SISTEMA DE CONEXION DE CABLES Y TUBOS Y PROCEDIMIENTO QUE HACE USO DEL MISMO.
Sistema de conexión de cables y tubos y procedimiento que hace uso del mismo.
Se describe un sistema que permite realizar uniones entre cables y tubos, es decir elementos de superficie curva, mediante soldadura aluminotérmica. El sistema descrito permite la unión entre elementos no planos, tales como tubos y cables; para ello dispone de un mecanismo de sujeción que comprende un sistema de anclaje magnético y unas juntas de estanqueidad que impiden que la soldadura fluya fuera de los márgenes establecidos.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030202.
Solicitante: KLK ELECTRO MATERIALES, S.A..
Nacionalidad solicitante: España.
Inventor/es: DUART ALVAREZ DE CIENFUEGOS,DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
Fragmento de la descripción:
Sistema de conexión de cables y tubos y procedimiento que hace uso del mismo
OBJETO DE LA INVENCIÓN
La presente invención se refiere a un sistema y a un procedimiento de soldadura para realizar conexiones eléctricas entre cables conductores de diferentes secciones y la superficie de tubos de acero de diferentes diámetros.
El objeto de la invención permite realizar conexiones eléctricas entre cables conductores de diferentes secciones y la superficie de tubos de acero de diferentes diámetros, sin que la temperatura en la superficie de los tubos exceda un valor determinado.
ANTECEDENTES DE LA INVENCIÓN
Cuando se quiere realizar protección catódica en las tuberías que conducen gas por su interior, es necesario soldar a la superficie exterior del tubo un cable de determinada sección. Este cable estará a su vez conectado a un ánodo de sacrificio.
El procedimiento de soldadura para realizar las conexiones eléctricas entre los cables conductores y la superficie de los tubos de acero tiene que garantizar que la temperatura en la superficie de los tubos no exceda determinado valor. Si este valor es inferior a 721 ºC se asegura que no hay cambio de fase en la estructura interna del acero con lo que se descarta, durante el enfriamiento posterior a la ejecución de la soldadura, la aparición de grietas de contracción, defectos internos, estructuras de no equilibrio, etcétera. De esta forma se mantiene “sana” la estructura interna del acero, evitándose su fragilización. También, cuanto menor sea la temperatura que se alcance en la tubería, menor será el riesgo de inflamación de los compuestos volátiles asociados al gasoducto.
El modelo de utilidad U8702866, de KLK Electro Materiales S.A., describe un conjunto molde-crisol para la conexión de cables eléctricos sobre superficies de acero, especialmente raíles de rodadura de los ferrocarriles. En este documento se describe un proceso de soldadura por aluminotermia, pero eliminando la posibilidad de cambios estructurales en el acero debidos al choque térmico producido durante la soldadura. Para ello se interpone entre el cable y la zona sobre la que se realizará la soldadura una pequeña placa de metal que lleva incorporada, por el lado en contacto con la superficie de acero, una aleación con un punto de fusión inferior a la temperatura a la que se producen los cambios estructurales en el acero. El calor producido por la reacción aluminotérmica fundirá la aleación de bajo punto de fusión con lo que se conseguirá soldar, simultáneamente, la citada placa al acero y el cable de conexión a la otra parte de la placa. La parte superior del conjunto molde-crisol contiene la cámara de reacción, y la parte inferior que delimita la cámara de soldadura tiene una entrada para el cable en dicha cámara y un encaje para la placa antes descrita. Esta placa se sujeta al raíl mediante un sistema de fijación muelle del tipo de un fleje.
Por otro lado, KLK Electro Materiales, S.A., ha solicitado recientemente una patente española con número de solicitud P200803232 con título “Tapa para molde de grafito en soldadura aluminotérmica”. En esa solicitud se describe una “tapa laberinto” que cumple la función de evacuar los gases de la reacción, pero que retiene todas las partículas sólidas (proyecciones) en el interior del molde. Esto es posible gracias a unos canales en el interior de la propia tapa, y que fuerzan a los gases a circular primero hacia atrás y después hacia delante, siempre con cambios bruscos de dirección. De esta forma se resta fuerza al flujo de los gases y se retienen por completo las partículas que podrían ser arrastradas por los gases. La tapa está en realidad formada por dos partes, una superior y otra inferior, que van unidas entre sí por un mecanismo de bisagra resorte colocado en una de sus aristas y que a su vez van unidas al molde mediante una bisagra ubicada en otra de sus aristas.
DESCRIPCIÓN DE LA INVENCIÓN
El procedimiento de soldadura objeto de la invención guarda similitudes con lo descrito en el modelo de utilidad U8702866 referido en el párrafo anterior pues aprovecha el calor que se genera en una reacción aluminotérmica, y elimina la posibilidad de cambios estructurales en el acero interponiendo la pequeña placa entre el cable y la zona sobre la que se realizará la soldadura. Esta placa lleva incorporada, por el lado en contacto con la superficie de acero, la aleación de bajo punto de fusión. Al igual que en el caso anterior, el calor producido por la reacción aluminotérmica fundirá la aleación de bajo punto de fusión con lo que se conseguirá soldar, simultáneamente, la citada placa al acero y el cable de conexión a la otra parte de la placa. La parte superior del conjunto molde-crisol contiene la cámara de reacción, y la parte inferior que delimita la cámara de soldadura tiene una entrada para el cable en dicha cámara y un encaje para la placa antes descrita.
