SEPARADOR DE EMBALAJE PARA LA SEPARACION Y PROTECCION DE PRODUCTOS.
Un procedimiento para fabricar un separador de embalaje que comprende una construcción en forma de peine,
en el que dicha construcción en forma de peine comprende una placa base (A) y paredes de división (B), comprendiendo las etapas de:
- introducir un material de la placa base (A),
- introducir un segundo material al mismo tiempo que se introduce dicho material de placa base,
- doblar dicho segundo material para formar paredes de división (B), por lo que la altura de al menos una de dichas paredes de división y la anchura entre dichas paredes de división, dependiendo de los productos que se han de almacenar en el separador de embalaje fabricado en este momento, es continuamente ajustable,
- preparar dicho ajuste de la altura por medio de la variación de la introducción de dicho segundo material,
- preparar dicho ajuste de la anchura por medio de la variación de la introducción de dicho material de placa base,
- añadir dichas paredes de división formadas a dicha placa base
Tipo: Resumen de patente/invención. Número de Solicitud: W0102873SE.
Solicitante: SAPA PROFILER AB.
Nacionalidad solicitante: Suecia.
Dirección: METALLVAGEN,574 81 VETLANDA.
Inventor/es: DAVIDSSON,STEFAN.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B65D5/48B
Clasificación PCT:
- B65D5/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › Separaciones.
Clasificación antigua:
- B65D5/48 B65D 5/00 […] › Separaciones.
Descripción:
Separador de embalaje para la separación y protección de productos.
La presente invención se refiere a un procedimiento para producir un separador de embalaje para el embalaje de objetos alargados, como perfiles extrudidos. El separador de embalaje tiene una estabilidad alta y se ajusta al tamaño de los objetos.
Los fabricantes de perfiles extrudidos tienen dos problemas principales con los materiales de embalaje actuales, por ejemplo, una estabilidad demasiado baja y el hecho de que los perfiles no están separados en el embalaje. Esto conduce a la deformación y al deterioro de las superficies de los perfiles.
Los perfiles extrudidos se fabrican a menudo en series pequeñas, lo que supone grandes exigencias en tiempos de respuesta cortos también cuando se embalan los perfiles. Otra exigencia consiste en que los productos se deben embalar de manera que ocupen el menor volumen posible.
El documento JP2000-6955A describe una caja con divisiones hecha de cartón.
En el documento FR-1521839 se fabrica una incrustación de embalaje para botellas por medio del doblado de una lámina de cartón para recibir compartimentos con forma cónica. La altura de los compartimentos en una capa y el volumen de los compartimentos individuales son constantes.
El documento US-3263894 describe un contenedor para transporte de una cartulina de papel plisado para el embalaje de fruta. Los compartimentos pueden tener diferentes alturas en las diferentes capas. Esta construcción solo tiene la estabilidad requerida debido a uno o varios divisores colocados a lo largo de los paneles de división doblados.
No se describe cómo se logran los tamaños variables de los compartimentos.
La presente invención soluciona el problema anterior tal y como se describe en la reivindicación 1.
La pared está unida a una placa base, que se introduce desde una unidad de fabricación para producir dicho separador. Cuando la incrustación de embalaje está provista del número deseado de paredes de división / tiene la longitud deseada, se corta la placa base y se pone el separador en un dispositivo de sujeción. Cuando se ha cargado el separador con material en todos los compartimentos, se coloca un segundo separador encima del anterior. El procedimiento se repite hasta que se obtiene el número de capas preferido. En consecuencia, cada perfil está completamente separado de los otros y cada capa en el separador soporta su propio peso.
El material utilizado en la pared de división y en la placa base puede ser orgánico, por ejemplo polimérico, un laminado o puede tener una base de fibras naturales, por ejemplo papel, cartón, papel sólido, cartulina o un material similar. La rigidez se consigue por medio de la unión de las paredes de división a la placa base que puede estar hecha del mismo material que las paredes de división o de otro material. Las paredes de división pueden unirse por medio de pegado, sujeción, abrochado o por medio de cualquier otro procedimiento.
