Rodillo, laminador y método de laminación.
Un rodillo (1, 2) para utilizar en un laminador de plancha metálica,
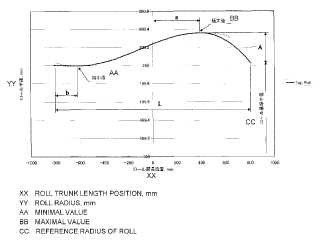
que comprende una periferia de corona de rodillo de una curva continua, con un punto máximo local (11) y un punto mínimo local (12), una región central (13) de la curva entre estos puntos formada por una curva de función, una región extrema (14) de la curva entre el punto máximo local (11) y el extremo más próximo del rodillo (1, 2), formada por otra curva de función que tiene gradiente de más pendiente que el de la extensión de la función de la curva de la región central, caracterizado porque la otra región extrema (15) de la curva entre el punto mínimo local (12) y el extremo más próximo del rodillo (1, 2), formada por una curva de función que tiene un gradiente más suave que el de la extensión de la función de la curva de la región central.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2007/059337.
Solicitante: JP Steel Plantech Co.
Nacionalidad solicitante: Japón.
Dirección: 3-1, Kinko-cho, Kanagawa-ku Yokohama-shi, Kanagawa-ken 221-0056 JAPON.
Inventor/es: KIKKAWA,TANEHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › dotados de dispositivos de contrapresión que actúan sobre los cilindros para impedir que éstos cedan ante el esfuerzo (dispositivos de contrapresión como tales B21B 29/00).
- B21B27/02 B21B […] › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › Forma o estructura de los cilindros (para laminar metales de longitudes indefinidas especialmente adecuados para la fabricación en serie de objetos particulares B21H 8/02).
- B21B37/42 B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › utilizando una combinación de la flexión y del desplazamiento axial de los cilindros.
PDF original: ES-2424654_T3.pdf
Fragmento de la descripción:
Rodillo, laminador y método de laminación.
Campo técnico
La presente invención se refiere a un rodillo, a un laminador y a un método de laminación, en la laminación de plancha metálica como material, ya sea en un proceso en caliente o en frío, de corrección de la corona de la plancha, etc.
Antecedentes de la invención Cuando se lamina plancha de metal por medio de un laminador, la flexión del rodillo causada por la carga de laminación puede generar con frecuencia la denominada corona de la plancha: un fenómeno en el que el espesor de la parte próxima al centro (en la dirección de la anchura) de la plancha se hace mayor que el de la parte próxima al extremo (en la dirección de la anchura) de la plancha.
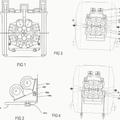
Uno de los laminadores capaces de corregir la corona de la plancha se describe en el documento 1 de patente. El laminador tiene los rodillos de trabajo superior e inferior (o rodillos intermedios o de respaldo) que están provistos de una corona de rodillo en forma de S, que puede ser denominada CVD u otros, en la periferia, como se muestra en la figura 8, y el par de rodillos se mueven relativamente (o se desplazan uno con respecto a otro) en la dirección axial. El movimiento relativo del par de rodillos correspondiente a la anchura, perfil y otros de la plancha, puede variar apropiadamente el espacio de separación de los rodillos, como se muestra en las figuras 8 (a) – 8 (b) , corrigendo con ello la corona de plancha.
Otra técnica de corregir la corona de la plancha por medio de los rodillos en la periferia de corona de rodillo similar se describe en la bibliografía 2 de patentes.
