevitable. Además, los esfuerzos de corte ejercidos por tales taladros sobre las piezas que se van a taladrar y los rozamientos entre las superficies radialmente externas de los taladros y las superficies cilíndricas de los agujeros inducen tensiones térmicas en los taladros y las piezas que se van a taladrar que provocan una degradación acelerada de los taladros y una deformación de las piezas cuando se intenta efectuar agujeros a una gran velocidad en materiales de gran dureza. 40
Además, a medida que la profundidad de los agujeros aumenta, los esfuerzos de torsión aplicados sobre los taladros cerámicos son cada vez más importantes por una parte porque la superficie externa del taladro que roza contra la superficie cilíndrica interna del agujero es cada vez más importante pero igualmente porque, para grandes velocidades de taladrado, los taladros cerámicos de la técnica anterior no permiten evacuar eficazmente una gran cantidad de virutas, lo que provoca que aumenten los fenómenos de atasco en el taladro, por consiguiente, los 45 esfuerzos de torsión aplicados sobre el taladro y los riesgos de rotura de éste. Estos inconvenientes impiden generalmente taladrar a gran velocidad agujeros cuya profundidad sea superior al diámetro del taladro.
Un objeto de la invención es evitar los inconvenientes citados anteriormente y aportar una solución, técnicamente simple y poco costosa, que permite mejorar los rendimientos de los taladros cerámicos y taladrar a una velocidad muy grande en materia cerámica de acuerdo con la reivindicación independiente 1 y que comprende: 50
una cola cilíndrica,
una parte tallada que se extiende axialmente en la prolongación de la cola y cuyo extremo libre forma la cabeza del taladro, siendo la parte tallada en forma de tronco de cono cuya base está situada del lado de la cabeza del taladro,
comprendiendo la cabeza del taladro al menos dos aristas de corte y una arista central entre las dos aristas de corte, 55 comprendiendo la parte tallada dos labios separados por dos estrías que se extienden desde la cabeza del taladro
hacia la cola del taladro, comprendiendo cada labio un reborde y comprendiendo cada estría una cara de corte principal adyacente a un reborde y a una arista de corte principal, siendo al menos la parte tallada de material cerámico, caracterizado porque:
el ángulo de corte del taladro es positivo,
una cara de salida se extiende desde cada arista de corte principal con un ángulo de salida positivo 5 comprendido entre 4 y 10 grados aproximadamente con respecto a un plano perpendicular al eje de rotación del taladro,
dos picaduras que forman dos caras de corte secundarias se extienden desde la arista central con un ángulo positivo comprendido entre 1 y 7 grados aproximadamente con respecto al eje de rotación del taladro. 10
En un modo de realización, los labios y las estrías están arrollados helicoidalmente alrededor del eje del taladro con un ángulo de hélice comprendido entre 20 y 30 grados aproximadamente y preferentemente entre 20 y 25 grados aproximadamente con respecto al eje del taladro.
En otro modo de realización, la conicidad de la parte tallada está comprendida entre 1 y 5 grados aproximadamente y preferentemente entre 2 y 4 grados aproximadamente. 15
En otro modo de realización, el espesor de cada reborde es inferior aproximadamente a un décimo y preferentemente inferior o igual aproximadamente a un veinteavo del diámetro externo de la parte tallada.
Varias ventajas resultan de la combinación de las características dimensionales y geométricas del taladro de acuerdo con la invención.
