SISTEMA PARA EL MECANIZZDO DE PIEZAS PLASTICAS.
Sistema para el mecanizado de piezas plásticas.La invención describe un dispositivo para el mecanizado de piezas plásticas,
fundamentalmente rebabas de piezas conformadas mediante inyección de plástico, que comprende: un vástago (2) rotatorio; unos brazos (3a, 3b), conectados al vástago (2) rotatorio y basculantes alrededor de unos ejes perpendiculares al eje de rotación del vástago (2), de modo que el giro del vástago (2) provoca que los brazos (3a, 3b) se abran bajo la acción de la fuerza centrífuga; y un cuerpo (6) desplazable en dirección longitudinal, alrededor del cual gira el vástago (3a, 3b) rotatorio, de modo que en una posición adelantada el cuerpo (6) empuja los brazos (3a, 3b), provocando su cierre alrededor del molde (5) de mecanizado, mientras que en una posición retrasada permite la apertura de los brazos (3a, 3b) bajo la fuerza centrífuga, liberando el molde (5) de mecanizado
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200803601.
Solicitante: UNIVERSIDAD DE ZARAGOZA..
Nacionalidad solicitante: España.
Provincia: ZARAGOZA.
Inventor/es: TORRES PORTERO,MIGUEL ANGEL.
Fecha de Solicitud: 18 de Diciembre de 2008.
Fecha de Publicación: .
Fecha de Concesión: 2 de Agosto de 2011.
Clasificación Internacional de Patentes:
- B23D79/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Métodos, máquinas o dispositivos no previstos en otro lugar, para el trabajo del metal por levantamiento de materia (por medio de operaciones combinadas B23D 81/00; fabricación de metal por acción de una fuerte concentración de corriente electrica B23H; corte por haz de electrones B23K 15/00, por rayos láser B23K 26/00; otros procedimientos mecánicos de trabajo del metal B23P; portaherramientas de máquinas-herramientas B23Q 3/00; empuñaduras o mangos de instrumentos manuales B25G).
- B29C37/02 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 37/00 Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00. › Desbarbado.
Clasificación PCT:
- B23D79/00 B23D […] › Métodos, máquinas o dispositivos no previstos en otro lugar, para el trabajo del metal por levantamiento de materia (por medio de operaciones combinadas B23D 81/00; fabricación de metal por acción de una fuerte concentración de corriente electrica B23H; corte por haz de electrones B23K 15/00, por rayos láser B23K 26/00; otros procedimientos mecánicos de trabajo del metal B23P; portaherramientas de máquinas-herramientas B23Q 3/00; empuñaduras o mangos de instrumentos manuales B25G).
- B29C37/02 B29C 37/00 […] › Desbarbado.
Fragmento de la descripción:
Sistema para el mecanizado de piezas plásticas.
Objeto de la invención
El objeto principal de la invención es un dispositivo para el mecanizado de piezas plásticas, fundamentalmente rebabas de piezas conformadas mediante inyección de plástico. Más particularmente, se trata de mecanizar la rebaba en la zona de unión del molde de piezas de material termoplástico.
Antecedentes de la invención
El moldeo por inyección es un proceso de fabricación para producir piezas de materiales termoendurecibles. Se inyecta el material fundido a alta presión en un molde, normalmente de acero o aluminio, el cual tiene una forma inversa de la del producto que se desea moldear. El moldeo por inyección se emplea ampliamente para fabricar una gran variedad de piezas, desde pequeños componentes hasta grandes partes empleadas en automoción.
Un tipo particular de moldeo por inyección está dirigido a la inyección de plásticos, en el que el material que se inyecta es un termoplástico. Uno de los problemas que suelen generar estos procesos es que se producen rebabas causadas por la salida de pequeñas cantidades de material plástico por las juntas entre las dos piezas que constituyen el molde. Por este motivo, es imprescindible efectuar un proceso final de desbarbado o eliminación de las rebabas, sobre todo con el fin de facilitar la unión, acople o ensamble de las piezas mecanizadas con otras piezas.
Actualmente, los sistemas de mecanización industriales para piezas de material termoplástico conocidos son los siguientes:
- Sistemas de mecanización por torneado: el arranque de viruta se realiza mediante una herramienta de corte que trabaja en dos movimientos, avance lineal y profundización de pasada.
- Sistemas de mecanización por fresado: rasurado, corte, arranque en formas circular, helicoidal, de engranajes, etc.
- Sistemas de mecanización por taladrado: combinación del movimiento de giro más el avance de una herramienta específica denominada broca para hacer orificios cilíndricos.
- Sistemas de mecanización por aserrado: para el corte de piezas se utilizan principalmente dos tipos de herramienta, la sierra circular de acero rápido con dientes sin triscar, vaciados lateralmente (consiste en un disco con dientes en su borde, que corta mediante un movimiento de giro y avance en profundidad) y la sierra de cinta, de dientes triscados (inclinados alternativamente para que el surco sea más espeso que la hoja y ésta se deslice bien). Su forma es la de una larga cinta en lazo cerrado, que realiza un movimiento longitudinal continuo.
