SISTEMA DE SOPORTE INTERCAMBIABLE PARA MOLDES DE INYECCIÓN DE VARIOS COMPONENTES.
Sistema de soporte intercambiable para moldes de varios componentes,
en máquinas de moldeo de inyección utilizado para la fabricación de piezas de plástico de varios componentes, caracterizado porque tiene un cuerpo de fijación principal (13) con dos extensiones o brazos, perpendiculares al marco y paralelos entre sí, con la capacidad de cambiar el espacio por medio de los dispositivos de ajuste (10 y 14), presentando agujeros longitudinales con guías en el exterior (5 y 16) donde está funcionando un dispositivo deslizante, accionado por dos cilindros (8 y 23), este dispositivo deslizante incluye dos platinas libres (6 y 18) con deslizamiento únicamente y dos platinas (7 y 17) que también tienen un movimiento rotatorio accionado por motorización (20), en el soporte, el molde frontal (12) está montado en el lado interior del cuerpo principal (13), el molde central (4) está montado entre las placas de soporte rotatorias (7 y 17) y el segundo molde trasero (2) está montado en la platina de desplazamiento de la máquina (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/PT2006/000027.
Solicitante: Plasdan-Maquinas Para Plasticos, Lda.
Nacionalidad solicitante: Portugal.
Dirección: RUA 52, Nº 44 TRUTAS 2430-520 MARINHA GRANDE PORTUGAL.
Inventor/es: ARAÚJO,Paulo Juliano Pereira da Silva.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Noviembre de 2006.
Clasificación Internacional de Patentes:
B29C45/04D2
B29C45/16C5
Clasificación PCT:
B29C45/16TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Sistema de soporte intercambiable para moldes de inyección de varios componentes El proceso y la tecnología para el moldeo de inyección de piezas de plástico se han incrementado considerablemente en los últimos años. La tecnología de varios componentes ha alcanzado una masa crítica, dirigida por un diseño de productos moderno, que requiere múltiples materiales; industrias como la de juguetes, de automóviles, del consumidor, de embalaje y accesorios, en las que los múltiples colores llamativos o las combinaciones de material duro/blando mejoran la apariencia y el tacto de los productos. Hay ejemplos, parte de nuestra rutina diaria, como un cepillo de dientes simple de dos componentes. Además de las propiedades ergonómicas y estéticas del moldeo de varios componentes, hay muchas aplicaciones en las que esta tecnología permite una producción más eficiente de piezas técnicas, como sellos y válvulas. Otra aplicación de la tecnología de varios componentes es la producción de artículos con componentes móviles, como juntas deslizantes o bisagras a través de la elección de materiales de polímero sin unión o el control apropiado del proceso, de forma que los materiales no se unan. Por lo tanto, la ventaja más significativa de utilizar la tecnología de varios componentes es la posibilidad de producir artículos con combinaciones de funcionalidad, color o textura diferentes en una única operación de fabricación, sin necesidad de un montaje después del proceso de moldeo. Esto proceso da como resultado beneficios claros, incluyendo ventajas económicas. Hay varios procesos de producción de varios componentes disponibles, en función de los resultados deseados. 1) Procesos de bi-inyección, co-moldeo, moldeo por inyección de sándwich o melt merging (fundir fusionamiento): en los que los componentes se inyectan de forma simultánea o en secuencia para una cavidad, utilizando dos unidades de inyección independientes; 2) Proceso core-back: en el que, después de la inyección y la refrigeración del primer componente, el accionamiento de una parte del molde y la apertura de una válvula permite la inyección de un segundo material en la misma cavidad. 3) Proceso de moldeo por transferencia: el primer componente se inyecta en el molde de una máquina y, a continuación, se transfiere a otra cavidad del molde en la misma máquina o en una segunda máquina, donde se inyecta el segundo componente. Esta transferencia puede ser manual o automática a través de un dispositivo adecuado. 4) Procesos rotatorios: el proceso de varios componentes se lleva a cabo en un molde y en una máquina de moldeo de inyección. El primer componente se inyecta y se gira en otra cavidad en la que se produce la inyección del segundo componente. En función de la geometría de la pieza, su tamaño y la fuerza de fijación de la máquina, se utilizan varios métodos de rotación: Rotación con un plato divisor o tablas rotatorias integradas en la herramienta o en la máquina. Las ventajas de las tablas y los moldes rotatorios en comparación con los procesos descritos anteriormente, son que tienen menos tiempo de ciclo y una producción más económica en una máquina de moldeo con múltiples unidades de inyección. 