Una de estas ventajas es reducir considerablemente los esfuerzos de torsión y de comprensión aplicados al 20 taladro para evitar la rotura o la cizalladura de éste durante taladrados a gran velocidad en materiales muy duros tales como superaleaciones a base de níquel y de cobalto. Para reducir los esfuerzos de torsión, sin disminuir las características de resistencia mecánica del taladro, se han adoptado varias soluciones, residiendo una de ellas en que el espesor de los rebordes se limita para reducir el par de rozamiento entre el taladro y la pared cilíndrica interna del agujero, siendo los rebordes las únicas partes del taladro en contacto con la pared cilíndrica interna del agujero. 25 La conicidad de la parte tallada del taladro comprendida entre 1 y 3 grados aproximadamente permite igualmente reducir el par de rozamiento entre el taladro y la pared del agujero, estando entonces los rebordes en contacto con la pared cilíndrica interna del agujero solamente en la proximidad de la cabeza del taladro. Por el contrario, en lo que se practica para fabricar los taladros cerámicos de la técnica anterior, los ángulos de corte del taladro de acuerdo con... [Seguir leyendo]
Reivindicaciones:
1. Taladro de materia cerámica que comprende:
una cola cilíndrica (2),
una parte tallada (3) que se extiende axialmente en la prolongación de la cola (2) y cuyo extremo libre (10) forma la cabeza del taladro, siendo la parte tallada (3) en forma de tronco de cono cuya base está situada del lado de la cabeza (10) del taladro (1), 5
comprendiendo la cabeza del taladro (10) dos aristas de corte principales (18) y una arista central (19) entre las dos aristas de corte principales (18), comprendiendo la parte tallada (3) dos labios (8) y dos estrías (9) que se extienden alternativamente alrededor del eje de rotación (4) del taladro (1), extendiéndose los labios (8) y las estrías (9) desde la cabeza del taladro (10) hacia la cola del taladro (2), comprendiendo lada labio (8) un reborde (12) y comprendiendo cada estría una cara de corte principal (16) adyacente a un reborde (12) y a una arista de corte 10 principal (18), siendo al menos la parte tallada (3) del taladro (1) de material cerámico, caracterizado porque:
el ángulo de corte (22) del taladro es positivo,
una cara de salida (21) se extiende desde cada arista de corte principal (18) con un ángulo de salida comprendido entre 4 y 10 grados aproximadamente con respecto a un plano perpendicular al eje de rotación (4) del taladro (1), 15
dos picaduras (27) que forman dos caras de corte secundarias (28) se extienden desde la arista central (19) con un ángulo de corte positivo (29) comprendido entre 1 y 7 grados aproximadamente con respecto al eje de rotación (4) del taladro (1).
2. Taladro de materia cerámica de acuerdo con la reivindicación 1, caracterizado porque los labios (8) y las estrías (9) están arrollados helicoidalmente alrededor del eje de rotación (4) del taladro (1) con un ángulo de 20 hélice (11) comprendido entre 20 y 30 grados aproximadamente con respecto al eje (4) del taladro (1).
3. Taladro de materia cerámica de acuerdo con la reivindicación 2, caracterizado porque el ángulo de hélice está comprendido entre 20 y 25 grados aproximadamente.
4. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la conicidad (26) de la parte tallada (3) está comprendida entre 1 y 5 grados aproximadamente. 25
5. Taladro de materia cerámica de acuerdo con la reivindicación 4, caracterizado porque la conicidad (26) de la parte tallada (3) está comprendida entre 2 y 4 grados aproximadamente.
6. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque el espesor (14) de cada reborde (12) está comprendido entre 0,2 y 0,8 mm.
7. Taladro de materia cerámica de acuerdo con la reivindicación 6, caracterizado porque el espesor (14) 30 de cada reborde (12) está comprendido entre 0,4 y 0,8 mm.
8. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque cada reborde tiene un espesor inferior o igual a un veinteavo aproximadamente del diámetro externo del taladro.
9. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque el ángulo de salida está comprendido entre 6 u 8 grados con respecto a un plano perpendicular al eje de rotación (4) 35 del taladro (1).
10. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 9, caracterizado porque cada cara de salida se prolonga en una cara de contra-salida.
11. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 10, caracterizado porque cada arista de corte principal del taladro y el borde de ataque de cada reborde, que forma una arista de intersección 40 entre cada reborde y una cara de corte, son redondeados con un radio comprendido entre 2 y 40 micrómetros aproximadamente.
12. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 11, caracterizado porque los puntas del taladro comprenden un chaflán de 0,5 milímetros aproximadamente a 20 grados aproximadamente con respecto al eje del taladro. 45
13. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 12, caracterizado porque el ángulo de punta del taladro correspondiente al ángulo formado por las dos aristas de corte principales está comprendido entre 140 y 155 grados aproximadamente.
14. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 13, caracterizado porque la materia cerámica es a base de óxido de aluminio, de circonio, de nitruro de silicio o de cerámica mixta.
15. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 14, caracterizado porque la materia cerámica está reforzada por fibras de carburo de silicio.
