SISTEMA DE PRENSADO PARA UNIR Y PRENSAR PIEZAS DE CARCASA PARA OBTENER UNA CARCASA DE MUEBLE.
Sistema de prensado (1) para unir y prensar piezas de carcasa horizontales (2) y verticales (4) para obtener carcasas de muebles,
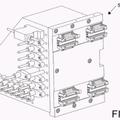
con: una guía (20), que se extiende a lo largo de un primer eje (A), dos elementos de prensado horizontales (22, 24), que están dispuestos en la guía (20), pudiéndose desplazar al menos uno de los elementos de prensado horizontales (22, 24) a lo largo de la guía (20), y los elementos de prensado horizontales (22, 24) entre ellos forman un espacio para unir y prensar las piezas de carcasa horizontales (2) y verticales (4), y al menos un dispositivo de sujeción (16) para sujetar piezas de carcasa verticales (4), que está colocado en la guía (20) o un soporte adicional (18), estando configurado el al menos un dispositivo de sujeción (16) para sujetar al menos dos piezas de carcasa verticales (4), y puede moverse al menos por secciones en el espacio entre los dos elementos de prensado horizontales (22, 24)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08002122.
B27M3/18TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27MTRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › B27M 3/00 Fabricación o restauración de artículos particulares semiacabados o acabados (características de los dispositivos de copiado B23Q; fabricación del contrachapado o de las hojas de madera para el chapado, conformación del contrachapado de las hojas de madera para el chapado con vistas a la formación de artículos B27D; de partes interiores para el contrachapado B27D 1/06; máquinas para clavar o grapar en general B27F 7/00; fabricación de elementos para la tonelería o la fabricación de ruedas B27H). › de mobiliario.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Sistema de presando para unir y prensar piezas de carcasa para obtener una carcasa de mueble Campo de la invención La presente invención se refiere a un sistema de presando y a un procedimiento para unir y prensar piezas de carcasa para obtener una carcasa de mueble. Estado de la técnica En la técnica se conocen dispositivos para unir y prensar piezas de carcasa. Con frecuencia se ensamblan, según esto, en primer lugar las piezas de carcasa individuales para dar una carcasa de mueble, a continuación se insertan en una prensa y finalmente se prensan entre sí. A este respecto se realiza el prensado en alguno de los dispositivos conocidos en caso de carcasa en pie, es decir con presión de prensado horizontal, y en otros dispositivos conocidos en caso de carcasa en posición horizontal, es decir con presión de prensado vertical. En otros dispositivos conocidos en el estado de la técnica se unen las piezas de carcasa individuales en primer lugar en la prensa para obtener una carcasa y a continuación se prensan allí. Un dispositivo de este tipo se conoce, por ejemplo, por el documento EP 1 724 080 A1. Este dispositivo comprende una prensa con dos elementos de prensado que pueden desplazarse entre una posición para prensar piezas de carcasa y una posición para coger piezas de carcasa. Además, el dispositivo comprende un dispositivo de transporte para transportar piezas de carcasa, en el que está previsto un dispositivo de enderezamiento. El dispositivo de enderezamiento está dispuesto de manera estacionaria y presenta dos brazos articulados por medio de los cuales pueden enderezarse verticalmente dos piezas de carcasa que se insertaron en el dispositivo de transporte. En funcionamiento, los dos elementos de prensado se desplazan desde la posición para prensar las piezas de carcasa hacia la posición para coger piezas de carcasa, para coger las piezas de carcasa enderezadas verticalmente. A continuación, los elementos de prensado se desplazan de nuevo a la posición para prensar las piezas de carcasa, para prensar las piezas de carcasa verticales cogidas anteriormente con piezas de carcasa horizontales adicionales para obtener una carcasa de mueble. Aunque el dispositivo según el documento EP 1 724 080 A1 ha mostrado su eficacia, existe