SISTEMA DE FABRICACIÓN PARA LA PRODUCCIÓN DE CAJAS PLEGABLES Y PROCEDIMIENTO PARA LA ALIMENTACIÓN DE DESARROLLOS SIN MACULATURA A UNA MÁQUINA PEGADORA DE CAJAS PLEGABLES.
Sistema (100) de fabricación para la producción de cajas plegables,
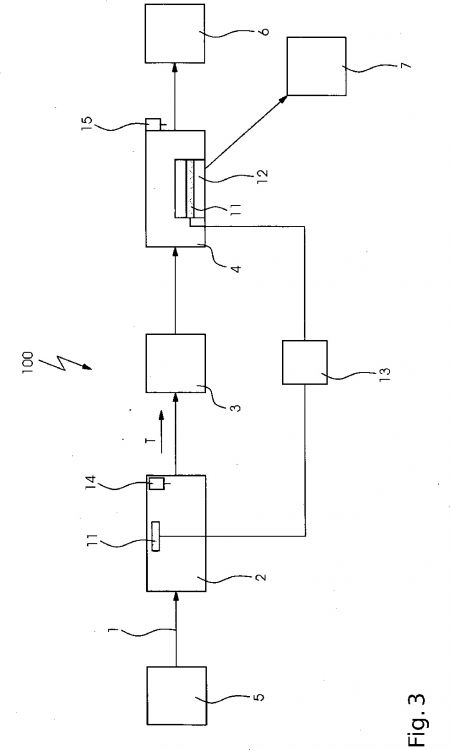
con una impresora (2) para la impresión de pliegos de papel, cartulina y similares, con una troqueladora (3) para troquelar los desarrollos impresos, de cada uno de los pliegos, con un módulo (12) de expulsión, con una máquina (4) pegadora de cajas plegables, para el plegado y pegado de los desarrollos para formar cajas plegables, y con una memoria (13) de datos de imagen, caracterizado porque en la memoria (13) de datos de imagen están depositados datos de imagen referidos a los desarrollos, con valores teóricos y zonas de tolerancia, porque la impresora (2) posee un dispositivo (11) de evaluación con sistema de cámaras, para el control de la imagen impresa, referido a los desarrollos, y un contador (14) de desarrollos útiles, estando acoplado el contador (14) de desarrollos útiles con el mando de la impresora (2) y deteniendo el mando la impresora (2), tan pronto se ha alcanzado un número predefinido de desarrollos útiles porque el módulo (12) de expulsión comprende un dispositivo (11) de evaluación con sistema de cámaras y un desviador de expulsión, estando unidos los dispositivos (11) de evaluación de la impresora (2) y del módulo (12) de expulsión, con la memoria (13) de datos de imagen, y pudiendo acceder a los datos de la memoria (13) de datos de imagen, y trabajando con una lógica concordante de evaluación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08104383.
Solicitante: HEIDELBERGER DRUCKMASCHINEN AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: INTELLECTUAL PROPERTY KURFURSTEN-ANLAGE 52-60 69115 HEIDELBERG ALEMANIA.
Inventor/es: HUBER, WERNER, ZAHN, ERICH, DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Junio de 2008.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B31B1/74C
- B31B1/88
Clasificación PCT:
- B31B1/74
- B31B1/88
- B31B5/00
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un sistema de fabricación para la producción de cajas plegables según el preámbulo de la reivindicación 1, y a un procedimiento para la alimentación de desarrollos a las estaciones de plegado y pegado de una máquina pegadora de cajas plegables, según el preámbulo de la reivindicación 9.