16. Taladro de materia cerámica de acuerdo con una de las reivindicaciones 1 a 15, caracterizado porque 5 el taladro está destinado al taladrado de los materiales refractarios, tales en particular como materiales aeronáuticos a base de níquel y a base de cobalto, y por ejemplo un inconel 718 de dureza igual aproximadamente a 440 Vickers.
17. Procedimiento de taladrado por medio de un taladro de materia cerámica descrito en una de las reivindicaciones 1 a 16, caracterizado porque las velocidades de corte periférico del taladro están comprendidas entre 400 y 1000 metros por minuto aproximadamente y las velocidades de avance del taladro están comprendidas 10 entre 0,04 y 0,1 milímetros por vuelta.
18. Procedimiento de taladrado de acuerdo con la reivindicación 17, caracterizado porque las velocidades de corte periférico del taladro están comprendidas entre 400 y 600 metros por minuto aproximadamente.
19. Procedimiento de taladrado de acuerdo con la reivindicación 17 ó 18, caracterizado porque el taladrado se efectúa en seco. 15
20. Procedimiento de taladrado de acuerdo con una de las reivindicaciones 17 a 19, caracterizado porque el taladrado es una operación de esbozado que no necesita centrado previo.
21. Procedimiento de taladrado de acuerdo con una de las reivindicaciones 17 a 20, caracterizado porque una sola operación de taladrado es necesaria para realizar el agujero final.
22. Procedimiento de taladrado de acuerdo con una de las reivindicaciones 17 a 21, caracterizado porque 20 la profundidad de taladrado es superior al diámetro de la parte tallada del taladro
.
Patentes similares o relacionadas:
 BROCA PARA PERFORACION A GRAN VELOCIDAD DE MATERIALES COMPUESTOS, del 26 de Mayo de 2010, de SNECMA: Broca que comprende una cola , una parte tallada en forma de tronco de cono que se extiende hasta la cola y cuya base está situada a nivel de una extremidad […]
BROCA PARA PERFORACION A GRAN VELOCIDAD DE MATERIALES COMPUESTOS, del 26 de Mayo de 2010, de SNECMA: Broca que comprende una cola , una parte tallada en forma de tronco de cono que se extiende hasta la cola y cuya base está situada a nivel de una extremidad […]
 HERRAMIENTA Y PROCEDIMIENTO PARA DESBARBAR TALADROS, del 5 de Noviembre de 2009, de GUHRING, JORG: Herramienta de espiga de accionamiento rotatorio para el desbarbado de líneas de recorte en los extremos de salida de taladros como, por ejemplo, de taladros que desembocan […]
HERRAMIENTA Y PROCEDIMIENTO PARA DESBARBAR TALADROS, del 5 de Noviembre de 2009, de GUHRING, JORG: Herramienta de espiga de accionamiento rotatorio para el desbarbado de líneas de recorte en los extremos de salida de taladros como, por ejemplo, de taladros que desembocan […]
Broca y método para fabricar una broca para taladro, del 1 de Julio de 2020, de Subaru Corporation: Una broca con al menos un borde de corte, en donde una forma proyectada de un área de paso de una línea de cresta del al menos un borde de corte , cuando se hace […]
Herramienta de corte giratoria que tiene cuerpo sintetizado de diamante policristalino, del 13 de Mayo de 2020, de MITSUBISHI MATERIALS CORPORATION: Una herramienta de corte giratoria que incluye un material de diamante policristalino, comprendiendo la herramienta de corte giratoria: un cuerpo de herramienta […]
Broca y método de perforación, del 29 de Abril de 2020, de Kuritakoki Co., Ltd: Una broca que incluye un mango y un cuerpo que es continuo desde el mango , teniendo el cuerpo una superficie periférica […]
Revestimiento duro y elemento recubierto con un revestimiento duro, del 15 de Enero de 2020, de OSG Corporation: Un revestimiento duro que recubre la superficie de un substrato , de manera que dicho revestimiento duro tiene un espesor total de 0,5-20 μm y comprende […]
Recubrimiento duro y miembro cubierto con recubrimiento duro, del 8 de Enero de 2020, de OSG Corporation: Un recubrimiento duro que cubre una superficie de un sustrato, en donde dicho recubrimiento duro tiene un grosor total de 0,5-20 μm e incluye una […]
Broca, del 10 de Julio de 2019, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Una broca para producir una perforación en una pieza de trabajo, con: Un cuerpo de base , caracterizado por que, al menos un primer […]