una necesidad de un aumento de la eficacia para poder integrar el sistema de prensado por ejemplo también en trenes de fabricación con alta capacidad. Descripción de la invención ES 2 368 015 T3 Por tanto es un objetivo de la invención proporcionar un sistema de prensado para unir y prensar piezas de carcasa para obtener una carcasa de mueble, que permite un aumento de la eficacia en funcionamiento. Este objetivo se soluciona según la invención mediante un sistema prensado con las características de la reivindicación 1, así como un procedimiento para unir y prensar piezas de carcasa para obtener una carcasa de mueble según la reivindicación 18. Ciertos perfeccionamientos ventajosos de la invención se indican en las reivindicaciones dependientes. La invención se basa en la idea de prever un sistema de prensado con el que pueden unirse y prensarse varias carcasas de mueble. Según la invención, el sistema de prensado comprende una guía, que se extiende a lo largo de un primer eje, dos elementos de prensado horizontales, que están dispuestos en la guía, pudiéndose desplazar al menos uno de los elementos de prensado horizontales a lo largo de la guía, y los elementos de prensado horizontales forman entre ellos un espacio para unir y prensar las piezas de carcasa horizontales y verticales, y al menos un dispositivo de sujeción para sujetar piezas de carcasa verticales, que está colocado en la guía o un soporte adicional, estando configurado el al menos un dispositivo de sujeción para sujetar al menos dos piezas de carcasa verticales, y puede moverse al menos por secciones en el espacio entre los dos elementos de prensado horizontales. Según esto la ventaja es que en caso del sistema de prensado según la invención está previsto al menos un dispositivo de sujeción para sujetar piezas de carcasa verticales, con el que pueden sujetarse al menos dos piezas de carcasa verticales y pueden moverse completa o parcialmente en el espacio entre los dos elementos de prensado horizontales. Por consiguiente, mediante el dispositivo de sujeción adicional pueden sujetarse piezas de carcasa verticales adicionales directamente en el espacio entre los dos elementos de prensado horizontales durante un procedimiento de unión y prensado, de modo que pueden unirse y prensarse varias piezas de carcasa simultáneamente. Mediante esto aumenta la eficacia del dispositivo considerablemente. El dispositivo de sujeción según la invención puede estar configurado de manera diferente. Por ejemplo, el al menos un dispositivo de sujeción puede comprender dos brazos, estando configurado cada brazo para sujetar una pieza de carcasa vertical. Para la sujeción de las piezas de carcasa, cada brazo puede comprender al menos un elemento de fijación que está formado preferentemente por un soporte de apriete y/o un elemento de succión. Además, el dispositivo de sujeción puede estar formado también sólo por un brazo que está configurado para sujetar dos piezas de carcasa verticales simultáneamente. En este caso el brazo comprende al menos un elemento de fijación que está formado preferentemente por un soporte de apriete, de modo que pueden sujetarse dos piezas de carcasa verticales simultáneamente. 2 ES 2 368 015 T3 Además, el dispositivo de sujeción según la invención puede estar colocado en la propia guía o en un soporte adicional. Una colocación del al menos un dispositivo de sujeción en la propia guía se considera especialmente en caso de piezas de carcasa pequeñas, mientras que una colocación del al menos un dispositivo de sujeción en el soporte adicional se considera especialmente en caso de piezas de carcasa más grandes. Mediante la colocación del dispositivo de sujeción en el soporte pueden conducirse las piezas de carcasa de manera más flexible hacia la proximidad o hacia el espacio para unir y prensar y la posición de sujeción puede adaptarse de manera más flexible a las respectivas dimensiones de las piezas de carcasa. La expresión piezas de carcasa verticales comprende en el sentido de la invención piezas de carcasa que en caso del propio procedimiento de unión y