Según el estado actual de la técnica se fabrican materiales para embalaje, de papel, cartón, cartulina, cartón ondulado y similares, por ejemplo, para el embalaje para cosméticos, cigarrillos, farmacia, alimentos, en tres fases. En una primera fase se imprimen pliegos de papel, cartulina y similares, en impresoras polícromas de pliegos. Un pliego se imprime aquí por lo regular con varios desarrollos, cada uno de los cuales formará más tarde una caja plegable, y es por lo que aquí se habla de impresión de desarrollos. En una segunda fase se troquelan los pliegos en una troqueladora de pliegos, de bancada plana. Aquí los desarrollos se individualizan y se aportan líneas ranuradas para los pliegues posteriores. En una tercera fase, los desarrollos se pliegan y pegan en una máquina pegadora de cajas plegables, para formar cajas plegables. Entre las distintas fases de fabricación, los productos intermedios se apilan por lo regular en paletas, y se almacenan interinamente.
En cuanto a la calidad de las cajas plegables, existen altas exigencias. En especial las cajas plegables que se emplean en el ámbito de la farmacia, tienen que corresponder exactamente a las especificaciones. Es decir no deben de contener defectos ningunos, llamados también maculatura. No obstante, durante la producción de cajas plegables, se pueden generar distintos tipos de maculatura: Maculatura de ajuste que se genera al ajustar la impresora y la troqueladora, maculatura de desconexión que se genera al desconectar y mover hacia abajo las máquinas, burbujas, es decir, puntos defectuosos en la imagen impresa, que se generan por depósitos sobre la mantilla de caucho, daños que se generan por el funcionamiento continuo y el empleo de alimentadores continuos de pliegos, etc. En el caso de maculatura de ajuste y de desconexión en la impresora, se trata por lo regular de defectos colorimétricos que afectan a todo el pliego. En el caso de burbujas y daños por funcionamiento continuo en la impresora, se trata por lo regular de defectos geométricos, que afectan a desarrollos individuales de un pliego. Desarrollos defectuosos, los llamados desarrollos maculados, no deben de ser elaborados ulteriormente para formar cajas plegables y, por consiguiente, los desarrollos maculados, segregados antes de la elaboración ulterior. (En otro caso, las cajas plegables defectuosas, se segregan antes de su llenado). La primera segregación sucede según el estado actual de la técnica, con frecuencia en la zona del alimentador de pliegos de la impresora, con ayuda de un desviador de maculaturas. En este proceso es desventajoso que se considera como maculatura, pliegos completos, incluso cuando tan sólo presente defectos, un único desarrollo individual del pliego.
Adicionalmente en la zona del alimentador de pliegos, es decir, delante del plegado y pegado propiamente dichos, de las máquinas pegadoras de cajas plegables, entran en acción sistemas de medición. No obstante, según el estado actual de la técnica, estos son relativamente inexactos, y desarrollos defectuosos pueden llegar a la elaboración. Los sistemas de medición están configurados por lo regular como sensores que leen en orejetas de las cajas plegables, códigos de barras impresos. De este modo se asegura que sólo se elaborarán ulteriormente, desarrollos que pertenecen al lote recién preparado, y se separarán las entremezclas.
El documento DE 2005 054 122 A1 muestra un sistema de control de calidad en una impresora. El sistema de control de calidad posee un sistema de inspección con una cámara para la toma de una imagen impresa de un pliego con varios desarrollos. Los datos tomados de la imagen impresa se procesan con un dispositivo de procesamiento de imágenes, con referencia a los desarrollos, y para la determinación de defectos, los datos se comparan con un juego de datos de referencia. Se manda un dispositivo de rotulación o de marcación, y se marcan los desarrollos defectuosos durante el paso por las máquinas. Estas marcaciones pueden ser leídas por las máquinas subsiguientes de elaboración ulterior, como por ejemplo, troqueladoras de pliegos o máquinas pegadoras de cajas plegables, y los desarrollos defectuosos se expulsan del proceso de producción. Es desventajoso en esta solución que es necesario el empleo de dispositivos adicionales de rotulación o de marcación. El proceso “reconocimiento de un defecto”, “aplicación de un código de defectos”, “lectura del código de errores”, es prolijo y complicado.
