Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo.
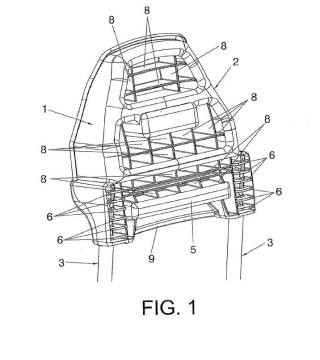
Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal (2) y barras (3) fabricadas por sobremoldeo sobre núcleos rígidos (4), donde dicho reposacabezas es un cuerpo estructural enterizo (1) que comprende las barras (3) y el cabezal (2).
Procedimiento de obtención del reposacabezas que comprende tas etapas de:
(i) acoplar los dos núcleos rígidos (4) en el interior del molde de inyección con la forma final del reposacabezas;
(ii) inyectar el material fundido en el molde y sobremoldearlo sobre los núcleos rígidos (4);
(iii) abrir el molde y extraer el reposacabezas acabado;(iv) ubicar espuma polimérica en los espacios huecos del cuerpo estructural enterizo (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230928.
Solicitante: ILLINOIS TOOL WORKS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3600 West Lake Avenue Glenview ESTADOS UNIDOS DE AMERICA.
Inventor/es: FORTUNY,Ricard, BIELSA,Jordi, LARDIÉS,Alberto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47C20/00 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47C SILLAS (asientos especialmente concebidos para los vehículos B60N 2/00 ); SOFAS; CAMAS (capitonado en general B68G). › Apoyacabezas, reposapiés u otros elementos de apoyo para las camas, sofás o similares (caballetes de lectura o mesas para cama A47B 23/00; soportes destinados a las camas y especialmente concebidos para cuidar enfermos A61G 7/065).
- B29C41/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o sobre objetos a recubrir.
Fragmento de la descripción:
Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo Objeto de la invención La presente invención tiene aplicación en el sector automovilístico, y se refiere a un reposacabezas ligero optimizado según recursos de producción que permite optimizar el empleo de los materiales para su fabricación y una simplificación del proceso de fabricación, además de mejorar la resistencia contra impactos con respecto a los reposacabezas actuales, además de contribuir a la disminución de emisión de CO2 de acuerdo con las nuevas normativas europeas.
Más concretamente, el objeto de la invención es un reposacabezas que permite disminuir el número de etapas del proceso de fabricación y montaje mediante la fabricación del mismo en una única etapa, así como un empleo selectivo de sus materiales con la consiguiente reducción de los costes de fabricación, y permite además un aumento de la resistencia de la estructura así como una mayor capacidad para soportar esfuerzos superiores a los soportados por reposacabezas empleados actualmente, aportando una reducción de peso que contribuye a la reducción del peso total del interior de un vehículo, así como un diseño versátil e integrado.
Antecedentes de la invención Actualmente una de las complicaciones indeseables en el sector automovilístico es el elevado coste de los automóviles con mejores prestaciones. Esto se debe a que el desarrollo tecnológico que se ha ido incorporando a los automóviles, por regla general, implica un aumento del coste total de un automóvil.
Sobre todo, dichas variaciones y avances tecnológicos suponen un impacto en la cadena de producción. Esto ha obligado que dichos avances tengan que ir de la mano de una optimización muy rigurosa de los tiempos de producción de una cadena de montaje dinámica del automóvil de naturaleza prácticamente nada flexible que ha de cumplir estrictamente con la producción diaria establecida para cubrir la demanda, y donde actualmente se investiga activamente y se invierte todo tipo de recursos y se implementa todo tipo de herramientas, filosofías y procedimientos de gestión para reducir al máximo estos tiempos de producción, y donde una parada inesperada de la cadena de montaje o un pequeño incremento de los tiempos de producción suponen una disminución notable en la producción de automóviles que se traduce en pérdidas económicas.
Otro de los problemas que se plantean en la industria del automóvil es el exceso de emisión de CO2 a la atmósfera. Esta emisión de CO2 procede de la emisión de los gases procedentes de la combustión interna del motor al ambiente, por lo que cuanto mayor sea el peso de un vehículo, mayor potencia requerirá para arrancar, por ejemplo, y por lo tanto mayor será su consumo aumentando así la emisión de CO2 a la atmósfera. Actualmente, en la línea de reducir el peso total de los automóviles, se viene investigando para encontrar nuevos componentes interiores lo más ligeros posible que puedan sustituir a los componentes del interior del automóvil utilizados hasta ahora.
Con el fin de solucionar algunos aspectos de la problemática planteada, es conocida la solución aportada por el documento de Patente ES 2106489 (T3) , el cual divulga un bastidor de reposacabezas con una estructura fuerte y ligera, que realiza la función de soporte para el reposacabezas con respecto al respaldo del asiento de forma firme y sin vibraciones. Este bastidor está formado principalmente por dos barras laterales y un travesaño de plástico, con varillas o núcleos metálicos en el interior. Esta invención consiste en un bastidor, pero no incluye el reposacabezas correspondiente. En este sentido, la instalación del bastidor ha de ser integrada en alguna fase de montaje del interior del automóvil, lo cual requiere de mano de obra especializada para tal fin, lo que supone un aumento de coste debido a que el tiempo de producción se ve aumentado, y por tanto una disminución de la producción, con riesgos de paradas de la cadena productiva debido a la inclusión de estas operaciones de montaje de los componentes del interior del automóvil que dependen generalmente de un operario.