La diferencia fundamental entre el procedimiento contemplado en el modelo de utilidad anteriormente citado y el sistema y el procedimiento que se describen en esta solicitud es que, mientras que en el primero la conexión del cable se realiza sobre una superficie plana y accesible desde un extremo (patín de un raíl) , en el procedimiento objeto de la invención la superficie es curva (tubería de gas) . La primera consecuencia de esta diferencia es que el mecanismo de sujeción es muy diferente ya que mientras en el documento citado en el apartado anterior el mecanismo de sujeción a la vía es una pieza
fabricada a partir de fleje de acero plegado y de pequeño espesor que al deformarse elásticamente actúa como un muelle, en el objeto de la invención el mecanismo de sujeción a la tubería es un conjunto de piezas. Además, el mecanismo de sujeción del sistema objeto de la invención puede ser aplicado a tubos de cualquier diámetro.
El mecanismo de sujeción al tubo citado del sistema objeto de la invención está formado por dos elementos de sujeción donde cada uno de los cuales está respectivamente unido al ala superior de unas bisagras con muelles. Los muelles de dichas bisagras ejercen una fuerza continua que hace girar los elementos de sujeción contra unos empujadores que se pueden deslizar por el interior de unos casquillos-guía que están unidos a unas piezas soporte a las que, a su vez, van acopladas las alas inferiores de las bisagras con muelle. Cada uno de los empujadores tiene en su extremo un agujero por el que se introduce un pasador que desliza por unos taladros alargados que se encuentran en los extremos de unos eslabones que están a su vez unidos a un eje. Ambos extremos de dicho eje, que es solidario a una palanca, se introducen en sendos agujeros de las piezas soporte, mientras que las piezas soporte están unidas a un cuerpo en cuya parte inferior se encuentran colocados unos imanes; finalmente dicho cuerpo lleva acopladas dos bridas de presión.
Los imanes del mecanismo de sujeción se encuentran colocados alineados en la parte alargada del cuerpo, de esta forma cuando se acerque el mecanismo de sujeción al tubo, se hará de forma que esos dos imanes se alineen a su vez con la generatriz de la superficie del tubo. Independientemente de cuál sea el diámetro del tubo, será únicamente a lo largo de esa generatriz donde tenga lugar la unión entre el mecanismo de sujeción y el propio tubo. Esta es la razón por la que el mecanismo de sujeción es válido sea cual sea el diámetro del tubo.
Las bridas de presión sirven para poder acercar con suavidad el mecanismo de sujeción a la superficie del tubo mediante el accionamiento de dichas bridas mediante unos mangos solidarios a las mismas, y también para poder alejar con poco esfuerzo el mecanismo de sujeción de la superficie del tubo. De lo contrario, la fuerza de los imanes dificultaría ambas maniobras; al girar el mango de la brida de presión hacia la derecha, el vástago de la brida de presión sale contra la superficie del tubo venciendo la fuerza de los imanes haciendo que el conjunto del sistema de sujeción se eleve. Por otro lado, al girar el mango de la brida de presión hacia la izquierda, el vástago de la brida de presión se esconde, haciendo que los imanes se acerquen a la superficie del tubo para permitir que el campo magnético cree la fuerza de unión entre el mecanismo de sujeción y la superficie del tubo.
En reposo, y debido a la fuerza que ejercen los muelles de las bisagras, los empujadores y los elementos de sujeción se encuentran en la posición más baja, pero cuando se acciona la palanca mediante una fuerza, que denominamos F1, el eje gira arrastrando en su movimiento a los eslabones que a su vez arrastran a los pasadores provocando la elevación de...
Reivindicaciones:
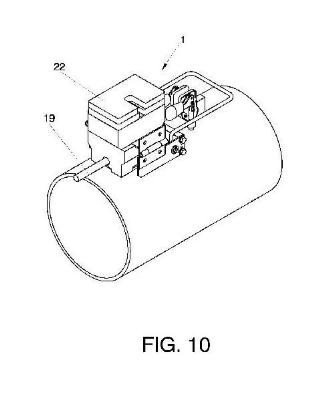
1. Sistema (1) de conexión de cables (19) y tubos, que comprende una tapa (22) de un conjunto molde-crisol destinada a evacuar gases procedentes de una reacción aluminotérmica que se produce en el interior de dicho conjunto molde-crisol para generar la unión del tubo y el cable (19) ,
caracterizado porque comprende:
- un mecanismo de sujeción (20) encargado de fijarse a la superficie del tubo en cuya parte inferior se encuentran ubicados unos imanes (13) destinados a crear un campo magnético que genera una fuerza de unión entre la superficie del tubo y el mecanismo de sujeción (20) , y
- y porque el conjunto molde-crisol comprende en su parte inferior unas juntas de retención longitudinales
(16) y unas juntas de retención transversales (17) encargadas de limitar el área de contacto entre el resultado de la reacción y el tubo.