El documento DE 10 2005 026 127 A1 muestra una impresora con un dispositivo de control para la comprobación de la imagen impresa. Mediante una cámara de exploración de líneas CCD [Charge – coupled Device], se comprueban la consistencia del registro y las propiedades colorimétricos de la imagen impresa de un pliego impreso. Los pliegos defectuosos se pueden expulsar mediante un dispositivo clasificador. En esta solución es desventajoso que el pliego se considera también como pliego defectuoso, cuando sólo sean defectuosos desarrollos sueltos.
El documento DE 44 32 371 A1 describe un procedimiento para el registro de desarrollos individuales defectuosos. En un dispositivo de toma de imágenes se producen señales de imagen de desarrollos individuales, y se hacen seguir a un dispositivo de control o regulador. En el dispositivo de control o regulador se procesan las señales de imagen en una fase ulterior, y se comparan con una multitud de magnitudes de referencia. En caso de superar los valores comparativos, se almacena en memoria la posición del desarrollo individual defectuoso.
El documento US-A-2004/0251176 hace público un sistema de fabricación para la producción de cajas plegables, con una impresora, con una troqueladora, con un módulo de expulsión y con una máquina pegadora de cajas plegables, comprendiendo tanto la impresora como el módulo de expulsión, un dispositivo de evaluación con sistema de cámaras.
En todos los sistemas de medición conocidos por el estado actual de la técnica, que se incluyen en el proceso de impresión, es desventajoso que el número de los desarrollos realmente útiles permanezca desconocido para el impresor. Para asegurar que hay a disposición suficientes desarrollos útiles para la elaboración ulterior en la troqueladora y en la máquina pegadora de cajas plegables, y de que se alcanza el número de las cajas plegables exigidas, se tienen que imprimir más desarrollos. El número de desarrollos impresos adicionales se puede elevar hasta el 20% del número teórico de desarrollos. Puesto que estos desarrollos impresos adicionales no son pagados, no obstante, por los compradores de cajas plegables, las imprentas se ven forzadas a mantener bajo el número de desarrollos a imprimir adicionalmente.
Por consiguiente, es misión de la presente invención crear un sistema optimizado de fabricación, y a describir un procedimiento optimizado en el que a las estaciones de plegado y pegado de una máquina pegadora de cajas plegables, se alimenten desarrollos, y se retiren cajas plegables afectadas por maculatura.
Se resuelve esta misión mediante un sistema de fabricación con las notas características significativas de la reivindicación 1, y mediante un procedimiento con las notas características significativas de la reivindicación 9.
Un sistema de fabricación según la invención para la producción de cajas plegables, posee una impresora para la impresión de pliegos de papel, cartulina y similares, una troqueladora para troquelar los desarrollos impresos, de cada uno de los pliegos, un módulo de expulsión para expulsar los desarrollos defectuosos, una máquina pegadora de cajas plegables, para el plegado y pegado de los desarrollos para formar cajas plegables, y una memoria de datos de imagen. En la memoria de datos de imagen están depositados datos de imagen referidos a los desarrollos, con valores teóricos y zonas de tolerancia. La impresora posee un dispositivo de evaluación con sistema de cámaras, por ejemplo, cámaras de color, de blanco y negro o espectrales, para el control de la imagen impresa, referido a los desarrollos. La impresora posee, además, un contador de desarrollos útiles que está acoplado con el mando de la impresora. Tan pronto se ha alcanzado un número de desarrollos útiles...