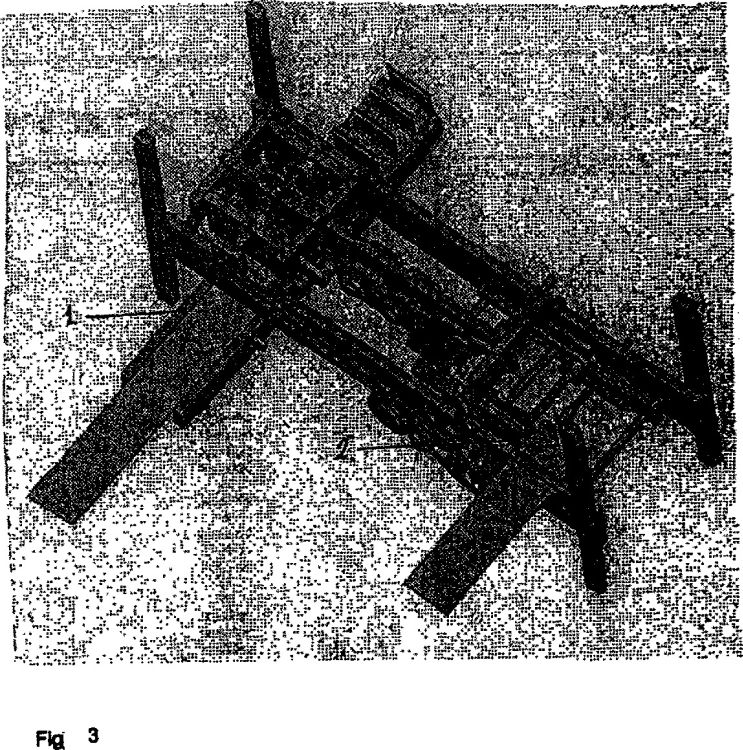
Un aparato para fabricar dicho separador de embalaje comprende una unidad de introducción para la placa base (1) y una unidad de introducción para las paredes de división (2). La dirección del transporte del material de la placa base es paralela con respecto a la dirección del transporte en el caso de las paredes de división. La anchura de la unidad de introducción debería ser continuamente ajustable, por lo que se pueden obtener paredes de división de diferentes alturas.
Cuando se ha introducido la suficiente longitud del material para una pared de división y el material golpea la herramienta de sujeción prefijada, el material se corta en una herramienta de corte. Se aplica pegamento en la parte trasera de la lámina, que después se dobla por la mitad y los alerones de la lámina se doblan en direcciones opuestas, después de lo cual se pegan los alerones a la placa base.
También la unidad de introducción para la placa base es continuamente ajustable, lo que proporciona un separador con diferentes distancias entre las paredes de división.
Cuando el separador de embalaje tiene la longitud que se pretendía, se corta el material con una herramienta de corte entre dos paredes de división.
El aparato está adaptado para la fabricación de separadores de embalaje que tienen separadores individuales pegados, pero también se puede utilizar para hojas que se han doblado para formar un número de separadores mayor y que después se pegan en la placa base. La velocidad para introducir el material para las paredes de división puede regularse para variar la altura de la pared de división y el corte del material tiene lugar solo cuando la hoja doblada ha tomado la longitud deseada, correspondiente a la longitud completa de la placa base.
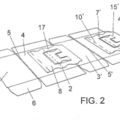
La figura 1 muestra un modo de realización en el que se ha fabricado una construcción en forma de peine añadiendo paredes de división (B) separadas a la placa base (A).
En la figura 2 se usan varias capas de la construcción en forma de peine de la figura 1.
La figura 3 muestra un aparato para la fabricación del separador de embalaje.
Preferentemente, el material de la incrustación está hecho de cartón con un peso base de 200-600 g/m2. La anchura de la construcción en forma de peine acabada en la dirección de la pared de división es de entre 50 y 500 mm. Se pueden poner varias incrustaciones en un dispositivo para envolver o de fijación, de manera que el peso se pueda repartir a lo largo de los objetos embalados.