2. Sistema según reivindicación 1 caracterizado porque el mecanismo de sujeción (20) comprende al menos dos elementos de sujeción (2) respectivamente unidos a unas alas superiores de unas bisagras articuladas con unos muelles (3) encargados de hacer girar dichos elementos de sujeción (2) contra unos empujadores (4) deslizables por el interior de unos casquillos-guía (5) que se encuentran fijados a unas piezas de soporte (6) unidas a un cuerpo (12) .
3. Sistema según reivindicación 2 caracterizado porque cada uno de dichos empujadores (4) dispone, en al menos uno de sus extremos, de un taladro destinado a albergar unos pasadores (7) deslizables por unos taladros alargados que se encuentran ubicados en los extremos de unos eslabones (8) solidarios un eje (9) solidario a una palanca (10) y cuyos extremos se encuentran ubicados en el interior de unos taladros de las piezas de soporte (6) .
4. Sistema (1) según reivindicación 2 caracterizado porque el mecanismo de sujeción (20) comprende unas bridas (14) fijadas al cuerpo (12) adaptadas para posicionar dicho mecanismo de sujeción (20) a la superficie del tubo.
5. Sistema (1) según una cualquiera de las reivindicaciones anteriores caracterizado porque las juntas de retención longitudinales (16) se disponen en dirección paralela al eje longitudinal del tubo y las juntas de retención transversales (17) se disponen perpendiculares a dicho eje.
6. Sistema (1) según la reivindicación 5 caracterizado porque las juntas de retención (16, 17) son de un material deformable.
7. Sistema (1) según una cualquiera de las reivindicaciones anteriores caracterizado porque comprende una placa metálica (15) ubicada entre las juntas de retención (16, 17) .
8. Sistema (1) según la reivindicación 7 caracterizado porque la placa metálica (15) comprende un material susceptible de ser fundido como consecuencia de la reacción aluminotérmica.
9. Sistema (1) según una cualquiera de las reivindicaciones anteriores caracterizado porque la tapa (22) se encuentra ubicada sobre el conjunto molde-crisol y está conformada por dos partes ensambladas entre sí mediante unos salientes en su parte superior que encajan en unos entrantes que se encuentran ubicados en su parte inferior adaptados para mantener las dos partes unidas entre sí mediante el rozamiento entre dichos salientes.
10. Sistema (1) según reivindicación 4 caracterizado porque comprende unos mangos (21) solidarios a las bridas (14) adaptados para accionar dichas bridas (14) .
11. Sistema (1) según una cualquiera de las reivindicaciones anteriores caracterizado porque el conjunto molde-crisol comprende un escalonado definido a media altura del mismo encargado de recibir el mecanismo de sujeción (20) .
12. Procedimiento de conexión de cables (19) y tubos que hace uso del sistema (1) descrito en una cualquiera las reivindicaciones 1 a 11 caracterizado porque comprende al menos los siguientes pasos:
- acercar el mecanismo de sujeción (20) del sistema (1) mediante las bridas (14) al tubo,
- accionar los mangos (21) para esconder los vástagos de las bridas (14) permitiendo que los imanes (13) actúen generando una fijación del sistema (1) sobre el tubo,
- empujar la palanca (10) para vencer la fuerza de los muelles (3) y elevar los elementos de sujeción (2) ,
- deslizar el conjunto molde-crisol por debajo de los elementos de sujeción (2) ,
- soltar la palanca (10) para que los muelles (3) empujen los elementos de sujeción (2) y fijen así el conjunto
molde-crisol apretándolo contra el tubo,
-introducir el cable (19) en el conjunto molde-crisol,
-verter una carga aluminotérmica en el molde del conjunto molde-crisol,
-esperar al menos 10 minutos,
-retirar el mecanismo de sujeción (20) mediante el accionamiento de los mangos (21) , y
- sacar los vástagos de las bridas (14) alejando así los imanes (13) de la superficie del tubo.
-
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO DE FABRICACIÓN DE SUBCONJUNTOS DE CARROCERÍA O CARROCERÍAS, del 4 de Junio de 2020, de REMOLQUES Y VOLQUETES S.L.: Sistema de fabricación de subconjuntos de carrocerías o carrocerías, estando conformado el subconjunto de carrocería o carrocería por un piso y/o laterales […]
Soldadura de piezas en bruto de acero, del 6 de Mayo de 2020, de AUTOTECH ENGINEERING, S.L: Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda […]
Módulo de soldadura para soldar dos carriles de una vía, del 11 de Diciembre de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre […]
Dispositivo para el corte de pletinas de chapa de una banda de chapa, del 27 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende un dispositivo de corte por láser desplazable […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
Dispositivo para el corte pletinas de chapa de una banda de chapa, del 20 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende: un dispositivo de corte por láser que puede moverse de un lado a […]
 Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para la mecanización separadora de piezas de trabajo en forma de placa y su utilización, del 19 de Junio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para la mecanización separadora de una pieza de trabajo en forma de placa mediante un haz de , con: un primer dispositivo […]