SISTEMA DE CAPTACION DE LUZ PARA EL MONITORIZADO ESPECTROSCOPICO DE SOLDADURAS ORBITALES.
Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales.
La invención facilita la captura de la luz generada por el proceso de soldadura orbital permitiendo su monitorización mediante sistemas sensores basados en el análisis de la radiación luminosa generada por el plasma. Consiste en un tramo de fibra óptica desnuda (4) enrollada sobre la cara interna de la cazoleta (3) de protección que incorpora la pistola de soldadura. La fibra deberá tener las características opto-geométricas necesarias para que la luz incidente en su cubierta sea capturada y propagada por el núcleo, dirigiéndola al instrumento remoto de análisis. Uno de los extremos de la fibra óptica puede permanece en el interior de la cazoleta, estando terminado de forma que contribuya la captura de la luz.
La aplicación fundamental de la invención se centra en el monitorizado de procesos de soldadura mediante métodos ópticos
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200701088.
Solicitante: UNIVERSIDAD DE CANTABRIA.
Nacionalidad solicitante: España.
Provincia: CANTABRIA.
Inventor/es: LOPEZ HIGUERA,JOSE MIGUEL, COBO GARCIA,ADOLFO, MIRAPEIX SERRANO,JESUS, LINARES PINTO,FERNANDO, VALDIANDE GUTIERREZ,JOSE JULIAN.
Fecha de Solicitud: 3 de Abril de 2007.
Fecha de Publicación: .
Fecha de Concesión: 15 de Enero de 2010.
Clasificación Internacional de Patentes:
- B23K9/028D
- B23K9/095D
Clasificación PCT:
- B23K9/028 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › para juntas curvilíneas situadas en un plano.
- B23K9/095 B23K 9/00 […] › Vigilancia o control automático de los parámetros de soldadura.
Descripción:
Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales.
Sector de la técnica
La invención se encuadra en el sector de instrumentación óptica y electrónica, más concretamente, de instrumentos capaces de monitorizar procesos industriales mediante la captación y procesado de la radiación óptica generada.
Estado de la técnica
En ciertos sectores industriales, como el aeroespacial o nuclear, los procesos de soldadura utilizados para la fabricación de diversos componentes están sujetos a rigorosos controles de los parámetros involucrados con el fin de asegurar la calidad de los cordones de soldadura resultantes. Aún así, no se elimina totalmente la posibilidad de producirse defectos, por lo que se emplean técnicas de ensayos no destructivos (END) a posteriori con el objeto de detectar y corregir los posibles defectos que aparezcan. Por esta razón, hay un interés en disponer de sistemas de monitorizado de los procesos, que sean capaces de detectar en tiempo real la aparición de defectos, o incluso actuar sobre parámetros del proceso para corregirlos o evitar su aparición.
En procesos de soldadura en los que se produce un plasma térmico de manera natural (soldadura de arco y soldadura láser en régimen de "key-hole" principalmente), la captación y procesado de la radiación de plasma térmico puede ofrecer información sobre la evolución del proceso que permita el fin comentado de detectar, evitar o corregir defectos. En estos sistemas, la captación de luz es un problema importante. Para soldadura láser, la solución adoptada se basa en el uso de la propia óptica de guiado y focalización del haz láser de soldadura.
Las diferentes soluciones que existen en la literatura científico-técnica y en el mercado pasan por elementos ópticos de volumen (lentes, colimadores) situados a diferentes distancias del proceso. En todos los casos, el sistema de captación debe apuntar correctamente al arco de soldadura para capturar eficientemente la luz generada por el plasma.
Particularmente, existe un proceso de soldadura denominado orbital y que se emplea típicamente para la unión de múltiples tubos a una placa de fijación. En la soldadura "tubo-a-placa", el electrodo se mueve orbitalmente respecto al eje de simetría de los tubos, recorriendo la circunferencia externa de los mismos para proceder a la unión entre el extremo del tubo y la placa de fijación. El electrodo está protegido de la atmósfera por una cazoleta. Debido al movimiento del electrodo, los sistemas de captación de luz al uso tienen dificultades para capturar eficientemente la luz generada a lo largo de toda la trayectoria.