5) Proceso de moldeo de pila rotatorio: este proceso es similar al moldeo de pila tradicional; en el que se utilizan múltiples planos de separación. Este tipo de molde permite, como mínimo, doblar el número de cavidades, doblar por tanto la producción de piezas, de una máquina determinada. En un sistema de moldeo de pila rotatorio, la parte central del molde gira, permitiendo que un componente o material se moldee y un plano de separación y otros materiales se moldeen en el segundo plano de separación. Los sistemas más recientes basados en este proceso introducen un bloque rotatorio central en la herramienta, que gira en un eje vertical. Este sistema de moldeo de varios componentes también permite la producción de piezas grandes / largas que necesitarían una máquina de un tamaño mucho mayor utilizando los sistemas de rotación descritos anteriormente. En resumen, los sistemas de molde de pila rotatorio permiten tanto doblar la producción como el uso de equipo de capital significativamente más pequeño que los sistemas rotatorios previamente descritos. Estos sistemas de molde de pila rotatorio, con independencia de todas las ventajas mencionadas, con frecuencia tienen la desventaja de los tiempos de cambio de molde o de elevado funcionamiento debido a sus complejidades. La industria moderna sabe que el tiempo es dinero y requiere tiempos de cambio de equipo mínimos para las operaciones de producción. 2 ES 2 367 813 T3 Hay soluciones que intentan tratar estas complejas incidencias, permitiendo cambios de moldes rápidos y eliminando por tanto el tiempo de inactividad. Se conocen algunas invenciones en esta área, como la patente US6,558,149, USD2002/0101005 y otras. Estos ejemplos describían sistemas de soporte de molde con funcionalidades incorporadas como el suministro eléctrico, de agua o de aceite. Estos sistemas de soporte rotatorios tienen el inconveniente de ser dependientes de la máquina en la que están instalados. Se dan a conocer dispositivos adicionales en WO 2005/030461 A2, DE 202004020290 U1 y US 6447280. El componente principal de nuestra invención es un sistema de soporte en forma de C (13) en las figuras 1 y 2, cuya constitución y funcionalidad básicas permiten la fácil instalación y el inicio de las herramientas, utilizadas en la producción de artículos de desviación múltiple. La presente invención, junto a las ventajas mencionadas anteriormente, se vuelve a instalar fácilmente en cualquier otra máquina de moldeo de inyección. Esto es posible, ya que es independiente de la máquina de inyección. El objetivo de esta invención es probar un sistema de soporte intercambiable con un sistema rotatorio integrado, para moldes de pila rotatorios, utilizados para la producción de artículos de varios componentes, independientes de la máquina de moldeo de inyección. La invención descrita en este documento está relacionada con un dispositivo de soporte intercambiable que mejora de forma significativa la productividad de los sistemas de moldeo de varios componentes, ya que permite la instalación sencilla de los moldes, así como la mejora considerable del tiempo de instalación del sistema completo en diferentes máquinas de inyección. La invención descrita en este documento de una manera simplificada, se basa en el hecho de que el sistema de soporte completo se fija únicamente en una de las platinas de la máquina, permitiendo de este modo la transferencia rápida del equipo a otra máquina de moldeo de inyección, si es necesario. El hecho de que existe un soporte (13) con forma de "C" con brazos en ángulo recto ajustables al molde, integrando los mecanismos necesarios para el funcionamiento del molde, permite cambios de molde rápidos. Puesto que el sistema de soporte se fija en una de las platinas de la máquina (11 fig 1 y fig. 2), se puede llevar a cabo de forma fácil y sencilla la reinstalación y la retirada rápidas en una máquina de moldeo de inyección diferente. La invención, SISTEMA DE SOPORTE INTERCAMBIABLE, que consta de un soporte (13) con un marco rectangular, que tiene dos brazos paralelos, perpendiculares al marco, equipado cada uno con un dispositivo deslizante y un dispositivo rotatorio. El dispositivo deslizante está impulsado por un cilindro hidráulico, permitiendo su movimiento longitudinal. Una unidad rotatoria se acopla a este sistema, que consta de un accionador rotatorio independiente y dos platinas de soporte, una superior (7) y otra inferior (17). La parte rotatoria central del molde, diseñada por el molde central (4) está instalada entre las platinas de soporte, que se desplazan de forma longitudinal por la acción del dispositivo deslizante y gira alrededor del SOPORTE INTERCAMBIABLE (13). Este conjunto se instala en la platina fijada de la máquina de inyección (11). En la parte interior del marco de soporte, se fija una de las mitades de la cavidad del molde, denominada molde frontal (12). El otro lado de la cavidad del molde, para el segundo material que se denomina molde trasero (2), se fija a la platina de desplazamiento de la máquina de inyección (1), como de costumbre. Otras características diferentes de la presente invención quedarán claras a partir de la descripción que aparece más abajo en este documento, a través de un ejemplo de producción y una referencia a las imágenes, la figura 1 es una vista general en perspectiva y la figura 2, una vista de sección vertical. Estas vistas simplificadas están destinadas a ser enunciativas y en ningún caso limitativas: - En referencia a la fig. 1, la presente invención consta del soporte (13), que se puede extraer y es intercambiable, utilizado en el moldeo de los elementos... [Seguir leyendo]