Ejemplo 1
Se aplican tiras de pegamento fundido con una distancia mutua de 50,5 mm en una placa base de cartón sólido con una anchura de 200 mm y una longitud de 800 mm. Se fabrican paredes de división separadas doblando una hoja de papel que tiene una anchura de 71 mm y una longitud de 200 mm a lo largo de la línea del centro. Las paredes de división se pegan entonces a lo largo del pliegue salvo los últimos 5 mm, Las partes que no se han pegado de la hoja se doblan hacia atrás para formar un ángulo de 90 grados con respecto a las partes pegadas, de manera que una parte de la hoja forma una ala en forma de T. Las alas dobladas son empujadas contra el pegamento aplicado y se fijan en una posición como para formar un separador de embalaje con compartimentos con una anchura de 50,5 mm y una altura de 30,5 mm. Dos de estos separadores se colocan entonces en un dispositivo para envolver con una distancia entre las incrustaciones en la dirección de los objetos embalados, de manera que el peso se pueda repartir parcialmente a lo largo de los objetos embalados.
En los compartimentos se ponen perfiles de aluminio con las dimensiones 50x30x200 mm. Se pone otro separador de embalaje encima del primero para que la capa superior descanse sobre las paredes de división de la capa inferior. Varias capas del separador de embalaje se colocan encima de la anterior hasta que se alcanza el número de capas deseado, con lo cual, se sella la envoltura exterior. La altura y anchura de los separadores de embalaje puede variar entre y dentro de las capas y se puede elegir el número de capas libremente.
Reivindicaciones:
1. Un procedimiento para fabricar un separador de embalaje que comprende una construcción en forma de peine, en el que dicha construcción en forma de peine comprende una placa base (A) y paredes de división (B), comprendiendo las etapas de:
- introducir un material de la placa base (A),
- introducir un segundo material al mismo tiempo que se introduce dicho material de placa base,
- doblar dicho segundo material para formar paredes de división (B), por lo que la altura de al menos una de dichas paredes de división y la anchura entre dichas paredes de división, dependiendo de los productos que se han de almacenar en el separador de embalaje fabricado en este momento, es continuamente ajustable,
- preparar dicho ajuste de la altura por medio de la variación de la introducción de dicho segundo material,
- preparar dicho ajuste de la anchura por medio de la variación de la introducción de dicho material de placa base,
- añadir dichas paredes de división formadas a dicha placa base.
2. El procedimiento según la reivindicación 1, incluyendo además la etapa de:
- introducir dicho material de placa base utilizando una primera unidad de introducción.
3. El procedimiento según la reivindicación 2, incluyendo además la etapa de:
- introducir dicho segundo material utilizando una segunda unidad de introducción.
4. El procedimiento según la reivindicación 1, incluyendo además la etapa de:
- cortar dicho segundo material para formar una pared de división (B) separada y determinándose dicha altura de dicha pared de división separada por medio del ajuste de la anchura de una lámina cortada del segundo material para formar dicha pared de división separada.
5. El procedimiento según la reivindicación 4, incluyendo además las etapas de:
- doblar dicha lámina por la mitad y doblar los alerones de la lámina en direcciones opuestas, de manera que dichos alerones formen una ala con forma de T,
- añadir dicha ala con forma de T a dicha placa base.
6. El procedimiento según la reivindicación 5, incluyendo además la etapa de:
- ajustar dicha introducción de dicho material de placa base de manera que se logre una anchura deseada entre las paredes de división en dicha unión de las paredes de división a la placa base.
7. El procedimiento según la reivindicación 2, incluyendo además la etapa de:
- cortar dicho material de placa base cuando el separador de embalaje tiene una longitud pretendida.
8. El procedimiento según la reivindicación 7, incluyendo además la etapa de:
- unir dicha ala con forma de T de la pared de división a dicha placa base por medio del pegado, abrochado o apretado.
