Sistema de cabezal flexible para mecanizar piezas de trabajo.
Sistema (100) de fabricación para procesar una pieza de trabajo,
comprendiendo el sistema (100):un bastidor (128) estacionario y una pluralidad de cabezales (140; 1010) en el que el bastidor (128) tiene un primercarril (130) de soporte y un segundo carril (132) de soporte incluyendo cada uno de los cabezales (140; 1010) unafila de accionadores móviles adaptados para soportar al menos una parte de una pieza de trabajo procesadamediante un sistema de mecanizado, en el que el primer carril (130) de soporte incluye una pluralidad de primerasregiones de montaje diferenciadas separadas formadas en el mismo, el segundo carril (132) de soporte incluye unapluralidad de segundas regiones de montaje diferenciadas separadas formadas en el mismo, tal que loscorrespondientes pares transversales de las primeras regiones de montaje y las segundas regiones de montajedefinen posiciones de instalación, estando posicionados la pluralidad de cabezales (140, 1010) en posiciones deinstalación respectivas, y en el que cada cabezal está configurado para acoplarse de manera fija a un parcorrespondiente de las regiones de montaje primeras y segundas e incluye un mecanismo de bloqueo que tiene unestado bloqueado para acoplarse de manera fija al bastidor (128) y un estado desbloqueado para moverse conrespecto al bastidor (128). l
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/085035.
Solicitante: FLOW INTERNATIONAL CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 23500 - 64TH AVENUE SOUTH KENT, WA 98032 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SABERTON,MARK A, RECEVEUR,PAUL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q1/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Soportes fijos de herramientas o piezas (B23Q 1/70 tiene prioridad; mesas auxiliares B23Q 1/74; contrapuntos B23B 23/00).
- B25B1/24 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 1/00 Tornillos de banco (especialmente adaptados para el montaje de moscas para la pesca A01K 97/28; especialmente adaptados a las máquinas-herramientas B23Q 3/00). › Partes constitutivas, p. ej. mandíbulas de forma especial, guías.
PDF original: ES-2389574_T3.pdf
Fragmento de la descripción:
Sistema de cabezal flexible para mecanizar piezas de trabajo.
Antecedentes
Campo técnico
La presente invención se refiere generalmente a aparatos de colocación de piezas de trabajo y, en particular, a aparatos de colocación que pueden soportar piezas de trabajo que están procesándose, recortándose, perforándose, fresándose, y/o inspeccionándose.
Se da a conocer también la técnica anterior relacionada en los documentos DE 32 17 866 C1, WO 20051042204 A, EP 1 110 667 A y US 4.088.312 A.
Como técnica anterior más próxima se identifica el documento DE 32 17 866 C1.
El documento D1 parece dar a conocer un sistema de fabricación para procesar una pieza de trabajo, comprendiendo el sistema un bastidor y una pluralidad de cabezales, en el que el bastidor tiene un primer carril de soporte y un segundo carril de soporte y la pluralidad de cabezales puede colocarse en posiciones de instalación respectivas, incluyendo cada uno de los cabezales una fila de accionadores móviles, adaptados para soportar al menos una parte de una pieza de trabajo procesada mediante un sistema de máquina.
Descripción de la técnica relacionada
Los sistemas de fabricación incluyen a menudo un apoyo y una herramienta de mecanizado para mecanizar una pieza de trabajo sujeta mediante el apoyo. Puede ser necesario mecanizar piezas de trabajo (por ejemplo, paneles de avión, fuselajes, revestimientos aerodinámicos, alojamientos de motor, u otras estructuras) que tienen geometrías complejas. Los apoyos tradicionales tienen a menudo un conjunto de módulos extensibles verticalmente que pueden adoptar configuraciones diferentes de manera que los módulos actúan conjuntamente para soportar una pieza de trabajo. Los módulos pueden desplazarse horizontalmente a lo largo de carriles a ubicaciones diferentes por debajo de una pieza de trabajo. Desgraciadamente, se usan aparatos de accionamiento complicados para mover estos módulos a lo largo de los carriles. Estos aparatos de accionamiento complicados requieren a menudo cantidades significativas de formación del usuario, mantenimiento frecuente, recalibración, y controladores caros. Adicionalmente, puede ser difícil o imposible aumentar o disminuir el número de módulos montados sobre los carriles si los aparatos de accionamiento están diseñados específicamente para un número fijo de módulos, limitando de este modo la flexibilidad de fabricación. Por consiguiente, estos tipos de sistemas de fabricación pueden ser inadecuados para mecanizar estructuras usadas normalmente en muchas industrias, tales como la industria aeroespacial.