prensado están dispuestas de manera que se mantienen en pie, es decir esencialmente de manera paralela a una superficie de prensado de los elementos de prensado horizontales. De manera análoga, la expresión piezas de carcasa horizontales comprende en el sentido de la invención piezas de carcasa que en caso del propio procedimiento de unión y prensado están dispuestas de manera tumbada, es decir esencialmente de manera perpendicular a la superficie de prensado de los elementos de prensado horizontales. De manera ventajosa, el soporte se extiende esencialmente de manera paralela al primer eje y puede desplazarse en una dirección esencialmente de manera perpendicular al primer eje. Cuando el al menos un dispositivo de sujeción para sujetar piezas de carcasa verticales está colocado en el soporte, por consiguiente el al menos un dispositivo de sujeción puede moverse mediante únicamente un movimiento lineal del soporte al/en el espacio para unir y prensar entre los elementos de prensado. Esto facilita el control en caso del movimiento del dispositivo de sujeción. Además, el soporte puede desplazarse preferentemente en una dirección esencialmente de manera perpendicular al primer eje, de modo que la altura del soporte puede adaptarse arbitrariamente con respecto al respectivo dispositivo de transporte o durante la sujeción en el propio procedimiento de unión y prensado. Según un perfeccionamiento ventajoso de la presente invención, el sistema de prensado comprende al menos un primer dispositivo de transporte para transportar piezas de carcasa verticales. Mediante la inserción mecánica de las piezas de carcasa verticales puede aumentarse además la eficacia del dispositivo, en comparación con una aproximación manual de las piezas de carcasa verticales. Además, el sistema de prensado comprende adicionalmente aún al menos otro dispositivo de transporte, preferentemente dos dispositivos de transporte adicionales, para transportar piezas de carcasa verticales u horizontales. Según esto es posible insertar mecánica y automáticamente todas las piezas de carcasa necesarias para la fabricación de las carcasas de mueble, de manera que se origina un aumento de la eficacia adicional del sistema de prensado según la invención. Los respectivos dispositivos de transporte del sistema de prensado pueden estar formados en el contexto de la invención por cualquier dispositivo de transporte conocido. Preferentemente, el respectivo dispositivo de transporte está formado por un transportador... [Seguir leyendo]
Reivindicaciones:
1. Sistema de prensado (1) para unir y prensar piezas de carcasa horizontales (2) y verticales (4) para obtener carcasas de muebles, con: una guía (20), que se extiende a lo largo de un primer eje (A), dos elementos de prensado horizontales (22, 24), que están dispuestos en la guía (20), pudiéndose desplazar al menos uno de los elementos de prensado horizontales (22, 24) a lo largo de la guía (20), y los elementos de prensado horizontales (22, 24) entre ellos forman un espacio para unir y prensar las piezas de carcasa horizontales (2) y verticales (4), y al menos un dispositivo de sujeción (16) para sujetar piezas de carcasa verticales (4), que está colocado en la guía (20) o un soporte adicional (18), estando configurado el al menos un dispositivo de sujeción (16) para sujetar al menos dos piezas de carcasa verticales (4), y puede moverse al menos por secciones en el espacio entre los dos elementos de prensado horizontales (22, 24). 2. Sistema de prensado (1) según la reivindicación 1, en el que se extiende el soporte (18) esencialmente de manera paralela al primer eje (A) y puede desplazarse en una dirección esencialmente de manera perpendicular al primer eje (A). 3. Sistema de prensado (1) según la reivindicación 1 ó 2, con al menos un primer dispositivo de transporte (10) para transportar piezas de carcasa verticales (4). 4. Sistema de prensado (1) según una de las reivindicaciones 1 a 3, adicionalmente con al menos otro dispositivo de transporte (11, 12) para transportar piezas de carcasa verticales u horizontales (2). 