9. El procedimiento según la reivindicación 1, incluyendo además las etapas de:
- doblar una hoja de dicho segundo material para formar un número mayor de paredes de división (B),
- cortar dicho segundo material cuando dicha hoja doblada ha adquirido una longitud que se corresponde con la longitud de la placa base (A) para el separador de embalaje.
10. El procedimiento según la reivindicación incluyendo además la etapa de:
- regular la velocidad de la introducción de dicha hoja para ajustar la altura de las paredes de división de dicha hoja.
11. El procedimiento según la reivindicación 10, incluyendo además la etapa de:
- ajustar dicha introducción de dicho material de placa base de manera que se consiga una anchura deseada entre las paredes de división.
Patentes similares o relacionadas:
 CAJA DE CARTON PARA BOTELLAS Y PROCEDIMIENTO DE FABRICACION DE LA MISMA, del 23 de Diciembre de 2009, de CARTONAJES SANTORROMAN, S.A.: Sobre un cuerpo laminar constitutivo de una caja convencional de cartón prismático-rectangular, se fijan dos separadores (2-2''), a la cara interna de sus paredes mayores […]
CAJA DE CARTON PARA BOTELLAS Y PROCEDIMIENTO DE FABRICACION DE LA MISMA, del 23 de Diciembre de 2009, de CARTONAJES SANTORROMAN, S.A.: Sobre un cuerpo laminar constitutivo de una caja convencional de cartón prismático-rectangular, se fijan dos separadores (2-2''), a la cara interna de sus paredes mayores […]
 RECIPIENTE PARA COMIDAS, del 16 de Septiembre de 2007, de CHIC & CHIPS POLLO AL CUCURUCHO S.A.: Recipiente para comidas caracterizado porque presenta forma general piramidal, y cuyo interior se encuentra dividido, mediante paredes divisorias en, […]
RECIPIENTE PARA COMIDAS, del 16 de Septiembre de 2007, de CHIC & CHIPS POLLO AL CUCURUCHO S.A.: Recipiente para comidas caracterizado porque presenta forma general piramidal, y cuyo interior se encuentra dividido, mediante paredes divisorias en, […]
Envase laminar con al menos dos compartimentos independientes, del 28 de Abril de 2020, de HERNANDEZ MORENO, Angel: 1. Envase laminar con al menos dos compartimentos independientes caracterizado esencialmente, porque está formado a partir de dos capas (1 y […]
Envase plegable de varios pisos con celdas de almacenamiento flexibles para el transporte de mercancías, del 19 de Febrero de 2020, de PPO GROUP CZ, s.r.o: 1. Envase plegable de varios pisos con celdas de almacenamiento flexibles para el transporte de mercancías que contiene una construcción de marco plegable, la […]
 Caja plegable con cierre de solapa, del 31 de Julio de 2019, de PCO Group GmbH: Caja de embalaje de un recorte plegado de cartón o cartulina, con dos primeras paredes laterales opuestas a distancia en primeros lados de la […]
Caja plegable con cierre de solapa, del 31 de Julio de 2019, de PCO Group GmbH: Caja de embalaje de un recorte plegado de cartón o cartulina, con dos primeras paredes laterales opuestas a distancia en primeros lados de la […]
APARATO Y METODO PARA LA FABRICACION DE CHAROLAS PARA EMPAQUE CON DIFERENTES ESTRUCTURAS Y PRODUCTO OBTENIDO, del 22 de Noviembre de 2018, de HERRERO PEREZ RIOJA, Juan Antonio: Un método y aparato para producir charolas que están o no recubiertas con una película plástica y que retienen atmósferas modificadas y a las […]
SEPARADOR DE ARTÍCULOS DEL TIPO BOTELLAS Y PLANTILLA ASOCIADA, del 7 de Diciembre de 2017, de INDUSTRIAL Y COMERCIAL CELHEX LTDA: Separador de artículos del tipo botellas conformado a partir de una plantilla de cartón, comprendiendo dicho separador una partición longitudinal […]
Separador, del 15 de Marzo de 2017, de RTS Packaging LLC: Separador formado a partir de una única pieza plegada de material plegable, que comprende: un primer panel , un segundo panel , y un […]