REPARACIÓN DE UNIONES REMACHADAS DE TECHO.
Procedimiento de reparación de un techo (1) de cubrición de vehículo,
estando el techo unido al vehículo por al menos una unión remachada que aprieta elementos superpuestos, siendo uno de estos elementos (2) solidario de la caja, y siendo el otro de estos elementos un techo, teniendo el techo una cara (1a) en contacto con una cabeza (12) de un remache (10), caracterizado porque: - el techo está unido al vehículo por al menos una unión remachada que aprieta al menos tres elementos superpuestos, - se suprime la cabeza del remache, - se quita el techo que hay que sustituir, - se efectúa una soldadura localizada en la periferia de un hueco (8) dejado por la cabeza suprimida del remache a fin de unir los elementos primero y segundo, y - se coloca y fija por pegado un techo nuevo en el lugar del techo quitado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/051760.
Solicitante: RENAULT SAS.
Nacionalidad solicitante: Francia.
Dirección: 13-15, QUAI ALPHONSE LE GALLO 92100 BOULOGNE BILLANCOURT FRANCIA.
Inventor/es: HALCEWICZ,Norbert , VERSCHAVE,Christophe.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Julio de 2007.
Clasificación Internacional de Patentes:
- B21J15/02D
- B21J15/50 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Dispositivos para levantar o cortar los remaches.
- B23K9/20B2
- B23P6/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
Clasificación PCT:
- B23P6/00 B23P […] › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
El invento se refiere a un procedimiento de reparación de uniones remachadas según el preámbulo de la reivindicación 1 y más particularmente a un procedimiento de reparación de uniones remachadas para techo de aluminio de un automóvil. El invento se refiere también a un aparato de 5 soldadura según el preámbulo de la reivindicación 8.
Habitualmente los techos de automóvil están unidos a la caja de acero mediante uniones remachadas situadas en muchos puntos en la periferia del techo.
10
De manera conocida cada una de las uniones roblonadas es una unión en tres espesores que permite unir el refuerzo del larguero del bastidor, el lado de caja así como el techo.
Estos tres elementos están dispuestos en capas paralelas respectivamente desde el interior del vehículo hacia el exterior, y la cabeza del remache está en contacto con el techo. 15
Durante una reparación del techo los procedimientos habituales imponen reabajar la cabeza del remache con objeto de quitar el techo que hay que cambiar. En efecto, una vez rebajada la cabeza del remache, éste puede ser retirado y el techo puede ser quitado.
20
Para proceder a la sustitución del techo las soluciones existentes prevén volver a poner un techo de sustitución en el lugar del techo retirado y fijarlo por pegado. Este techo de sustitución se fija por pegado en los lados de la caja y los refuerzos del larguero del bastidor. El comportamiento de una unión pegada depende en gran medida de la calidad de las superficies que hay que pegar, las cuales no deben presentar un sobreespesor. 25
Ahora bien, con objeto de asegurar la sujeción mecánica entre los lados de la caja y los refuerzos del larguero del bastidor es necesario sustituir la unión remachada, lo que impide tener una superficie de contacto satisfactoria para proceder al pegado del techo de sustitución.
30
Además, otros elementos del vehículo, como por ejemplo el forro del larguero del bastidor, limitan considerablemente la accesibilidad de las zonas de uniones entre los lados de la caja y el refuerzo del larguero del bastidor. Así, los puntos de unión entre el lado de la caja y el refuerzo del larguero del bastidor no pueden estar desfasados con respecto a los puntos de unión iniciales y el montaje debe por tanto hacerse de nuevo en el lugar de los remaches rebajados. 35
En consecuencia, el estado de la superficie obtenido aplicando los procedimientos conocidos de reparación no es satisfactorio y la sujeción mecánica de estas uniones es limitado.
Se sabe por ejemplo, del documento US 3.787.130 que describe un procedimiento según el 40 preámbulo de la reivindicación 1, un procedimiento de reparación de un techo de vehículo unido al vehículo por una unión remachada. No obstante, el techo está unido con el elemento de soporte por medio de uniones remachadas únicamente de dos elementos. Además, los remaches se retiran completamente y se colocan otros remaches para fijar el nuevo techo.
45
Otras soluciones consisten en efectuar un taponamiento. Estas soluciones proponen perforar cada una de las uniones remachadas si el agujero tiene unas dimensiones suficientes para que quepa el remache y permitir su evacuación. Una vez quitado el techo para reparar se ha previsto una etapa de soldadura que tiene como objeto rellenar mediante un metal de aporte el agujero realizado con el fin de volver a crear una unión entre el lado de caja y el refuerzo del larguero del bastidor. La unión obtenida en 50 el punto de soldadura tiene una protuberancia que es necesario aplanar por esmerilado antes de proceder al pegado del techo de sustitución.
