SISTEMA Y MÉTODO PARA LA FABRICACIÓN DE UN OBJETO TANGIBLE.
Sistema (1) para fabricar un objeto tangible (5), que incluye:
un espacio (3) que puede ser llenado con un fluido; una plataforma de referencia (4) que define, por lo menos parcialmente, como mínimo un lado del espacio (3); un transformador de fase (6), para formar una capa (50) de dicho objeto mediante la transformación de forma selectiva del fluido en un sólido en una zona predeterminada de dicho espacio (3); un dispositivo de accionamiento (8) para separar dicha capa (50) de dicha plataforma de referencia (4) mediante el desplazamiento de la capa (50) con respecto a la plataforma de referencia (4) o viceversa; y caracterizado por un dispositivo de control (7) conectado con una salida (71) del dispositivo de accionamiento del control a dicho dispositivo de accionamiento y/o con una salida (72) de control del transformador a dicho transformador de fase (6) para controlar la fabricación de dicho objeto en base a un valor determinado de la fuerza ejercida sobre la plataforma de referencia (4) o sobre el sólido, o de un parámetro relacionado con la fuerza
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2007/050334.
Solicitante: NEDERLANDSE ORGANISATIE VOOR TOEGEPAST-NATUURWETENSCHAPPELIJK ONDERZOEK TNO.
Nacionalidad solicitante: Países Bajos.
Dirección: SCHOEMAKERSTRAAT 97 2628 VK DELFT PAISES BAJOS.
Inventor/es: MICHELS,JASPER,JOOST, BOOT,RONALDUS JACOBUS JOHANNES, MAALDERINK,HERMAN HENDRIKUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Julio de 2007.
Clasificación PCT:
- B29C67/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
SECTOR TÉCNICO Y ANTECEDENTES DE LA INVENCIÓN
La invención se refiere a un sistema y a un método para la fabricación de un objeto tridimensional tangible, tal como un modelo tangible.
Es conocida en la técnica la tecnología de fabricación por capas Layered Manufacturing 5 Technology (LMT), a menudo denominada fabricación rápida de prototipos Rapid Prototyping (RP) o fabricación rápida Rapid Manufacturing (RM), para la fabricación de un objeto tangible. La fabricación rápida de prototipos (RP) y la fabricación rápida (RM) son denominadas “Rápida” dado que no requieren que se diseñe y se fabrique un molde.
Un ejemplo de una técnica LMT es el aparato de estéreo litografía Stereo Lithography Apparatus 10 (SLA). En un SLA se fabrica un objeto endureciendo capas sucesivas de una resina líquida con una forma y un tamaño adecuados. El SLA incluye un láser que se utiliza para endurecer una capa con la forma y tamaño deseados desplazando el haz láser por encima de la superficie de un baño de una resina fotoendurecible. El desplazamiento del haz por encima de la superficie está controlado para corresponderse con la configuración CAD/CAM de una rodaja de un modelo digital, diseñado en tres dimensiones, del objeto a fabricar. En consecuencia, la resina se 15 endurece con la forma de la configuración de la rodaja correspondiente del modelo digital en tres dimensiones. Después de cada etapa de endurecimiento, la plataforma de construcción que soporta el objeto que se está fabricando, desciende por debajo del nivel del líquido en el baño. La resina líquida fluirá por encima de la superficie superior del objeto, formando una nueva capa de resina. A continuación, puede endurecerse la nueva capa de resina correspondiente a la configuración de otra rodaja CAD/CAM. 20
No obstante, un inconveniente del SLA es el prolongado periodo de tiempo requerido para fabricar el objeto. Una razón de la velocidad reducida del SLA es el hecho de que el láser tiene que “trazar” las configuraciones de las rodajas. En especial, cuando se requieren grandes superficies, esto precisa un tiempo relativamente largo. Otro inconveniente del SLA es el largo tiempo para que la superficie de la resina se asiente y quede plana después de hacer descender el objeto por debajo del nivel del líquido y, por lo tanto, la formación de 25 una nueva capa de resina precisa un tiempo relativamente largo.
Dentro de la técnica del LMT, se conoce asimismo un aparato comercializado por Envision Technologies GmbH, Alemania, bajo el nombre de “Perfactory” en el que se obvian los inconvenientes del SLA. El aparato utiliza, en vez de un láser, una lámpara de mercurio en combinación con una disposición de microespejos para proyectar la configuración deseada de la rodaja sobre la superficie de la resina fotoendurecible. En 30 consecuencia, la capa de resina se fotoendurece más o menos de forma simultánea y, por lo tanto, más rápidamente que cuando se traza una configuración con un haz láser.