Los rodillos utilizados en los laminadores según se describen en la bibliografía 1 y 2 de patentes tienen curvas de corona de rodillo o perfiles de rodillo tales como en el ejemplo mostrado en la figura 6. En otras palabras, la curva completa de la periferia de la corona de rodillo de tales rodillos puede ser trazada como una simple curva de funciones tales como función cúbica o función de seno de la longitud axial del rodillo (o la posición en la longitud del cuerpo) . Para el laminador que utiliza rodillos de trabajo con curva de corona de rodillo, los espacios de separación entre los rodillos en la superficie se distribuyen como se muestra en la figura 7. Si la anchura de la plancha metálica como material es la más pequeña, los rodillos recibirán cerca del centro la mayor carga y la mayor flexión, por lo que la longitud de desplazamiento para los rodillos ha de ser incrementada en la dirección mostrada en la figura 8 (c) (un desplazamiento más (S > 0) ) . Por el contrario, si la anchura del material de la plancha metálica es más grande, los rodillos recibirán una carga ampliamente distribuida y la flexión será menor, por lo que la longitud de desplazamiento para los rodillos se ha de aumentar en el sentido inverso, como se muestra en la figura 8 (b) (un desplazamiento menos (S < 0) ) . De ese modo, la cantidad de desplazamiento apropiada de los rodillos varía de acuerdo con la anchura del material de la plancha, y los ajustes de los espacios de separación de los rodillos se han de establecer de acuerdo con las anchuras del producto de la plancha, como se muestra en la figura 7.
El otro ejemplo de método de corrección de la corona de la plancha es la técnica mostrada en la bibliografía 3 de patentes. Esta bibliografía describe (particularmente como se muestra en la figura 2) un laminador de altura seis, o denominado laminador de HC u otros, que tiene un par de rodillos planos (sin coronas de rodillo) , como rodillos intermedios superior e inferior, y son móviles en sus direcciones axiales. Moviendo estos rodillos intermedios en sus direcciones axiales, los bordes de los rodillos planos se situarán en el extremo del producto de plancha para mejorar la efectividad de la flexión en los rodillos de trabajo, corrigiendo con ello la corona de la plancha.
Otro ejemplo de tal laminador, que aplica rodillos con una corona de rodillo en forma de S en lugar de los rodillos planos anteriormente mencionados, se muestra en la bibliografía 4.
Además, la bibliografía 5 de patentes describe otro método de laminación, que utiliza los rodillos de trabajo de forma convergente o con estrechamiento básico en un extremo de los rodillos planos sin corona de rodillo, que sitúan su parte convergente a un lado del material de la plancha que se ha de laminar. Esta bibliografía establece que este método reduce la presión de contacto entre tal parte convergente y el material de la plancha de manera que se reducen las caídas de borde, que se explicarán en los que sigue, en el borde de la plancha.
Bibliografía 1 de patentes: JP A S57-91807
Bibliografía 2 de patentes: JP A 2001-252705
Bibliografía 3 de patentes: JP B S62-1 0722
Bibliografía 4 de patentes: JP A S63-30104
Bibliografía 5 de patentes: JP A S55-77903 JP 8 276205 A, en la que está basado el preámbulo de la reivindicación 1, describe formas de corona de rodillos de trabajo para laminación de formas preferibles de material metálico con coronas reducidas.
Descripción de la invención
Problemas que pretende resolver
Las técnicas de las bibliografías 1 y 2 de patentes pueden corregir la corona de la plancha por medio de la acción mediante la corona de rodillo, pero no corregirá el estado del borde de la plancha, tal como la caída o descenso del borde (un fenómeno de la plancha en el que el borde cuelga para perder la esquina y el espesor de la plancha se hace más delgado) . En otras palabras, si se provee al rodillo de trabajo de la corona de rodillo apropiada en la dirección axial, la corona de a plancha se corrige en todo el margen de la plancha en la dirección lateral, como se muestra en la figura 8. Sin embargo, la caída del borde en los bordes de la anchura de la plancha es inevitable debido al forzamiento local por los rodillos de trabajo, como se muestra en la figura 9. Además, cuando se usan rodillos de respaldo, la parte extrema de los rodillos de trabajo está en contacto con, y forzada por, los rodillos de respaldo, por lo que es imposible corregir al corona de la plancha ejerciendo una fuerte flexión de los rodillos. Además, puesto que un extremo de la corona de rodillo en forma de S tiene una parte de diámetro de rodillo creciente (la parte mostrada como # de la figura 8) , la presión de contacto lineal contra los rodillos de respaldo en un laminador de altura cuatro o un laminador de altura seis puede aumentar excesivamente para causar exfoliación local, etc., lo que puede dañar el rodillo y acortar la vida útil del rodillo.