5. Sistema de prensado (1) según la reivindicación 4, en el que la guía (20) está dispuesta por encima del primer (10) y/o del al menos otro (11, 12) dispositivo de transporte y puede desplazarse en una dirección esencialmente de manera perpendicular al primer eje (A). 6. Sistema de prensado (1) según una de las reivindicaciones 3 a 5, adicionalmente con al menos un dispositivo de enderezamiento asignado al primer dispositivo de transporte (10) para piezas de carcasa verticales. 7. Sistema de prensado (1) según la reivindicación 6, en el que el al menos un dispositivo de enderezamiento comprende al menos dos elementos de enderezamiento (15). 8. Sistema de prensado (1) según la reivindicación 7, en el que los elementos de enderezamiento (15) presentan respectivamente al menos un elemento de fijación, preferentemente un elemento de succión y/o un soporte de apriete. 9. Sistema de prensado (1) según la reivindicación 7 u 8, en el que los elementos de enderezamiento (15) pueden girarse desde una primera posición, que se encuentra esencialmente de manera perpendicular al primer dispositivo de transporte (10), hacia una segunda posición que se encuentra esencialmente de manera paralela al primer dispositivo de transporte (10). 10. Sistema de prensado (1) según una de las reivindicaciones 1 a 9, en el que el al menos un dispositivo de sujeción (16) está dispuesto en el soporte (18) o la guía (20) de manera desplazable y/o giratoria. 11. Sistema de prensado (1) según una de las reivindicaciones 1 a 10, en el que el al menos un dispositivo de sujeción (16) presenta respectivamente al menos un elemento de fijación, preferentemente un elemento de succión y/o un soporte de apriete. 12. Sistema de prensado (1) según una de las reivindicaciones 1 a 11, en el que los dos elementos de prensado horizontales (22, 24) pueden desplazarse a lo largo de la guía (20). 13. Sistema de prensado (1) según una de las reivindicaciones 1 a 12, en el que los elementos de prensado horizontales (22, 24) están dispuestos suspendidos hacia abajo en la guía (20). 14. Sistema de prensado (1) según una de las reivindicaciones 1 a 13, en el que los elementos de prensado horizontales (22, 24) presentan respectivamente al menos una superficie de prensado vertical que está dispuesta por debajo de la guía (20). 15. Sistema de prensado (1) según la reivindicación 14, en el que el espacio para unir y prensar las piezas de carcasa horizontales (2) y verticales (4) está formado entre las superficies de prensado verticales de los dos elementos de prensado horizontales (22, 24). 16. Sistema de prensado (1) según la reivindicación 14 ó 15, en el que en la zona de las superficies de prensado verticales está previsto al menos un elemento de fijación, preferentemente un elemento de succión. 17. Sistema de prensado (1) según una de las reivindicaciones 4 a 16, en el que la guía (20) está formada por al 7 ES 2 368 015 T3 menos un travesaño que puede desplazarse a lo largo de un portal (30) que se extiende a través del primer (10) y del al menos otro (11, 12) dispositivo de transporte. 18. Procedimiento para unir y prensar piezas de carcasa horizontales (2) y verticales (4) para obtener carcasas de muebles, que comprende las siguientes etapas: 5 insertar al menos dos primeras piezas de carcasa verticales (4) por medio de un primer dispositivo de transporte (10), enderezar las primeras piezas de carcasa verticales (4) por medio de un dispositivo de enderezamiento, mover al menos un dispositivo de sujeción (16) a las primeras piezas de carcasa verticales (4) enderezadas, sujetar las primeras piezas de carcasa verticales (4) enderezadas con el al menos un dispositivo de sujeción 10 (16), transportar las primeras piezas de carcasa verticales (4) con el al menos un dispositivo de sujeción (16) hacia un espacio para unir y prensar, proporcionar al menos dos piezas de carcasa verticales (4) adicionales y al menos dos piezas de carcasa horizontales (2) en el espacio para unir y prensar, y 15 unir las piezas de carcasa horizontales (2) y verticales (4) y prensar las piezas de carcasa horizontales (2) y verticales (4) unidas para obtener una carcasa de mueble. 19. Procedimiento según la reivindicación 18, en el que las dos piezas de carcasa verticales (4) adicionales se sujetan mediante dos elementos de prensado horizontales (22, 24). 20. Procedimiento según la reivindicación 18 ó 19, en el que las piezas de carcasa horizontales (2) y/o las piezas de 20 carcasa verticales (4) adicionales se insertan mediante al menos otro dispositivo de transporte (11, 12). 8 ES 2 368 015 T3 9 ES 2 368 015 T3 ES 2 368 015 T3 11