El taponamiento tiene como inconveniente importante que después de la soldadura debe realizarse una operación de rectificación del estado de la superficie en cada uno de los puntos de 55 soldadura. Al ser habitualmente el número de estos puntos de soldadura del orden de cuarenta a cincuenta tal operación requiere un tiempo considerable.
Esta solución no es pues satisfactoria en un contexto de limitación de los tiempos y de los costes de reparación. 60
Se conoce, por ejemplo, a partir del documento JP-10205511, un aparato de soldadura según el preámbulo de la reivindicación 8 y adaptado para la soldadura de remaches.
El invento pretende mejorar los procedimientos existentes de reparación de techo para vehículo.
Para alcanzar estos objetivos se ha previsto en el marco del presente invento un procedimiento de reparación de un techo de cubrición de vehículo según las características de la reivindicación 1.
5
Así, en el punto de unión el lado de caja y el refuerzo del larguero del bastidor están unidos por una soldadura situada en la periferia de un hueco dejado por la cabeza rebajada del remache.
La superficie de contacto destinada a recibir el techo no tiene la protuberancia debida a una cabeza de remache contrariamente a los procedimientos conocidos. Esta superficie de contacto tiene por 10 tanto una mayor calidad para recibir un techo mediante pegado. En consecuencia, la unión del techo obtenida después del pegado presenta un comportamiento mejorado.
Además, la sustitución del techo se realiza de forme sencilla y rápida.
15
El procedimiento según el invento podrá además presentar facultativamente al menos una de las siguientes características descritas en las reivindicaciones dependientes:
- al menos uno de los techos quitado y el nuevo es de aluminio o de cualquier otro material que no se presta a la soldadura,
- se suprime la cabeza del remache por abrasión, normalmente por medio de una muela, 20
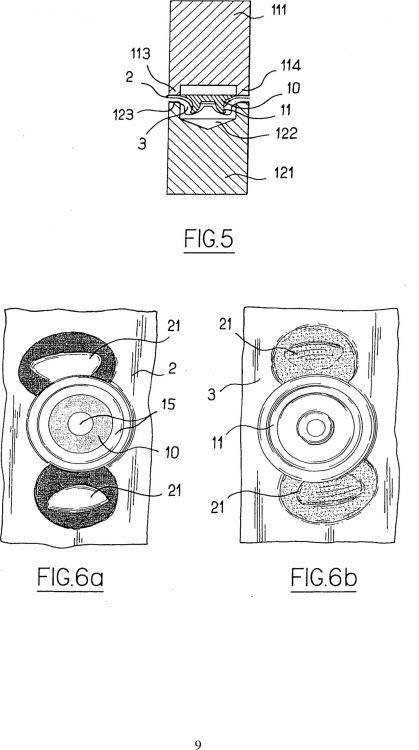
- se efectúa la soldadura en la periferia del hueco 8 dejado por la cabeza del remache de modo que no forme una protuberancia saliente con respecto a la superficie de destinada a recibir el techo nuevo,
- se efectúa la soldadura en una sola operación con la ayuda de un aparato que tiene electrodos de soldadura y que permite autocentrar los electrodos sobre una protuberancia formada por el pie del 25 remache,
- se efectúa la soldadura de modo que se fuerce el paso de la corriente en una zona de extensión limitada con respecto a las dimensiones reales del remache y de forma que se obtengan dos puntos de soldadura puntuales,
- se efectúan los dos puntos de soldadura de forma que sean contiguos por una parte al pie y por 30 otra parte a la periferia del hueco formado después de la supresión de la cabeza del remache, y que estén simétricamente dispuestos con respecto a un eje de simetría de revolución del remache.
También se ha previsto en el marco del invento un aparato de soldadura según las características de la reivindicación 8. 35
Además este aparato del procedimiento podrá tener facultativamente las siguientes características descritas en la reivindicación dependiente:
- las patillas están agrupadas de forma que tengan una superficie limitada con respecto a las dimensiones radiales del remache y dispuestas de forma contigua por una parte al pie y por otra al 40 extremo superior del remache que ha quedado libre tras la supresión de la cabeza,
- las patillas están dispuestas simétricamente con respecto a un eje de simetría de revolución del remache cuando los electrodos están en posición de soldadura.
Otras características, objetos y ventajas del presente invento serán evidentes por la lectura de la 45 descripción detallada que sigue, y a la vista de los dibujos anejos, dados a título de ejemplos no limitativos, y en los que:
La figura 1 es la mitad de una vista en sección axial de un punto de remachado antes de quitar el techo que hay que reparar. 50
La figura 2 es la mitad de una vista en sección axial de un punto de remachado después de quitar el techo para reparar.
Las figuras 3 y 4 son vistas en perspectiva...