La técnica de la bibliografía 3 ó 4 de patentes puede flexionar efectivamente el rodillo debido a que el extremo del rodillo no está forzado; sin embargo, cuando se lamina, el rodillo intermedio y otros rodillos están en contacto entre sí en un corto intervalo para originar el aumento de la presión lineal entre los rodillos; como consecuencia, se prevé que ocurra fácilmente el daño de los rodillos, tal como la exfoliación. Cuando no se prevé una corona de rodillo (la bibliografía 3 citada) , de manera desventajosa, no se obtiene suficientemente la capacidad de corregir la corona de la plancha.
La técnica de la bibliografía 5 de patentes es efectiva para disminuir la caída del borde, pero tienen inferior capacidad de corrección de la corona en toda la anchura de la plancha; por lo tanto, con el fin de corregir de manera suficiente la corona de la placa, es necesario preparar otros medios tales como un rodillo intermedio que tenga la corona de rodillo en forma de S, o un flector de capacidad elevada, etc.
La invención de acuerdo con las reivindicaciones proporciona un rodillo, un laminador y un método de laminación capaces no sólo de corregir de manera efectiva la corona de la plancha de un material que se ha de laminar, sino también de reducir la caída del borde e impedir que se dañe un rodillo a causa del aumento de la presión lineal local entre los rodillos.
Medios para resolver los problemas Los objetivos de la invención son resueltos por el objeto expuesto en las reivindicaciones independientes. Mejoras adicionales son proporcionadas por el objeto de las reivindicaciones dependientes.
Los rodillos de la invención de acuerdo con las reivindicaciones están caracterizados porque:
- La periferia de la corona del rodillo está formada por una curva continua (una curva global continuamente suave) con un punto máximo local y un punto mínimo local;
- La región central de la curva entre el punto máximo local y el punto mínimo local representa una función; y
- La región extrema de la curva desde el punto máximo local al extremo más próximo... [Seguir leyendo]
Reivindicaciones:
1. Un rodillo (1, 2) para utilizar en un laminador de plancha metálica, que comprende una periferia de corona de rodillo de una curva continua, con un punto máximo local (11) y un punto mínimo local (12) , una región central (13) de la curva entre estos puntos formada por una curva de función, una región extrema (14) de la curva entre el punto máximo local (11) y el extremo más próximo del rodillo (1, 2) , formada por otra curva de función que tiene gradiente de más pendiente que el de la extensión de la función de la curva de la región central, caracterizado porque la otra región extrema (15) de la curva entre el punto mínimo local (12) y el extremo más próximo del rodillo (1, 2) , formada por una curva de función que tiene un gradiente más suave que el de la extensión de la función de la curva de la región central.
2. Un rodillo de acuerdo con la reivindicación 1, caracterizado porque la región central (13) de la curva está formada por una función coseno, y la región extrema (14) de la curva entre el punto máximo local (11) y el extremo más próximo del rodillo (1, 2) está formada por una función cuadrática, y la otra región extrema
(15) de la curva entre el punto mínimo local (12) y el extremo más próximo del rodillo (1, 2) está formada por una función cuadrática.
3. Un laminador que comprende rodillos en los que la corona de la plancha es corregida desplazando un par de rodillos superior e inferior uno contra otro, los cuales tienen una periferia de corona de rodillo en simetría de punto con respecto al centro de la sección transversal del material (P) a laminar, caracterizado porque están dispuestos rodillos (1, 2) de acuerdo con la reivindicación 1 ó la 2 como los rodillos superior e inferior.
4. Un laminador de acuerdo con la reivindicación 3, caracterizado porque los rodillos son un par de rodillos de trabajo (1, 2) .
5. Un laminador de acuerdo con la reivindicación 3, caracterizado porque los rodillos son un par de rodillos intermedios.