Reivindicaciones:
1. SISTEMA DE SOPORTE INTERCAMBIABLE PARA MOLDES DE VARIOS COMPONENTES, en máquinas de moldeo de inyección utilizado para la fabricación de piezas de plástico de varios componentes, caracterizado porque tiene un cuerpo de fijación principal (13) con dos extensiones o brazos, perpendiculares al marco y paralelos entre 5 sí, con la capacidad de cambiar el espacio por medio de los dispositivos de ajuste (10 y 14), presentando agujeros longitudinales con guías en el exterior (5 y 16) donde está funcionando un dispositivo deslizante, accionado por dos cilindros (8 y 23), este dispositivo deslizante incluye dos platinas libres (6 y 18) con deslizamiento únicamente y dos platinas (7 y 17) que también tienen un movimiento rotatorio accionado por motorización (20), en el soporte, el molde frontal (12) está montado en el lado interior del cuerpo principal (13), el molde central (4) está montado entre las 10 placas de soporte rotatorias (7 y 17) y el segundo molde trasero (2) está montado en la platina de desplazamiento de la máquina (1). 6 ES 2 367 813 T3 7 ES 2 367 813 T3 8
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA MOLDEADA A BASE DE AL MENOS DOS PLASTICOS DIFERENTES, del 12 de Agosto de 2010, de ADCURAM MASCHINENBAUHOLDING GMBH: Procedimiento para fabricar una pieza moldeada a base de al menos dos plásticos diferentes, que comprende los pasos siguientes:
a1) plastificación […]
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE TAMBORES PARA CONTADORES Y APARATOS SIMILARES, del 1 de Junio de 1961, de COMPAGNIE DES COMPTEURS: Un tambor en dos colores, para contadores y aparatos similares, obtenido por inyección en dos fases y que lleva cifras en relieve con relación a la superficie periférica exterior […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
PROCEDIMIENTO DE MOLDEO POR INYECCION, MOLDEO POR COMPRESION O MOLDEO POR TRANSFERENCIA Y HERRAMIENTA DE MOLDEO CORRESPONDIENTE, del 10 de Junio de 2010, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, […]
Control de circuito cerrado de unidad de inyección auxiliar, del 29 de Abril de 2020, de MOLD-MASTERS LIMITED: Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección […]
Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes, del 15 de Abril de 2020, de Z-WERKZEUGBAU-GMBH: Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes con una herramienta de inyección de plástico […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA MOLDEADA A BASE DE AL MENOS DOS PLASTICOS DIFERENTES, del 12 de Agosto de 2010, de ADCURAM MASCHINENBAUHOLDING GMBH: Procedimiento para fabricar una pieza moldeada a base de al menos dos plásticos diferentes, que comprende los pasos siguientes:
a1) plastificación […]
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA MOLDEADA A BASE DE AL MENOS DOS PLASTICOS DIFERENTES, del 12 de Agosto de 2010, de ADCURAM MASCHINENBAUHOLDING GMBH: Procedimiento para fabricar una pieza moldeada a base de al menos dos plásticos diferentes, que comprende los pasos siguientes:
a1) plastificación […] UN PROCEDIMIENTO PARA LA FABRICACIÓN DE TAMBORES PARA CONTADORES Y APARATOS SIMILARES, del 1 de Junio de 1961, de COMPAGNIE DES COMPTEURS: Un tambor en dos colores, para contadores y aparatos similares, obtenido por inyección en dos fases y que lleva cifras en relieve con relación a la superficie periférica exterior […]
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE TAMBORES PARA CONTADORES Y APARATOS SIMILARES, del 1 de Junio de 1961, de COMPAGNIE DES COMPTEURS: Un tambor en dos colores, para contadores y aparatos similares, obtenido por inyección en dos fases y que lleva cifras en relieve con relación a la superficie periférica exterior […]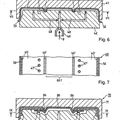 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]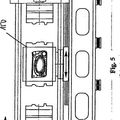 PROCEDIMIENTO DE MOLDEO POR INYECCION, MOLDEO POR COMPRESION O MOLDEO POR TRANSFERENCIA Y HERRAMIENTA DE MOLDEO CORRESPONDIENTE, del 10 de Junio de 2010, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, […]
PROCEDIMIENTO DE MOLDEO POR INYECCION, MOLDEO POR COMPRESION O MOLDEO POR TRANSFERENCIA Y HERRAMIENTA DE MOLDEO CORRESPONDIENTE, del 10 de Junio de 2010, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, […]