Se usan a menudo aparatos de fijación de tablero de cabezal para soportar piezas de trabajo relativamente grandes, tales como paneles de avión. Una serie de tableros de cabezal de altura fija estacionarios o móviles puede soportarse mediante un par de carriles horizontales. Estos tipos de aparatos de fijación de tablero de cabezal pueden no ser adecuados para procesar piezas de trabajo con diferentes geometrías, especialmente piezas de trabajo curvadas grandes (por ejemplo, una parte de un fuselaje) con geometrías complejas. Por consiguiente, los tableros de cabezal de altura fija pueden reemplazarse frecuentemente con tableros de cabezal que tienen alturas diferentes o pueden volverse a colocar repetidamente para procesar piezas de trabajo diferentes que dan como resultado tiempos de parada de mecanizado y productividad perdida significativos.
Breve sumario
Un sistema de fabricación puede incluir un sistema de chorro de agua o un sistema de fresado para procesar una pieza de trabajo retenida mediante un sistema de cabezal flexible. El sistema de cabezal flexible puede tener configuraciones diferentes para retener diferentes tipos de piezas de trabajo, tales como paneles, fuselajes, revestimientos aerodinámicos, alojamientos de motor, y otras estructuras complejas grandes. El sistema de cabezal, en algunas realizaciones, incluye un primer carril de soporte y un segundo carril de soporte separado del primer carril de soporte. Los carriles de soporte primero y segundo soportan una pluralidad de cabezales apilables que actúan conjuntamente para colocar la pieza de trabajo. Los cabezales tienen alturas ajustables a lo largo de sus longitudes para alojar la forma de la pieza de trabajo. El sistema de cabezal puede sujetar la pieza de trabajo de manera estacionaria o puede mover la pieza de trabajo entre cualquier número de posiciones deseadas.
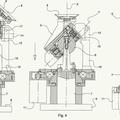
En algunas realizaciones, un sistema para soportar una pieza de trabajo incluye un bastidor y un cabezal configurable. El bastidor incluye un primer carril de soporte, un segundo carril de soporte, y una ventana de alojamiento entre el primer carril de soporte y el segundo carril de soporte. El primer carril de soporte tiene una pluralidad de primeras regiones de montaje diferenciadas separadas entre sí a lo largo de una longitud del primer carril de soporte. El segundo carril de soporte tiene una pluralidad de segundas regiones de montaje diferenciadas separadas entre sí a lo largo de una longitud del segundo carril de soporte. Las primeras regiones de montaje y segundas regiones de montaje correspondientes definen una pluralidad de posiciones de montaje que se extienden transversalmente entre el primer carril de soporte y el segundo carril de soporte. El cabezal está dimensionado para descansar sobre los carriles de soporte primero y segundo y para soportar al menos una parte de una pieza de trabajo.
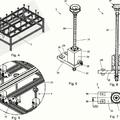
El cabezal puede incluir uno o más elementos rígidos (por ejemplo, largueros) , paneles de accionadores, herramientas fijas, separadores, o combinaciones de los mismos. En algunas realizaciones, un panel de accionadores se acopla de manera fija a un larguero de manera que los extremos libres de los accionadores para poner en contacto una pieza de trabajo pueden moverse alejándose de y hacia el larguero. En algunas realizaciones, el cabezal incluye además un primer mecanismo de bloqueo en un primer extremo del cabezal y un segundo mecanismo de bloqueo en un segundo extremo del cabezal opuesto al primer extremo. Los mecanismos de bloqueo primero y segundo pueden acoplarse a un par de las regiones de montaje primeras y segundas para mantener el cabezal en una posición de montaje conocida que se extiende entre el par de las regiones de montaje primeras y segundas cuando los mecanismos de bloqueo primero y segundo están en configuraciones bloqueadas. El cabezal puede moverse con respecto al bastidor cuando los mecanismos de bloqueo primero y segundo están en configuraciones desbloqueadas.
En algunas realizaciones, se proporciona un sistema de fabricación para procesar una pieza de trabajo. El sistema de fabricación incluye un bastidor estacionario, una pluralidad de cabezales y un conjunto de mecanizado, tal como un conjunto de chorro de agua o conjunto de fresado. El bastidor estacionario tiene un primer carril de soporte y un segundo carril de soporte. El primer carril de soporte incluye una pluralidad de primeras regiones de montaje diferenciadas formadas en el mismo. El segundo carril de soporte incluye una pluralidad de segundas regiones de montaje diferenciadas formadas en el mismo. Pares transversales correspondientes de las regiones de montaje primeras y segundas definen posiciones de instalación. La pluralidad de cabezales pueden colocarse en posiciones de instalación respectivas. En algunas realizaciones, cada uno de los cabezales incluye una fila de accionadores móviles adaptados para soportar al menos una parte de una pieza de trabajo. El sistema de mecanizado es adyacente al bastidor estacionario. El sistema de mecanizado tiene una o más herramientas (por ejemplo, una herramienta de corte, chorro de agua, boquilla, y similares) que puede (n) moverse con respecto a una pieza de trabajo soportada por la pluralidad de cabezales para procesar la pieza de trabajo.