Reivindicaciones:
1. Sistema (100) de fabricación para la producción de cajas plegables, con una impresora (2) para la impresión de pliegos de papel, cartulina y similares, con una troqueladora (3) para troquelar los desarrollos impresos, de cada uno de los pliegos, con un módulo (12) de expulsión, con una máquina (4) pegadora de cajas plegables, para el plegado y pegado de los desarrollos para formar cajas plegables, y con una memoria (13) de datos de imagen, caracterizado porque en la memoria (13) de datos de imagen están depositados datos de imagen referidos a los desarrollos, con valores teóricos y zonas de tolerancia, porque la impresora (2) posee un dispositivo (11) de evaluación con sistema de cámaras, para el control de la imagen impresa, referido a los desarrollos, y un contador (14) de desarrollos útiles, estando acoplado el contador (14) de desarrollos útiles con el mando de la impresora (2) y deteniendo el mando la impresora (2), tan pronto se ha alcanzado un número predefinido de desarrollos útiles porque el módulo (12) de expulsión comprende un dispositivo (11) de evaluación con sistema de cámaras y un desviador de expulsión, estando unidos los dispositivos
(11) de evaluación de la impresora (2) y del módulo (12) de expulsión, con la memoria (13) de datos de imagen, y pudiendo acceder a los datos de la memoria
(13) de datos de imagen, y trabajando con una lógica concordante de evaluación.
2. Sistema de fabricación según la reivindicación 1, caracterizado porque el módulo (12) de expulsión es parte de la máquina (4) pegadora de cajas plegables.
3. Sistema de fabricación según la reivindicación 1 ó 2, caracterizado porque los sistemas de cámaras de los dispositivos (11) de evaluación, se forman mediante cámaras RGB y/o cámaras CCD, y permiten el reconocimiento de defectos del control de tinta, de defectos geométricos, consistencia del registro, burbujas, entremezclas y/o dimensiones absolutas de símbolos, dibujos, rótulos y similares.
4. Sistema de fabricación según alguna de las reivindicaciones 1 a 3, caracterizado porque las máquinas (2, 3, 4) están encadenadas unas con otras mediante un sistema (1) de transporte.
5. Sistema de fabricación según la reivindicación 4, caracterizado porque el sistema (1) de transporte posee medios de transporte de accionamiento lineal.
6. Sistema de fabricación según alguna de las reivindicaciones 1 a 5, caracterizado porque los datos de imagen de un desarrollo, están depositados en la memoria (13) de datos de imagen, en formato PDF.
7. Sistema de fabricación según alguna de las reivindicaciones 1 a 6, caracterizado porque la máquina (4) pegadora de cajas plegables posee en la zona de salida de pliegos, un dispositivo (15) contador, para contar las cajas plegables.
8. Sistema de fabricación según alguna de las reivindicaciones 1 a 7, caracterizado porque el dispositivo (11) de evaluación de la impresora (2) está unido con el mando de la impresora (2), mediante una línea de datos, y los ajustes de la impresora (2) se pueden modificar mediante el dispositivo (11) de evaluación.
9. Procedimiento para la alimentación de desarrollos a las estaciones de plegado y pegado de una máquina (4) pegadora de cajas plegables, en especial mediante un sistema (100) de fabricación según la reivindicación 1, caracterizado por las etapas siguientes:
a) Impresión de pliegos en una impresora (2) b) Transporte de los pliegos por delante de un sistema de medición que se encuentra en la impresora (2) c) Medición del pliego, referida a los desarrollos, mediante el sistema de medición d) Comparación de los resultados de la medición con valores teóricos y zonas correspondientes de tolerancias, depositadas en una memoria (13) de datos de imagen. e) Envío de una señal referida a los desarrollos, a la interfaz del mando de la impresora, cuando la comparación produce en un desarrollo del pliego, una desviación que supera la zona de tolerancia, y a un contador (14) de desarrollos útiles cuando la comparación no produzca en un desarrollo del pliego, ninguna desviación que supere la zona de tolerancias f) Continuación del transporte a una troqueladora (3) g) Troquelado de los pliegos en la troqueladora (3) con separación subsiguiente de los desarrollos. h) Continuación del transporte de los desarrollos a un módulo (12) de expulsión i) Transporte de un desarrollo por delante de un sistema de medición que se encuentra en el módulo (12) de expulsión j) Medición del desarrollo por el sistema de medición k) Comparación de los resultados de la medición con valores teóricos y correspondientes zonas de tolerancias, depositados en la memoria de datos de imagen l) Envío de una señal a un desviador de expulsión del módulo (12) de expulsión, cuando la comparación produce una desviación que supera la zona de tolerancia m) Expulsión del desarrollo defectuoso con el desviador de expulsión n) Continuación del transporte de los desarrollos no defectuosos dentro de una máquina (4) pegadora de cajas plegables.