El aparato “Perfactory” ilumina además el baño de resina desde abajo, a través de una placa transparente de cristal recubierta con una membrana de una goma transparente antiadherente (silicona). Después del endurecimiento, se libera la placa de cristal de la capa acabada de endurecer por medio de un sistema 35 automático de tracción y la resina líquida fluye al espacio entre la placa de cristal y la capa de resina acabada de endurecer, formado de este modo la siguiente capa a endurecer. En consecuencia, la capa de resina se asienta y queda plana entre la capa acabada de endurecer y la placa de cristal cuando está fluyendo hacia el espacio, y de este modo en un tiempo más corto que en el SLA.
El documento DE-A-10256672 da a conocer las características de los preámbulos de las 40 reivindicaciones 1 y 18.
No obstante, un inconveniente común, tanto del SLA como del Perfactory, es que se precisa un periodo de tiempo relativamente largo para fabricar el objeto. Habitualmente, un ciclo de fabricación de una capa de resina endurecida de unas 25 a 150 micras precisa aproximadamente unos 15 a 40 segundos. Por lo tanto, un objeto pequeño de unos 20 centímetros requiere entre unas 20 a 40 horas para ser fabricado. 45
CARACTERÍSTICAS DE LA INVENCIÓN
Es un objetivo de la invención posibilitar una fabricación más rápida de un objeto tangible. Por consiguiente, según un primer aspecto de la invención, se da a conocer un sistema según la reivindicación 1. Además, según un segundo aspecto de la invención, se da a conocer un dispositivo de control según la reivindicación 17. Según un tercer aspecto de la invención, se da a conocer un método según la reivindicación 18. Según un cuarto aspecto, se da a conocer un programa informático según la reivindicación 20.
El objeto puede ser fabricado más rápidamente debido a que durante la fabricación puede determinarse el periodo de tiempo o el momento adecuado para llevar a cabo una acción en la producción a partir de la fuerza ejercida sobre la plataforma de referencia o sobre el sólido, o a partir de un parámetro relacionado con la 5 fuerza. Por lo tanto, no es necesario utilizar el mismo periodo o momento preestablecido para todas las capas, y el periodo de tiempo requerido para fabricar una capa puede ser adaptado a una capa concreta. En consecuencia, puede reducirse el periodo de tiempo requerido para fabricar un objeto. Un segundo motivo para que el objeto pueda ser fabricado más rápidamente es que la velocidad de desplazamiento relativa entre la plataforma portadora y la plataforma de referencia puede ser incrementada y optimizada para adecuarse a la forma geométrica concreta y al 10 material del que el objeto está siendo fabricado.
En las reivindicaciones dependientes están expuestas realizaciones específicas de la invención.
Estos y otros aspectos de la invención serán evidentes y quedarán aclarados al hacer referencia a las reivindicaciones descritas a continuación.
BREVE DESCRIPCIÓN DE LOS DIBUJOS 15
Únicamente a modo de ejemplo se describirán detalles, aspectos y realizaciones adicionales de la invención, haciendo referencia a los dibujos.
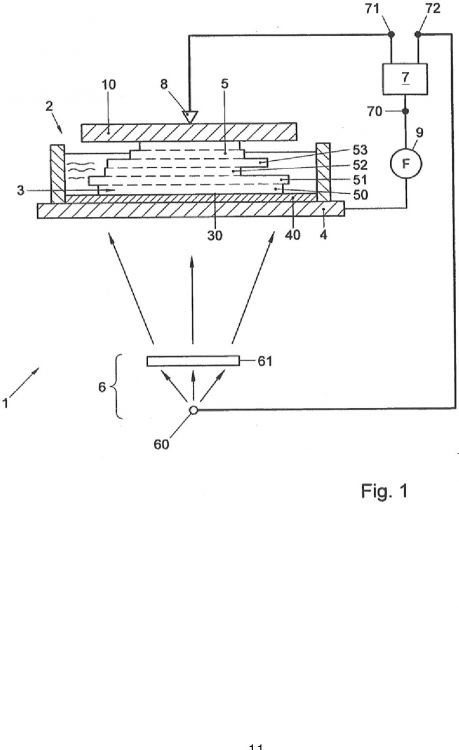
La figura 1 muestra, de forma esquemática, una vista lateral, en sección, de un ejemplo de una realización de un sistema según la invención.
La figura 2 muestra, de forma esquemática, un ejemplo de una medición de las fuerzas entre la plataforma de 20 referencia y el objeto que se está formando durante un ciclo de formación de una capa en un aparato convencional.