Otra solución para lograr la optimización de materiales y la consiguiente reducción de coste y peso de este tipo de componentes interiores, consiste en el método divulgado por el documento US 6631956, el cual describe un método de fabricación de este tipo de componente con núcleo de metal con plástico sobre inyectado. Este método consiste en obtener las barras metálicas con la forma deseada tras un proceso de doblado, colocarlas en el molde de inyección y finalmente inyectar el plástico en el molde de modo que las barras metálicas queden en el núcleo de la estructura. Aunque este documento aporta una solución para la optimización de materiales empleados en el proceso de fabricación de un reposacabezas, no aporta una reducción de las etapas de montaje y por lo tanto no aporta una reducción de tiempo de montaje y de los costes de producción.
Según lo expuesto anteriormente, las invenciones hasta ahora conocidas por el estado de la técnica realizan la función del objeto de invención tan sólo parcialmente, pero de una manera poco fiable y poco versátil debido a que los reposacabezas hasta ahora realizados con estas características específicas de material óptimo con varillas metálicas incrustadas en barras de plástico que permiten reducir vibraciones, no permiten reducir etapas de la cadena productiva ni permiten una reducción del peso del reposacabezas completo más allá de la reducción lograda por esta optimización del uso del metal y el plástico.
Descripción de la invención La presente invención se refiere a un reposacabezas ligero optimizado según recursos de producción que supera los inconvenientes antes señalados, pues presenta un reposacabezas que no comprende un bastidor o elemento estructural independiente integrado en un cabezal independiente, sino que el propio reposacabezas es un elemento estructural enterizo que incluye tanto cabezal como barras, todo en una misma pieza preferiblemente de plástico inyectado sobre núcleos rígidos o varillas metálicas, o varillas de fibras largas de vidrio o de carbono, o de materiales compuestos, que quedan incrustadas en las barras, de manera que todo el proceso de fabricación independiente del bastidor o barras metálicas y el montaje queda reducido a una única etapa de sobremoldeo.
Concretamente, reposacabezas ligero optimizado según recursos de producción que la invención propone comprende un cabezal y al menos dos barras, donde dichas barras pueden estar fabricadas por sobremoldeo en plástico inyectado sobre al menos dos núcleos rígidos respectivamente, donde el reposacabezas puede ser un cuerpo estructural enterizo que puede comprenderlas, al menos dos, barras y el cabezal, de modo que la pieza se pueda fabricar en una sola etapa de inyección moldeando sobre las varillas, obteniendo como resultado la pieza al completo capaz de resistir los test de resistencia y con un acabado y diseño óptimos para el montaje directo.
Se contempla la posibilidad de que el reposacabezas comprenda un elemento de unión el cual sea parte del cuerpo estructural enterizo que sirva de unión entre ambas barras y que pueda dar estabilidad estructural y sobretodo permitir y facilitar la distribución de cargas axiales propias de los accidentes, frenazos o todo tipo de efecto que someta al reposacabezas a fuerzas de reacción como son las procedentes del impacto delantero, el impacto trasero, protegiendo al pasajero del latigazo cervical y cumpliendo con la efectividad del reposacabezas según la normativa.
Se contempla la posibilidad de que al menos una cuarta parte de la longitud total de cada uno de los, al menos dos, núcleos rígidos esté incrustada en el elemento de unión, de modo que los extremos de dicho elemento de unión sean los principales apoyos que reciban las cargas a modo de empotramiento, en vez de que lo sea el cabezal directamente.
Se contempla la posibilidad de que el elemento de unión comprende medios de distribución de carga en contacto con al menos un tramo de cada uno de los, al menos dos, núcleos metálicos, los cuales pueden permitir una distribución de la carga recibida por las barras a lo largo de todo el ancho del elemento de unión, lo cual permite alargar la vida del reposacabezas.
Se contempla la posibilidad de que el cabezal comprenda elementos de apoyo, con el fin de que el pasajero repose su cabeza sobre un cuerpo que pueda distribuir las presiones a través de todo el cuerpo del cabezal.
Se contempla la posibilidad de que el reposacabezas comprenda uniones rígidas para incrementar la rigidez de la pieza y disminuyen la deformación...
Reivindicaciones:
1. Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal (2) y al menos dos barras (3) , donde dichas barras (3) están fabricadas por sobremoldeo en plástico inyectado sobre al menos dos núcleos rígidos (4) respectivamente, caracterizado por que el reposacabezas es un cuerpo estructural enterizo (1) que comprende las, al menos dos, barras (3) y el cabezal (2) .
2. Reposacabezas ligero optimizado según recursos de producción, según la reivindicación anterior, caracterizado por que el reposacabezas comprende un elemento de unión (5) el cual es parte del cuerpo estructural enterizo (1) .