La presente invención consiste en un sistema basado en fibra óptica enrollada en la cara interior de la cazoleta de protección, que adecuadamente posicionada, y con los parámetros opto-geométricos adecuados, es capaz de capturar luz de forma eficiente para toda la trayectoria descrita por el arco de soldadura.
Bibliografía
[1] Patente KR2003052422, "Apparatus for measuring laser welding process by using plasma spectroscopic techniques".
[2] Patente EP216694, "Real-time welding control for inaccessible joints - has sheathed optical fibre with conical end placed on region of weld to monitor plasma intensity".
[3] Patente JP7290260, "Laser beam welding machine - has plasma arc sensor assembled to filler wire feed nozzle, to detect welding defects".
[4] Patente RD371037, "Process verification using lasers - uses a single set of optics to deliver laser radiation onto process material and to deliver the process radiation to an optical sensor to monitor state of laser process".
[5] "Real-time arc welding defect detection technique by means of plasma spectrum optical analysis", J. Mirapeix, A. Cobo, O. M. Conde, C. Jaúregui, J.M. López-Higuera, NDT and E International, v 39, n 5, Julio, 2006, p 356-360.
Explicación de la invención
El problema técnico planteado es la captación eficiente de la luz generada en procesos de soldadura orbitales, en los que el plasma generado describe trayectorias circulares, dificultando la monitorización adecuada mediante sistemas sensores basados en el análisis de la radiación luminosa producida.
La invención consiste en un tramo de fibra óptica desnuda (desprovista de cubiertas protectoras), enrollada sobre la cara interna de la cazoleta de protección. La longitud enrollada puede ser variable en función de la cantidad de luz que se desee capturar, pero típicamente incluye varias vueltas. La fibra óptica debe tener las características ópticas y geométricas necesarias para que la luz generada por el plasma en el interior de la cazoleta sea capaz de atravesar la cubierta de la misma ("cladding") y llegar al núcleo ("core"), guiándose la luz hasta uno de los extremos de la fibra. Concretamente, favorecen este comportamiento fibras ópticas de materiales transparentes en el rango visible del espectro electromagnético (sílice o poli-metil-meta-acrilato, por ejemplo), con un núcleo de grandes dimensiones en comparación con la cubierta, y con una diferencia relativa de índices de refracción entre núcleo y cubierta pequeña, preferentemente.
Uno de los extremos libres de la fibra óptica sale al exterior de la cazoleta y guía la luz hasta un instrumento remoto que analiza la radiación luminosa, por ejemplo, un fotodiodo o en un analizador de espectros ópticos. El otro extremo de la fibra óptica permanece en el interior de la cazoleta, y se contemplan diferentes terminaciones para el mismo que facilitan la captura global de luz. Una posibilidad es la terminación plana y en ángulo recto respecto al eje de simetría de la fibra, en este caso el extremo es capaz de capturar luz, a la vez que la reflexión parcial de Fresnel en la interfase núcleo-aire ayuda a reflejar la luz propagada hacia este extremo en sentido contrario, hacia el extremo del instrumento remoto. Otra posibilidad que se contempla es la terminación plana y con un ángulo entre 0 y 90º respecto al eje de la fibra. En este caso, la cara plana del extremo apuntaría hacia el interior de la cazoleta, facilitando la captura de luz por este extremo. Una tercera posibilidad consiste en hacer el extremo situado en el interior de la cazoleta total o parcialmente reflectante (p.e. depositando una capa de material reflectivo como aluminio o plata). Una cuarta posibilidad es llevar ambos extremos de fibra al exterior de la cazoleta, uniendo mediante un acoplador óptico la luz recogida en ambos sobre una única fibra óptica de salida, que se conecta al instrumento remoto de análisis de la radiación óptica emitida.