Patentes similares o relacionadas:
Procedimiento de fabricación de láminas de madera para lámparas y lámina de madera obtenida, del 4 de Enero de 2019, de LUZIFERLAMPS, S.L: La invención se refiere al procedimiento que permite obtener una lámina de madera de un espesor de entre 0,6 y 0,8 mm, donde ambas superficies están recubiertas de una película […]
PROCEDIMIENTO DE FABRICACIÓN DE LÁMINAS DE MADERA PARA LÁMPARAS Y LÁMINA DE MADERA OBTENIDA, del 3 de Enero de 2019, de LUZIFER LAMPS, S.L: La invención se refiere al procedimiento que permite obtener una lámina de madera de un espesor de entre 0,6 y 0,8 mm, donde ambas superficies […]
Método para hacer agujeros en tablas de aglomerado para muebles y una tabla de aglomerado para muebles con agujeros, del 31 de Mayo de 2017, de Furnirex Sp. z o.o: Un método para hacer agujeros en tablas de aglomerado para muebles que comprende una capa interna de viruta que contiene sustancias olorosas y/o […]
Procedimiento y sistema de gestión de la optimización para la producción ajustada en líneas de producción de paneles en la industria del mueble, del 7 de Diciembre de 2016, de G.P. Consulting di Giuseppe Pritelli & C. S.a.s: Procedimiento para la gestión de la optimización de las líneas de producción de paneles en la industria del mueble, particularmente con organización de la producción en elementos […]
Ensamblaje automatizado de puertas, del 5 de Octubre de 2016, de MASONITE CORPORATION: Una estación de prensado de puertas, que comprende:
al menos una prensa que comprende una matriz superior que presenta una superficie convexa superior […]
Aparato para procesar componentes de mobiliario, muebles y similares, del 9 de Marzo de 2016, de T.O.P. S.r.l: Un aparato para procesar componentes de mobiliario, muebles y similares, comprendiendo dicho aparato un conjunto de soporte para soportar paneles a ser […]
Máquina para procesar paneles de madera utilizados para la fabricación de piezas de mobiliario, del 14 de Enero de 2016, de T.O.P. S.r.l: Una máquina de fabricación de piezas de mobiliario adecuada para el procesamiento continuo de paneles de piezas de mobiliario de gran […]
CONJUNTO DE ENSAMBLAJE Y MONTAJE DE UNA CASA DE MUÑECAS, del 18 de Junio de 2015, de LARGO MACIAS,TOMAS: 1. Conjunto de ensamblaje y montaje de una casa de muñecas, caracterizado por el hecho de que comprende una pluralidad de paneles de disposición general […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Aparato para procesar componentes de mobiliario, muebles y similares, del 9 de Marzo de 2016, de T.O.P. S.r.l: Un aparato para procesar componentes de mobiliario, muebles y similares, comprendiendo dicho aparato un conjunto de soporte para soportar paneles a ser […]
Aparato para procesar componentes de mobiliario, muebles y similares, del 9 de Marzo de 2016, de T.O.P. S.r.l: Un aparato para procesar componentes de mobiliario, muebles y similares, comprendiendo dicho aparato un conjunto de soporte para soportar paneles a ser […]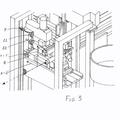 Máquina para procesar paneles de madera utilizados para la fabricación de piezas de mobiliario, del 14 de Enero de 2016, de T.O.P. S.r.l: Una máquina de fabricación de piezas de mobiliario adecuada para el procesamiento continuo de paneles de piezas de mobiliario de gran […]
Máquina para procesar paneles de madera utilizados para la fabricación de piezas de mobiliario, del 14 de Enero de 2016, de T.O.P. S.r.l: Una máquina de fabricación de piezas de mobiliario adecuada para el procesamiento continuo de paneles de piezas de mobiliario de gran […]