- Sistemas de mecanización por cepillado: arranque de virutas de piezas planas para rebajar su grosor, mediante el corte con una lámina de filo cortante inserta en la herramienta (cepillo manual de carpintería o cepillo eléctrico).
- Sistemas de mecanización por cizallamiento: operación de corte que desgarra las láminas mediante la acción de dos cuchillas que se deslizan una sobre la otra. Se emplea como herramienta manual la guillotina y como máquina la cizalla, ambas con alta capacidad de corte pero sin posibilidad de cortes curvos.
- Sistema de mecanización mediante corte por hilo: eliminación del material termoplástico sobrante por medio de un hilo caliente.
- Sistema de mecanización para acabados: herramientas que producen virutas muy pequeñas para terminar, en dimensión y superficie, piezas que han sido previamente mecanizadas por otros procedimientos.
Sin embargo, estos procesos utilizados hasta el momento frecuentemente provocan desgarres en las piezas. Para evitarlos, se debe mecanizar a velocidades altas y los radios de curvatura en el plegado y curvado deben ser grandes. Además, debido a la baja conductividad térmica de los plásticos, es importante evitar que se caliente en exceso el material, ya que una temperatura excesiva provocaría una viruta pastosa que se puede adherir a partes de la máquina. Los plásticos termoestables podrían llegar a descomponerse y los termoplásticos llegarían a deformarse por fusión.
Descripción de la invención
La presente invención describe un nuevo sistema para el mecanizado, desbarbado o eliminación de rebabas en piezas de plástico inyectado. Las ventajas del sistema de la invención son su gran sencillez, fiabilidad y versatilidad, consiguiéndose un acabado superficial que permite evitar posteriores controles de calidad. Además, es posible adaptar el sistema de la invención a piezas de diferentes formas y dimensiones, sin mayor complicación que el ajuste dimensional de las partes constituyentes de la invención.
La presente invención describe un sistema para el mecanizado de piezas plásticas que comprende fundamentalmente un vástago rotatorio, unos brazos basculantes conectados al vástago y un cuerpo desplazable en dirección longitudinal. A continuación se define cada una de estas partes con mayor detalle.
a) Vástago rotatorio
Se trata de un vástago longitudinal conectado a unos medios de rotación, como por ejemplo un motor eléctrico o similar. Esta pieza transmite el movimiento de rotación responsable del mecanizado de la pieza plástica.
b) Brazos basculantes
Los brazos basculantes están acoplados al vástago rotatorio anterior a través de unos ejes perpendiculares al eje de rotación del vástago, de modo que el giro de dicho vástago provoca que los brazos se abran bajo la acción de la fuerza centrífuga. Además, los brazos comprenden unas hendiduras en el interior de su extremo destinadas a alojar una porción cilíndrica del molde de mecanizado, que es la pieza que entra efectivamente en contacto con la pieza plástica para el desbarbado.
c) Cuerpo
El vástago rotatorio gira alrededor del cuerpo, que además es desplazable en dirección longitudinal, de modo que en una posición adelantada el cuerpo empuja los brazos, provocando su cierre alrededor del molde de mecanizado, mientras que en una posición retrasada el cuerpo permite la apertura de los brazos bajo la fuerza centrífuga, liberando el molde de mecanizado.
El molde de mecanizado comprende una porción cilíndrica, que se acopla a los brazos, y una parte que entra en contacto con la pieza de material plástico, y que tiene la forma que se desea mecanizar en la pieza plástica. Cuando el cuerpo pasa de su posición retrasada a su posición adelantada, los brazos son forzados a cerrarse alrededor de la porción cilíndrica del molde de mecanizado. Preferiblemente, los brazos comprenden una rampa que proporciona un apoyo para el cuerpo cuando está en su posición adelantada. Así, una vez el cuerpo está en su posición adelantada, los brazos presionan firmemente el molde de mecanizado y se puede comenzar la operación de desbarbado de la pieza plástica.
Preferiblemente, el sistema de la invención comprende además unos medios de avance que hacen avanzar y retroceder el cuerpo entre las posiciones adelantada y retrasada. Según algunos ejemplos, puede tratarse de cilindros hidráulicos, cilindros neumáticos, o bien motores con reductora.
Por último, en otra realización preferida de la invención el sistema de mecanizado comprende además un medio de centrado para centrar el molde de mecanizado con respecto del eje de rotación del vástago.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, de acuerdo con un ejemplo preferente de realización práctica de la misma, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
Fig. 1.- Muestra una sección del sistema de la invención con el cuerpo en su posición adelantada.
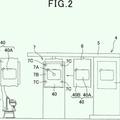
Fig. 2.- Muestra una sección del sistema de la invención con el cuerpo en su posición retrasada.