Reivindicaciones:
1. Procedimiento de reparación de un techo (1) de cubrición de vehículo, estando el techo unido al vehículo por al menos una unión remachada que aprieta elementos superpuestos, siendo uno de estos elementos (2) solidario de la caja, y siendo el otro de estos elementos un techo, teniendo el techo una 5 cara (1a) en contacto con una cabeza (12) de un remache (10), caracterizado porque:
- el techo está unido al vehículo por al menos una unión remachada que aprieta al menos tres elementos superpuestos,
- se suprime la cabeza del remache,
- se quita el techo que hay que sustituir, 10
- se efectúa una soldadura localizada en la periferia de un hueco (8) dejado por la cabeza suprimida del remache a fin de unir los elementos primero y segundo, y
- se coloca y fija por pegado un techo nuevo en el lugar del techo quitado.
2. Procedimiento según la reivindicación anterior, caracterizado porque al menos uno de los 15 techos, el quitado y el nuevo es de aluminio o de cualquier otro material que no se presta a soldadura.
3. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque se suprime la cabeza (12) del remache (10) por abrasión, normalmente por medio de una muela.
20
4. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque se efectúa la soldadura en la periferia del hueco (8) dejado por la cabeza (12) del remache (10), de modo que no forme una protuberancia saliente con respecto a la superficie destinada a recibir el techo nuevo.
5. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque se 25 efectúa la soldadura en una sola operación, con la ayuda de un aparato que tiene electrodos de soldadura y que permite autocentrar los electrodos sobre una protuberancia (5) formada por el pie 5 (11) del remache (10).
6. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque se 30 efectúa la soldadura de forma que se fuerza el paso de la corriente en una zona de extensión limitada con respecto a las dimensiones radiales del remache, y de forma que se obtengan dos puntos de soldadura puntuales (21, 21).
7. Procedimiento según la reivindicación anterior, caracterizado porque se efectúan los dos puntos 35 de soldadura (21, 21) de modo que sean contiguos por una parte al pie (11) y por otra parte a la periferia del hueco (8) formado después de la supresión de la cabeza (12) del remache (10), y que estén simétricamente dispuestos con respecto a un eje (14) de simetría de revolución del remache (10).
8. Aparato de soldadura que tiene dos electrodos (111, 121), teniendo un primer electrodo (121) 40 un mandrinado que permite un autocentrado de este primer electrodo (121) sobre el pie (11) del remache (10) y que define una pared de contacto (123), y caracterizado porque este procedimiento permite aplicar el procedimiento según una cualquiera de las reivindicaciones 1 a 7, y porque tiene un segundo electrodo (111) que tiene dos patillas (113, 114) cuyos extremos están a la derecha de la pared de contacto (123) cuando los electrodos están dispuestos en posición de soldadura, estando las patillas (113, 114) 45 dispuestas de forma que tienen una superficie limitada con respecto a las dimensiones radiales del remache, y dispuestas de forma contigua por una parte al pie (11) y por otra parte al extremo superior del remache (10) que ha quedado libre tras la supresión de la cabeza (12).
9. Aparato según la reivindicación anterior, caracterizado porque las patillas (113, 114) están 50 dispuestas simétricamente con respecto a un eje (14) de simetría de revolución del remache (10) cuando los electrodos (111, 121) están en posición de soldadura.
Patentes similares o relacionadas:
Máquina y método de procesamiento de superficies herméticas, del 22 de Abril de 2020, de Mitsubishi Hitachi Power Systems, Ltd: Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo […]
Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones, del 15 de Abril de 2020, de LIBURDI ENGINEERING LIMITED: Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones compuesto por los siguientes elementos en porcentajes en peso: […]
Componente para una turbina, del 26 de Febrero de 2020, de MTU Aero Engines AG: Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, […]
Método de rectificado de anillo deslizante, del 1 de Enero de 2020, de Mersen Benelux BV: Un método de mecanizado de rectificación en carga de anillos deslizantes y/o colectores de máquinas eléctricas, dicho método incluye el paso de reemplazar […]
Métodos y sistemas para recubrir y sellar el interior de sistemas de tuberías, del 7 de Agosto de 2019, de Pipe Restoration Technologies, LLC: Un método de reparación de fugas internas y control de corrosión en tuberías, que comprende al menos las siguientes tres etapas: (i) secar […]
 Método para reparar los dientes de una corona dentada, del 30 de Mayo de 2019, de FIVES FCB: Método para reparar los dientes de una corona dentada , el método pone en práctica un dispositivo de mecanizado , amovible, comprendiendo un chasis […]
Método para reparar los dientes de una corona dentada, del 30 de Mayo de 2019, de FIVES FCB: Método para reparar los dientes de una corona dentada , el método pone en práctica un dispositivo de mecanizado , amovible, comprendiendo un chasis […]
Equipo de fresado así como procedimiento para llevar a cabo un mecanizado de fresado en el interior de una ranura, del 15 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Equipo de fresado con una herramienta de fresado que rota alrededor de un eje de giro de herramienta , presentando el equipo de fresado un cuerpo […]
Aparato y método de fabricación aditiva, del 8 de Mayo de 2019, de RENISHAW PLC: Un método para fabricar o reparar una parte comprendiendo construir un accesorio para retener la parte usando un aparato de fabricación aditiva, en […]