La figura 3 muestra, de forma esquemática, un diagrama de bloques de un dispositivo de control adecuado para el ejemplo de la figura 1.
DESCRIPCIÓN DETALLADA 25
La figura 1 muestra un ejemplo de un sistema -1- para la fabricación de un objeto tangible. En esta figura se muestra el objeto -5- mientras está siendo fabricado. El objeto tangible -5- puede ser, por ejemplo, un prototipo o un modelo de un artículo a fabricar u otro tipo de objeto adecuado. El sistema -1- puede, tal como se muestra en la figura 1, incluir una cubeta -2- en la que puede disponerse un líquido. En el ejemplo de la figura 1, la cubeta -2- incluye un espacio -3- que puede ser llenado con el líquido para formar una capa de fluido que puede ser 30 transformada en una capa sólida. Por lo menos, un lado -30- del espacio -3- está por lo menos parcialmente definido por medio de una plataforma de referencia -4-. En este ejemplo, la plataforma de referencia -4- define el lado inferior del espacio -3-.
No obstante, es posible asimismo que la plataforma de referencia -4- defina el lado superior del espacio -3-. En este ejemplo, la plataforma de referencia -4- incluye una capa antiadherente -40-, tal como una capa 35 del tipo de goma o una capa de silicona que forma una pared del espacio y reduce la adherencia de la capa -50- a la plataforma de referencia -4- y, por lo tanto, facilita la separación de la capa -50-.
El sistema -1- incluye además un transformador de fase -6-. El transformador de fase -6- puede formar una capa -50- del objeto -5- de forma selectiva, transformando selectivamente el fluido en el espacio -3- en un sólido, en una zona predeterminada del espacio -3-. De este modo, puede conseguirse una capa sólida del 40 tamaño y forma deseados.
El sistema -1- incluye un dispositivo de accionamiento -8- que puede desplazar...
Reivindicaciones:
1. Sistema (1) para fabricar un objeto tangible (5), que incluye:
un espacio (3) que puede ser llenado con un fluido;
una plataforma de referencia (4) que define, por lo menos parcialmente, como mínimo un lado del espacio (3);
un transformador de fase (6), para formar una capa (50) de dicho objeto mediante la transformación de forma 5 selectiva del fluido en un sólido en una zona predeterminada de dicho espacio (3);
un dispositivo de accionamiento (8) para separar dicha capa (50) de dicha plataforma de referencia (4) mediante el desplazamiento de la capa (50) con respecto a la plataforma de referencia (4) o viceversa; y caracterizado por
un dispositivo de control (7) conectado con una salida (71) del dispositivo de accionamiento del control a 10 dicho dispositivo de accionamiento y/o con una salida (72) de control del transformador a dicho transformador de fase (6) para controlar la fabricación de dicho objeto en base a un valor determinado de la fuerza ejercida sobre la plataforma de referencia (4) o sobre el sólido, o de un parámetro relacionado con la fuerza.
2. Sistema, según la reivindicación 1, que incluye además:
un sensor (9) para detectar dicha fuerza o el parámetro relacionado con dicha fuerza, y 15
en el que dicho dispositivo de control (7) está conectado con una entrada de control a dicho sensor para recibir dicho valor determinado,
3. Sistema, según la reivindicación 2, en el que dicho sensor (9) incluye un sensor de fuerza para medir una fuerza paralela u opuesta a la dirección de desplazamiento de la capa o de la plataforma de referencia.
4. Sistema, según la reivindicación 2 ó 3, en el que dicho sensor (9) incluye un sistema de tres 20 puntos de medición de la fuerza.
5. Sistema, según cualquiera de las reivindicaciones anteriores, en el que dicho dispositivo de control (7) está dispuesto para determinar, a partir del valor de la fuerza, un periodo de tiempo adecuado para un subproceso de la fabricación del objeto, tal como para la separación de la capa de la plataforma de referencia y/o para la transformación del fluido en un sólido y/o para un ciclo de formación de la capa siguiente de dicho objeto. 25
6. Sistema, según cualquiera de las reivindicaciones anteriores, en el que dicho dispositivo de control (7) incluye un temporizador para controlar el dispositivo de accionamiento en base al valor en función del tiempo.
7. Sistema (1), según cualquiera de las reivindicaciones anteriores, en el que dicho dispositivo de control incluye un comparador (73) conectado a la entrada de control (731) y a una memoria (730) en la que está 30 almacenado un valor umbral de la fuerza para limitar el desplazamiento o la velocidad de desplazamiento en el caso en que dicho valor determinado supere el umbral de fuerza.