Realización preferente de la invención
Se describe a continuación un ejemplo del sistema (1) de la invención haciendo referencia a las figuras adjuntas. En particular, las Figs. 1 y 2 muestran un cuerpo (6), fabricado en acero F114 mecanizado, que alberga en su interior tres rodamientos que constituyen el apoyo para el giro de un vástago (2). Acoplados al vástago (2) hay dos brazos (3a, 3b) de acero F521 templado al núcleo 54 HRC y nitrurados al exterior
Reivindicaciones:
1. Sistema (1) para el mecanizado de piezas plásticas (10), caracterizado porque comprende:
un vástago (2) rotatorio;
unos brazos (3a, 3b), conectados al vástago (2) rotatorio y basculantes alrededor de unos ejes perpendiculares al eje de rotación del vástago (2), de modo que el giro del vástago (2) provoca que los brazos (3a, 3b) se abran bajo la acción de la fuerza centrífuga, y donde los brazos (3a, 3b) comprenden unas hendiduras (4a, 4b) en el interior de su extremo destinadas a alojar un molde (5) de mecanizado; y
un cuerpo (6) desplazable en dirección longitudinal, alrededor del cual gira el vástago (3a, 3b) rotatorio, de modo que en una posición adelantada el cuerpo (6) empuja los brazos (3a, 3b), provocando su cierre alrededor del molde (5) de mecanizado, mientras que en una posición retrasada permite la apertura de los brazos (3a, 3b) bajo la fuerza centrífuga, liberando el molde (5) de mecanizado.
2. Sistema (1) para el mecanizado de piezas plásticas (10) de acuerdo con la reivindicación 1, caracterizado porque los brazos (3a, 3b) además comprenden una rampa (7a, 7b) sobre la que se apoya el cuerpo (6) en su posición adelantada.
3. Sistema (1) para el mecanizado de piezas plásticas (10) de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque comprende dos brazos (3a, 3b).
4. Sistema (1) para el mecanizado de piezas plásticas (10) de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque además comprende un medio (8) de centrado para centrar el molde (5) de mecanizado con respecto del eje de rotación del vástago (2).
5. Sistema (1) para el mecanizado de piezas plásticas (10) de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque además comprende unos medios (9a, 9b) de avance que hacen avanzar y retroceder el cuerpo (6) entre las posiciones adelantada y retrasada.
Patentes similares o relacionadas:
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Molde para producir producto de resina y procedimiento de producción, del 17 de Abril de 2019, de Nihon Shoryoku Kikai Co., Ltd: Un molde que está adaptado para formar un producto que incluye una resina (130A) de rebosamiento para ser eliminada por un dispositivo de desbarbado, el molde […]
 Dispositivo de extracción y acabado de piezas de trabajo, del 15 de Octubre de 2018, de Nihon Shoryoku Kikai Co., Ltd: Un dispositivo de extracción y acabado de piezas de trabajo adecuado para procesar una pieza de trabajo de resina extraída de una máquina […]
Dispositivo de extracción y acabado de piezas de trabajo, del 15 de Octubre de 2018, de Nihon Shoryoku Kikai Co., Ltd: Un dispositivo de extracción y acabado de piezas de trabajo adecuado para procesar una pieza de trabajo de resina extraída de una máquina […]
Herramienta rotativa de retirada de materia de una pieza de materia plástica, del 2 de Noviembre de 2016, de COMPAGNIE PLASTIC OMNIUM: Sistema de retirada de materia de una pieza de materia plástica, que comprende: - un eje rotativo provisto de un medio abrasivo , incluyendo el eje rotativo […]
Dispositivo y unidad de molde para la fabricación de palas de rotor para instalaciones de energía eólica y procedimiento de fabricación, del 6 de Julio de 2016, de Senvion GmbH: Dispositivo para la fabricación de palas de rotor para instalaciones de energía eólica, con un molde de fabricación de varias partes para una […]
Cuchilla de fresa y sistema de desbarbado, del 11 de Mayo de 2016, de Nihon Shoryoku Kikai Co., Ltd: Una cuchilla de fresa para un aparato de desbarbado para cortar las rebabas de una pieza que tiene una parte (10A, […]
 Aparato multifuncional de separación y método, del 20 de Enero de 2016, de GRAHAM PACKAGING COMPANY, L.P.: Un aparato multifuncional de separación para producir una botella (10, 10a, 10b) en un solo ciclo, la botella (10, 10a, 10b) que incluye una porción […]
Aparato multifuncional de separación y método, del 20 de Enero de 2016, de GRAHAM PACKAGING COMPANY, L.P.: Un aparato multifuncional de separación para producir una botella (10, 10a, 10b) en un solo ciclo, la botella (10, 10a, 10b) que incluye una porción […]
 Dispositivo y procedimiento para fabricación de un objeto portante de un orificio cuyo borde periférico es de corte limpio, del 20 de Noviembre de 2015, de RPC Tedeco Gizeh: Procedimiento de fabricación de un objeto portante de un orificio cuyo borde periférico es de corte limpio, caracterizado porque dicho procedimiento […]
Dispositivo y procedimiento para fabricación de un objeto portante de un orificio cuyo borde periférico es de corte limpio, del 20 de Noviembre de 2015, de RPC Tedeco Gizeh: Procedimiento de fabricación de un objeto portante de un orificio cuyo borde periférico es de corte limpio, caracterizado porque dicho procedimiento […]