En aún otras realizaciones, un sistema para colocar una pieza de trabajo incluye un primer carril de soporte y un segundo carril de soporte. Los carriles de soporte primero y segundo definen una pluralidad de posiciones de montaje diferenciadas a lo largo de longitudes axiales de los carriles de soporte primero y segundo. El sistema incluye además una pluralidad de cabezales rectos alargados independientemente móviles a lo largo de las longitudes axiales de los carriles de soporte primero y segundo y que pueden acoplarse de manera fija a los carriles de soporte primero y segundo en posiciones de montaje diferenciadas respectivas. Cada uno de los cabezales está adaptado para descansar sobre los carriles de soporte primero... [Seguir leyendo]
Reivindicaciones:
1. Sistema (100) de fabricación para procesar una pieza de trabajo, comprendiendo el sistema (100) :
un bastidor (128) estacionario y una pluralidad de cabezales (140; 1010) en el que el bastidor (128) tiene un primer carril (130) de soporte y un segundo carril (132) de soporte incluyendo cada uno de los cabezales (140; 1010) una fila de accionadores móviles adaptados para soportar al menos una parte de una pieza de trabajo procesada mediante un sistema de mecanizado, en el que el primer carril (130) de soporte incluye una pluralidad de primeras regiones de montaje diferenciadas separadas formadas en el mismo, el segundo carril (132) de soporte incluye una pluralidad de segundas regiones de montaje diferenciadas separadas formadas en el mismo, tal que los correspondientes pares transversales de las primeras regiones de montaje y las segundas regiones de montaje definen posiciones de instalación, estando posicionados la pluralidad de cabezales (140, 1010) en posiciones de instalación respectivas, y en el que cada cabezal está configurado para acoplarse de manera fija a un par correspondiente de las regiones de montaje primeras y segundas e incluye un mecanismo de bloqueo que tiene un estado bloqueado para acoplarse de manera fija al bastidor (128) y un estado desbloqueado para moverse con respecto al bastidor (128) .
2. Sistema (100) según la reivindicación 1, en el que al menos uno de los cabezales (140; 1010) incluye al menos un apoyo (712a; 712b; 712c) estacionario que actúa conjuntamente con el panel de accionadores para soportar la pieza de trabajo o acoplarse a una herramienta.
3. Sistema (100) según la reivindicación 2, en el que el al menos un apoyo (712a; 712b; 712c) estacionario es una varilla alargada o un arco con una plataforma.
4. Sistema (100) según la reivindicación 1, en el que al menos uno de los cabezales (140; 1010) tiene mecanismos de bloqueo primero y segundo incluyendo cada uno una clavija de ubicación configurada para pasar a través de una de las regiones de montaje primeras y segundas.
5. Sistema (100) de fabricación según la reivindicación 1, en el que al menos uno de los accionadores puede moverse entre posiciones desplazadas lateralmente con respecto a un eje longitudinal de un larguero de uno de los cabezales.
6. Sistema (100) de fabricación según la reivindicación 1, en el que al menos uno de los cabezales (140) tiene un elemento alargado y un accionador que incluye una placa de montaje adaptada para acoplarse con una región de montaje del elemento alargado para definir una pluralidad de posiciones de montaje del accionador preestablecidas.
7. Sistema (100) de fabricación según la reivindicación 1, que comprende además al menos una cubierta (714; 1002) soportada por el primer carril (130) de soporte y el segundo carril (132) de soporte, llenando sustancialmente la cubierta todo un espacio entre un par adyacente de los cabezales (140; 1010) .
8. Sistema (100) de fabricación según la reivindicación 7, en el que al menos una de las cubiertas (714; 1002) es lo suficientemente ancha para definir un pasillo.
9. Sistema (100) de fabricación según la reivindicación 1, que comprende además una pluralidad de cubiertas, que tienen cada una, una anchura que generalmente es igual a o un múltiplo de la mitad de una anchura de uno de los cabezales (140; 1010) .
10. Sistema (100) de fabricación según la reivindicación 1, que comprende además una cubierta (714; 1002) entre un par adyacente de componentes para proteger un espacio generalmente por debajo de los componentes adyacentes del agua y de los desechos cuando se procesa una pieza de trabajo.
11. Sistema (100) de fabricación según la reivindicación 11, en el que la cubierta forma un sello estanco a fluidos con al menos uno de los componentes adyacentes que está en forma de un cabezal (140; 1010) .
12. Sistema (100) de fabricación según la reivindicación 1, en el que la pluralidad de cabezales (140; 1010) están conectados entre sí para formar sellos estancos a fluidos los unos entre los otros.