10. Procedimiento según la reivindicación 8 con la siguiente etapa adicional: e2) Desconexión de la impresora (2) cuando se ha alcanzado un número predefinido de desarrollos útiles.
11. Sistema de fabricación según alguna de las reivindicaciones 7 u 8, caracterizado porque el sistema (100) de fabricación posee un sistema de información de la gestión para la planificación de los pedidos, aprovechándose las señales del contador (14) de desarrollos útiles y del dispositivo (15) contador, para el almacenamiento referido a los pedidos, del número relativo de piezas defectuosas.
Patentes similares o relacionadas:
Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables, del 30 de Noviembre de 2016, de Masterwork Machinery Co., Ltd: Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables con dos cintas transportadoras circulantes de la anchura de máquina, […]
Mecanismo rotativo de estampación y método de estampación, del 10 de Agosto de 2016, de Masterwork Machinery Co., Ltd: Mecanismo rotativo de estampación con dos con dos herramientas rotativas de estampación, un pisón y una matriz para aplicar estampaciones, […]
Módulo con bancada y plegadora-encoladora así equipada, del 1 de Junio de 2016, de BOBST MEX SA: Módulo para plegadora-encoladora que comprende una bancada que cuenta con dos paredes sensiblemente verticales anterior y posterior y con al […]
 Máquina de plegado y de encolado, del 16 de Marzo de 2016, de BOBST MEX SA: Máquina de plegado y de encolado para la fabricación de cajas plegables a partir de recortes que circulan sensiblemente en un plano horizontal […]
Máquina de plegado y de encolado, del 16 de Marzo de 2016, de BOBST MEX SA: Máquina de plegado y de encolado para la fabricación de cajas plegables a partir de recortes que circulan sensiblemente en un plano horizontal […]
Dispositivo de estampación rotativa, del 18 de Junio de 2014, de HEIDELBERGER DRUCKMASCHINEN AG.: Dispositivo de estampación rotativa con dos herramientas estampadoras rotativas, formadas por un macho con troqueles y una matriz , con […]
Procedimiento de fabricación de cajas de cartón ondulado impreso mediante offset y cajas de cartón ondulado impreso obtenidas mediante dicho procedimiento, del 28 de Mayo de 2014, de INDRO INDUSTRIAS SAN ISIDRO S.L.U: Procedimiento de fabricación de cajas de cartón ondulado impreso mediante offset y cajas de cartón ondulado impreso obtenidas mediante dicho procedimiento […]
MÉTODO Y SISTEMA PARA LA FABRICACIÓN DE UNA UNIDAD DE EMPAQUETAMIENTO, del 12 de Enero de 2011, de VEGA SpA: Un método de fabricación de una unidad de empaquetamiento, para formar un paquete cerrado y grabado en relieve con caracteres Braille, que comprende las siguientes […]
 DISPOSITIVO PARA IMPRIMIR EN BRAILLE, del 22 de Noviembre de 2010, de BOBST SA.: Dispositivopara imprimircaracteresbraileenrecortesdecartónque pasanporuna plegadora-pegadora segúnuna trayectoria sensiblementeplana (F) quecomprendeherramientasrotatoriasdeestampación levadaspordos […]
DISPOSITIVO PARA IMPRIMIR EN BRAILLE, del 22 de Noviembre de 2010, de BOBST SA.: Dispositivopara imprimircaracteresbraileenrecortesdecartónque pasanporuna plegadora-pegadora segúnuna trayectoria sensiblementeplana (F) quecomprendeherramientasrotatoriasdeestampación levadaspordos […]