Descripción de los dibujos
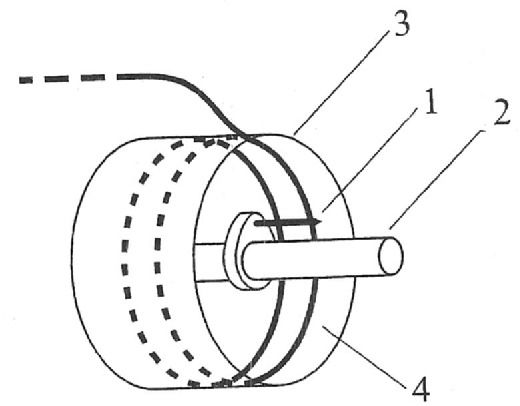
Figura 1: Muestra un esquema de una pistola o antorcha de soldadura TIG orbital, que incluye el electrodo (1) que se mueve a lo largo de una circunferencia con el diámetro correspondiente al tubo que se desea soldar, el cilindro de expansión (2) que se inserta en el interior del tubo a soldar y posiciona la antorcha adecuadamente, y la cazoleta (3) que protege la zona de soldadura de la atmósfera circundante. La fibra óptica (4) está enrollada sobre la cara interna de la cazoleta, en contacto y soportada por ella, describiendo varias vueltas.
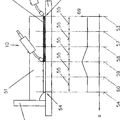
Figura 2: Muestra la invención desde otro punto de vista, apreciándose las diferentes vueltas de fibra óptica enrollada (4), y la salida de uno de los extremos de la fibra óptica (5) a través del cuerpo de la cazoleta, extremo de fibra óptica que lleva la luz capturada hasta el instrumento de análisis (6). La fibra óptica enrollada en espiral es capaz de recoger la luz generada por el plasma de soldadura (7) independientemente de su posición.
Un modo de realización de la invención
Una posible realización de la invención es como sigue: La pistola de soldadura incluye una cazoleta de acero inoxidable, con un diámetro interior de 15 cm. La fibra óptica tiene 1000 micrómetros de diámetro de la cubierta, y 950 micrómetros de diámetro del núcleo. Su material es poli-metil-metra-acrilato (PMMA). La fibra óptica enrollada tiene una longitud total de unos 424 cm describiendo un total de 9 vueltas adosada a la cara interna de la cazoleta. El extremo de la fibra óptica que permanece en el interior está terminado de forma plana y perpendicular al eje de la fibra, ayudando a la captura de la luz. El otro extremo de la fibra óptica sale a través de un agujero en la pared de la cazoleta y termina en un conector óptico que la conecta al instrumento de análisis.
Reivindicaciones:
1. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, caracterizado por un arrollamiento helicoidal de fibra óptica situado solidariamente con la pistola de soldadura y alrededor de la trayectoria orbital del arco, de forma que la luz emitida por el plasma penetra al núcleo de la fibra óptica a través de su cubierta y es propagada por la misma hacia el instrumento de monitorizado de la radiación luminosa.
2. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, que de acuerdo con la reivindicación 1, está preferentemente arrollado sobre la cara interna de la cazoleta y adosado a la misma, con una longitud de fibra óptica variable en función de la cantidad de luz que se desee recoger.
3. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, que de acuerdo con la reivindicación 1, se caracteriza por emplear fibra óptica que a lo largo del arrollamiento está desprovista de cubierta protectora y fabricada con un material transparente a las longitudes de onda que se deseen recoger, y que preferentemente, presenta un tamaño de núcleo ("core") grande en comparación con la cubierta ("cladding") para mejorar la captación de luz.
4. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, que de acuerdo con las reivindicaciones 1 y 3, se caracteriza por que ambos extremos de la fibra óptica salen al exterior de la cazoleta por sendos agujeros, de forma que la luz recogida por ambos extremos llevada al instrumento de análisis de la radiación luminosa, bien de forma individual, o bien uniéndolos previamente mediante un acoplador óptico.
5. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, que de acuerdo con las reivindicaciones 1 y 3, se caracteriza porque uno de los extremos de la fibra óptica enrollada permanece en el interior de la cazoleta, estando terminada la fibra óptica mediante un corte plano y perpendicular al eje de simetría de la fibra.
6. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, que de acuerdo con las reivindicaciones 1 y 3, se caracteriza porque uno de los extremos de la fibra óptica enrollada permanece en el interior de la cazoleta, estando terminada la fibra óptica mediante un corte plano y con un ángulo inferior a los 90º respecto al eje de simetría de la fibra, enfrentada esta cara hacia el electrodo, y facilitando de esta forma la captación y guiado de la luz que incide sobre este extremo.
7. Sistema de captación de luz para el monitorizado espectroscópico de soldaduras orbitales, que de acuerdo con las reivindicaciones 1 y 3, se caracteriza porque uno de los extremos de la fibra óptica enrollada permanece en el interior de la cazoleta, estando terminada la fibra óptica mediante un corte plano recubierto de un material reflectante, preferiblemente aluminio, oro o plata, con la intención de devolver al extremo remoto la radiación luminosa propagada por la fibra óptica en dirección al extremo interior, y que no seria aprovechada para su análisis.
Patentes similares o relacionadas:
PROCEDIMIENTO DE SOLDADURA TIG, del 31 de Agosto de 2011, de SNECMA: Procedimiento de soldadura TIG de una primera pieza que forma una guía candela con una primera pared cilíndrica y un borde de extremo a una segunda […]
PROCEDIMIENTOS PARA FABRICAR PAREDES DE TUBOS DE GENERADORES DE VAPOR CONSTITUIDAS PREDOMINANTEMENTE POR ACEROS MARTENSÍTICOS CON UN CONTENIDO DE 9-12% DE CROMO, del 21 de Junio de 2011, de ALSTOM TECHNOLOGY LTD: Procedimiento para fabricar paredes de tubos de generadores de vapor que consisten predominantemente en aceros martensíticos con un contenido de 9-12% de cromo, […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL REGISTRO DE LA CALIDAD DE UN CORDÓN DE SOLDADURA DURANTE LA SOLDADURA DE PIEZAS DE TRABAJO, del 20 de Julio de 2011, de PRECITEC VISION GMBH & CO. KG: Procedimiento para el registro de la calidad de un cordón de soldadura durante la soldadura de piezas de trabajo , en el que con un procedimiento […]
 PROCEDIMIENTO DE SOLDADURA Y SISTEMA DE SOLDADURA CON DETERMINACION DE LA POSICION DE SOPLETE PARA SOLDAR, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Procedimiento de soldadura usándose un soplete para soldar cuya posición es determinada, siendo emitida una señal por un emisor , que es recibida por al menos […]
PROCEDIMIENTO DE SOLDADURA Y SISTEMA DE SOLDADURA CON DETERMINACION DE LA POSICION DE SOPLETE PARA SOLDAR, del 13 de Abril de 2010, de FRONIUS INTERNATIONAL GMBH: Procedimiento de soldadura usándose un soplete para soldar cuya posición es determinada, siendo emitida una señal por un emisor , que es recibida por al menos […]
Cartucho consumible reemplazable para un sistema de corte por arco de plasma, del 22 de Julio de 2020, de HYPERTHERM, INC: Cartucho reemplazable para un soplete de arco de plasma, comprendiendo el cartucho reemplazable: un cuerpo de cartucho reemplazable y estando […]
Sistema y método para proporcionar retroalimentación de la distancia de la punta de contacto a la pieza de trabajo (CTWD) para una realidad aumentada basado en una corriente de salida de soldadura y/o una velocidad de alimentación de alambre en tiempo real, del 3 de Junio de 2020, de LINCOLN GLOBAL, INC.: Método para alertar a un soldador durante un proceso de soldadura realizado mediante un sistema de soldadura si una distancia real de la punta de contacto […]
Unidad de soldadura y/o corte con sensor para detectar/medir la corriente de soldadura y/o corte, del 13 de Mayo de 2020, de Trafimet Group S.p.A: Unidad de soldadura y/o corte que comprende: - un generador , - una antorcha de soldadura y/o corte , - un elemento de conexión […]
Importar y analizar datos externos usando un sistema de soldadura de realidad virtual, del 12 de Febrero de 2020, de LINCOLN GLOBAL, INC.: Método que comprende: importar desde una máquina de soldadura en el mundo real al interior de un sistema de soldadura de realidad […]