6. Un laminador de acuerdo con la reivindicación 3, caracterizado porque los rodillos son un par de rodillos de respaldo o refuerzo (3, 4) .
7. Un laminador de acuerdo con cualquiera de las reivindicaciones 3 – 6, que comprende además un mecanismo de flexión en rodillos de trabajo o rodillos intermedios.
8. Un laminador de acuerdo con cualquiera de las reivindicaciones 3 – 7, en el que la función de la periferia de la corona de rodillo en la región central (13) y la función de la periferia de la corona de rodillo desde el punto máximo local (11) al extremo más próximo del rodillo están determinadas de manera que: cuando la posición relativa axial de los rodillos (1, 2) está determinada de manera que se ajusta un espacio de separación de rodillos correspondiente a la anchura de la plancha del material (P) a laminar utilizando el par de dichos rodillos (1, 2) , la región extrema (14) desde el punto máximo local (11) al extremo más próximo del rodillo de la citada corona de rodillo está situada en una de las posiciones superior e inferior que retienen el extremo en la dirección de la anchura del material (P) que se ha de laminar.
9. Un método de laminación, caracterizado por utilizar el laminador de acuerdo con cualquiera de las reivindicaciones 3 – 8 para laminar después de desplazar relativamente los rodillos (1, 2) en la dirección axial de manera que la región extrema (14) desde el punto máximo local (11) al extremo más próximo del rodillo de la corona de rodillo está situada en una de las posiciones superior e inferior reteniendo el extremo en la dirección de la anchura de un material (P) que se ha de laminar.
Patentes similares o relacionadas:
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Laminador multicilindro que integra un portillo, del 28 de Marzo de 2018, de FIVES DMS: Laminador que comprende: - una caja de laminador que contiene una pluralidad de cilindros, de los cuales dos cilindros de trabajo […]
Laminador, tal como por ejemplo un laminador en frío, del 10 de Mayo de 2017, de FIVES DMS: Laminador , que comprende una caja , al menos un par de cilindros de trabajo aptos para definir la holgura de la banda a laminar, lo mismo que al menos una […]
Casete para laminador y laminador equipado con dicha casete, del 20 de Julio de 2016, de FIVES DMS: Casete destinada a equipar un laminador, comprendiendo el citado laminador una caja de mantenimiento que comprende dos pares de montantes […]
Laminador equipado con al menos un conducto de refrigeración, del 1 de Junio de 2016, de FIVES DMS: Laminador que comprende: - una jaula de mantenimiento que comprende dos pares de largueros separados entre sí en los dos extremos […]
 Caja de laminación de tipo monobloque, del 16 de Marzo de 2016, de Primetals Technologies Austria GmbH: Caja de laminación de cilindros múltiples que comprende según una dirección vertical una parte de bastidor (B1) superior y una parte de bastidor (B2) inferior unidos en […]
Caja de laminación de tipo monobloque, del 16 de Marzo de 2016, de Primetals Technologies Austria GmbH: Caja de laminación de cilindros múltiples que comprende según una dirección vertical una parte de bastidor (B1) superior y una parte de bastidor (B2) inferior unidos en […]
Disposición de brazos de agrupamiento para los conjuntos de cilindros intermedios de cajas de laminación de 18 HS, del 16 de Abril de 2014, de SMS Siemag Aktiengesellschaft (100.0%): Disposición de brazos de agrupamiento para los conjuntos de cilindros intermedios de cajas de laminación de 18 HS, estando dispuestos entre la pieza de montaje del lado de servicio […]
Caja de laminación de 4 rodillos / 6 rodillos / 18 rodillos de estabilización horizontal, que presenta un modo constructivo con forma de cartucho, del 9 de Abril de 2014, de SMS Siemag Aktiengesellschaft (100.0%): Caja de laminación de 4 rodillos / 6 rodillos / 18 rodillos de estabilización horizontal, que presenta un modo constructivo con forma de cartucho, en el que la […]