13. Sistema (100) de fabricación según la reivindicación 1, en el que uno de los cabezales incluye un dispositivo de sellado inflable adaptado para engancharse a un cabezal (140; 1010) o cubierta (714; 1002) adyacente.
14. Sistema (100) de fabricación según la reivindicación 1, en el que los accionadores están adaptados para poder montarse en una pluralidad de posiciones excéntricas diferentes.
15. Método para procesar una pieza de trabajo, comprendiendo el método:
colocar una pluralidad de cabezales (140; 1010) sobre una pluralidad de primeras regiones de montaje formadas en un primer carril (130) de soporte estacionario y una pluralidad de segundas regiones de montaje formadas en un segundo carril (132) de soporte estacionario separado del primer carril (130) de soporte de manera que la pluralidad de cabezales (140; 1010) se extienden transversalmente entre el primer carril (130) de soporte y el segundo carril
(132) de soporte; acoplar de manera fija los cabezales (140; 1010) a los carriles (130; 132) de soporte primero y segundo usando mecanismos de bloqueo de los cabezales (140; 1010) que tienen un estado bloqueado y un estado desbloqueado de manera que cada mecanismo de bloqueo se aloja en una de las regiones de montaje primeras y segundas;
situar una pieza de trabajo sobre los accionadores de los cabezales;
procesar la pieza de trabajo usando un conjunto de mecanizado móvil;
retirar la pieza de trabajo procesada de los accionadores; y
desacoplar uno de los cabezales (140; 1010) de los carriles (130; 132) de soporte primero y segundo usando los
mecanismos de bloqueo. 10 16. Método según la reivindicación 16, que comprende además: mover al menos uno de los cabezales con respecto a los carriles (130; 132) primero y segundo tras desacoplar el cabezal de los carriles (130; 132) primero y segundo.
17. Método según la reivindicación 16, que comprende además:
colocar excéntricamente al menos uno de los accionadores con respecto a un larguero de uno de los cabezales 15 (140; 1010) que soporta el al menos un accionador.
Patentes similares o relacionadas:
Aparato para soportar una pieza, del 30 de Octubre de 2019, de C.M.S. S.P.A.: Aparato para soportar una pieza a trabajar, comprendiendo dicho aparato una o más unidades de soporte, comprendiendo cada unidad de soporte: - un carro que […]
Dispositivo y procedimiento para posicionar un elemento de sujeción, del 23 de Octubre de 2019, de HOMAG GmbH: Dispositivo para posicionar un elemento de sujeción, que está previsto para fijar una pieza de trabajo en una estación de mecanizado, presentando el […]
 Sistema para soportar una pieza a trabajar, del 1 de Agosto de 2018, de C.M.S. S.P.A.: Sistema de soporte para soportar una pieza (P) a trabajar en una posición de mecanización, comprendiendo el sistema una pluralidad de unidades […]
Sistema para soportar una pieza a trabajar, del 1 de Agosto de 2018, de C.M.S. S.P.A.: Sistema de soporte para soportar una pieza (P) a trabajar en una posición de mecanización, comprendiendo el sistema una pluralidad de unidades […]
UTILLAJE PARA EL MECANIZADO DE PIEZAS CON CURVATURA, del 30 de Noviembre de 2017, de ZAYER, S.A.: Utillaje para el mecanizado de piezas con curvatura que permite adaptarse a dicha curvatura, aporte un amarre continuo, siendo una solución de bajo coste con respecto a las […]
DISPOSITIVO DE GIRO Y BLOQUEO EN VENTOSAS DE VACÍO, del 11 de Agosto de 2016, de BORNAECHEA MORLANS, Antonio: Dispositivo de giro y bloqueo para ventosas de vacío, especialmente para ventosas que se utilizan para la sujeción de cuerpos que han de ser mecanizados en máquinas […]
Aparato y métodos para la manipulación y soporte de paneles, del 10 de Agosto de 2016, de BAE SYSTEMS PLC: Un método de manipulación y soporte de un panel para un barco, que incluye los pasos de: proporcionar un soporte para piezas de trabajo que tiene una superficie […]
Aparato de soporte de piezas a trabajar, del 15 de Junio de 2016, de C.M.S. S.P.A.: Aparato para soportar una pieza a trabajar en una posición de mecanización, que comprende al menos una unidad funcional que comprende a su […]
 Sistema de posicionamiento, identificación y trabajo de un componente semi-acabado, del 16 de Marzo de 2016, de Persico S.p.A: Sistema de posicionamiento, identificación y trabajo de al menos un componente semi-acabado , del tipo en el que un controlador gestiona un trabajo […]
Sistema de posicionamiento, identificación y trabajo de un componente semi-acabado, del 16 de Marzo de 2016, de Persico S.p.A: Sistema de posicionamiento, identificación y trabajo de al menos un componente semi-acabado , del tipo en el que un controlador gestiona un trabajo […]