3. Reposacabezas ligero optimizado según recursos de producción, según la reivindicación anterior, caracterizado por que al menos una cuarta parte de la longitud total de cada uno de los, al menos dos, núcleos rígidos (4) está incrustada en el elemento de unión (5) .
4. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones 23, caracterizado por que el elemento de unión (5) comprende medios de distribución de carga (6) en contacto con al menos un tramo de cada uno de los, al menos dos, núcleos rígidos (4) .
5. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones anteriores, caracterizado por que el cabezal (2) comprende elementos de apoyo (7) .
6. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones anteriores, caracterizado por que el reposacabezas comprende uniones rígidas (8) .
7. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones anteriores 4-6, caracterizado por que los medios de distribución de carga (6) son nervios distribuidos alternativamente con espacios sin material.
8. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones 67, caracterizado por que las uniones rígidas (8) son nervios distribuidos alternativamente con espacios sin material.
9. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones 28, caracterizado por que cada una de las, al menos dos, barras (3) está unida al cabezal (2) en cada uno de los, al menos dos, extremos del elemento de unión (5) .
10. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones 2-9, caracterizado por que el elemento de unión (5) está ubicado entre el cabezal (2) y las, al menos dos, barras (3) .
11. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones anteriores, caracterizado por que los, al menos dos, núcleos rígidos (4) son varillas longitudinales de sección poligonal incrustadas a lo largo de las, al menos dos, barras (3) de plástico.
12. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones 2-11, caracterizado porque comprende una pinza de retención (9) .
13. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones anteriores, caracterizado por que cada una de las, al menos dos, barras (3) tiene entallas de retención (10) conformadas a lo largo de su superficie.
14. Reposacabezas ligero optimizado según recursos de producción, según cualquiera de las reivindicaciones anteriores, caracterizado por que las barras (3) están fabricadas por sobremoldeo en plástico inyectado sobre al menos dos núcleos rígidos (4) fabricados en un material perteneciente al grupo de los metales, o bien un material compuesto de al menos dos materiales distintos.
15. Procedimiento de obtención del reposacabezas ligero optimizado según recursos de producción por el que se inyecta el material sobremoldeado sobre al menos dos núcleos rígidos (4) , caracterizado por que comprende las etapas de:
(i) acoplamiento de los, al menos dos, núcleos rígidos (4) en el interior del molde de inyección con la forma final del reposacabezas;
(ii) inyección del material fundido en el molde y sobremoldeo sobre los, al menos dos, núcleos rígidos (4) ;
(iii) apertura del molde y extracción del reposacabezas acabado;
(iv) ubicación de espuma polimérica en los espacios huecos del cuerpo estructural enterizo (1) .
Patentes similares o relacionadas:
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento de fabricación de prendas de protección, del 17 de Julio de 2019, de A T G CEYLON (PRIVATE) LIMITED: Un procedimiento de fabricación de un material para prendas, que comprende: proporcionar un sustrato formado por hilo y que tiene intersticios a través del […]
Estructuras tisulares simuladas y métodos, del 10 de Abril de 2019, de APPLIED MEDICAL RESOURCES CORPORATION: Un método para hacer una estructura tisular simulada que comprende las etapas de: proporcionar un mandril que tiene un extremo proximal, […]
Procedimiento para la manufactura de un módulo óptico con una óptica polimérica, del 2 de Noviembre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la fabricación de un módulo óptico que comprende los pasos: a. disposición de un sustrato conformado como soporte translúcido con una primera […]
Procedimiento para la producción de un módulo óptico con una óptica de silicona, módulo óptico y su uso, del 12 de Octubre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la producción de un módulo óptico, comprendiendo los pasos: a. Puesta a disposición de un substrato con una primera superficie ; b. Puesta […]
Instrumento gimnástico, aparato y procedimiento para llevarlo a cabo, del 10 de Septiembre de 2014, de Trial S.R.L: Instrumento gimnástico que comprende al menos una pared externa y al menos una cavidad interna; dicho instrumento comprende al menos dos paredes externas impermeables […]
 Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
 PROCEDIMIENTO Y DISPOSICION DE REPARACION DE DAÑOS EN SUPERFICIES CON ESTRUCTURA DE DISEÑO EN RELIEVE, ESPECIALMENTE SUPERFICIES EN LAS QUE EL DISEÑO EN RELIEVE SE REPITE, del 26 de Julio de 2010, de SMART TOOL HOLDING APS: Un procedimiento para reparación de daños sobre superficies con diseño en relieve, especialmente superficies en las que el diseño en relieve se repite, […]
PROCEDIMIENTO Y DISPOSICION DE REPARACION DE DAÑOS EN SUPERFICIES CON ESTRUCTURA DE DISEÑO EN RELIEVE, ESPECIALMENTE SUPERFICIES EN LAS QUE EL DISEÑO EN RELIEVE SE REPITE, del 26 de Julio de 2010, de SMART TOOL HOLDING APS: Un procedimiento para reparación de daños sobre superficies con diseño en relieve, especialmente superficies en las que el diseño en relieve se repite, […]