8. Sistema (1), según la reivindicación 7, en el que dicho umbral de fuerza está almacenado como una función de tiempo.
9. Sistema (1), según cualquiera de las reivindicaciones anteriores, en el que dicha plataforma de 35 referencia (4) puede pivotar con respecto a dicha capa (50) para separar, por lo menos parcialmente, la plataforma de referencia (4) y la capa (50), y/o dicha capa (50) puede ser desplazada en una dirección alejándola de la plataforma de referencia (4) para proporcionar un espacio entre la plataforma de referencia (4) y la capa (50) en la que puede fabricarse la capa siguiente del objeto (5).
10. Sistema (1), según cualquiera de las reivindicaciones anteriores, que incluye además 40
una memoria (730) en la que está almacenado un modelo de fuerzas que actúan sobre la capa o sobre la plataforma de referencia (4), y en el que el dispositivo de control incluye una entrada de control para recibir datos adecuados para ser introducidos en el modelo para determinar dicha fuerza.
11. Sistema (1), según cualquiera de las reivindicaciones anteriores, que incluye además:
una plataforma portadora (10) que define un lado del espacio opuesto al lado definido por dicha plataforma, 5 de cuya plataforma portadora (10) puede estar suspendida dicha capa para desplazar la capa con respecto a la plataforma de referencia (4); y
en el que dicho dispositivo de accionamiento (8) puede desplazar dicha plataforma portadora (10) con respecto a la plataforma de referencia (4) para separar la capa suspendida de la plataforma portadora (10) de la plataforma de referencia (4). 10
12. Sistema (1), según la reivindicación 11, en el que dicha plataforma portadora (10) proporciona un lado superior del espacio, y dicha plataforma de referencia (4) define un lado inferior del espacio, y dicha plataforma portadora (10) es desplazada hacia arriba y/o dicha plataforma de referencia (4) es desplazada hacia abajo para separar la capa de la plataforma de referencia (4).
13. Sistema (1), según cualquiera de las reivindicaciones anteriores, en el que la plataforma de 15 referencia (4) incluye una capa antiadherente, tal como una capa como de goma o una capa de silicona, que forma una pared del espacio.
14. Sistema (1), según cualquiera de las reivindicaciones anteriores, en el que dicho fluido puede ser transformado en un sólido mediante un tipo de energía adecuado, y el transformador de fase (6) incluye una fuente de energía que puede proporcionar la energía de forma selectiva a la zona predeterminada. 20
15. Sistema (1), según cualquiera de las reivindicaciones anteriores, en el que:
dicha fuente de energía incluye una fuente (60) de radiación electromagnética;
la plataforma de referencia (4) incluye una ventana que es transparente a dicha radiación; y dicho sistema incluye además una unidad de proyección para proyectar la radiación electromagnética a través de la ventana sobre la zona predeterminada. 25
16. Sistema (1), según cualquiera de las reivindicaciones anteriores, en el que el transformador de fase (6) puede iniciar una reacción química de un componente en el fluido, que tiene como resultado de la reacción un producto sólido, tal como el endurecimiento de una resina líquida mediante radiación electromagnética.
17. Dispositivo de control (7) adaptado para ser utilizado en un sistema (1), según cualquiera de las reivindicaciones anteriores. 30
18. Método, para fabricar un objeto tangible, incluyendo la formación, por lo menos, de una capa con una forma predeterminada, incluyendo dicha formación:
disponer un espacio lleno con un líquido, un lado del cual está definido, por lo menos parcialmente, mediante una plataforma (4);
transformar dicho líquido en un sólido, en una zona predeterminada del espacio correspondiente a la forma 35 predeterminada;
separar dicho sólido de dicha plataforma mediante el desplazamiento de la plataforma con respecto a otro lado del espacio o viceversa;
caracterizado porque
la fabricación está controlada en base a un valor determinado de la fuerza ejercida sobre la plataforma o 40 sobre el sólido, o de un parámetro relacionado con la fuerza.
19. Método, según la reivindicación 18, que incluye además la formación de la capa siguiente con una forma predeterminada mediante la disposición de un espacio entre dicho sólido separado y dicha plataforma, llenando dicho espacio entre dicho sólido separado y dicha plataforma con un líquido, y repitiendo dicha transformación y dicha separación.
20. Producto con un programa informático, que incluye partes codificadas del programa para llevar 5 a cabo el funcionamiento de un dispositivo de control, según la reivindicación 17, cuando funciona en un aparato programable.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]