Procedimiento para el reciclado de plásticos.
Procedimiento para el reciclado de plásticos que comprende los siguientes pasos de procesamiento:
a) procesamiento del material de partida, triturándose si es necesario el material y llevándose a una forma pseudofluida y, manteniendo su estado fragmentado y capacidad de corrimiento, calentándose y mezclándose permanentemente y, si procede, desgasificándose, ablandándose, secándose, aumentándose su viscosidad y/o cristalizándose,
b) fusión del material a procesar, al menos hasta el punto en que es posible el filtrado,
c) filtrado de la masa fundida para liberarla de las impurezas,
d) homogeneización de la masa fundida filtrada,
e) desgasificación de la masa fundida homogeneizada, así como
f) descarga y/o procesamiento subsiguiente de la masa fundida, por ejemplo granulación, procesamiento de películas sopladas, etc.,
realizándose estos pasos del proceso consecutivamente en el orden indicado, caracterizado por que la temperatura (T4) del material o de la masa fundida durante - o al menos al final de - la homogenización según el paso de procesamiento d) y antes de comenzar la desgasificación es igual o más elevada que las temperaturas de todos los demás pasos de procesamiento a) a f).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2010/000105.
Solicitante: EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H..
Nacionalidad solicitante: Austria.
Dirección: FREINDORF UNTERFELDSTRASSE 3 4052 ANSFELDEN AUSTRIA.
Inventor/es: WENDELIN, GERHARD, HACKL,MANFRED, FEICHTINGER,KLAUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › Recuperación de plásticos o de otros constituyentes de materiales de desecho que contengan plástico (recuperación química C08J 11/00).
- B29B17/04 B29B […] › B29B 17/00 Recuperación de plásticos o de otros constituyentes de materiales de desecho que contengan plástico (recuperación química C08J 11/00). › Desintegración de plásticos (B29B 9/02, B29B 11/02, B29B 13/10 tiene prioridad).
- B29C47/64
- B29C47/68
PDF original: ES-2530728_T3.pdf
Fragmento de la descripción:
l a invención se refiere a un procedimiento para el reciclaje de plásticos según la reivindicación 1, así como a una disposición para ello según la reivindicación 7.
Del estado de la técnica se conocen desde hace ya tiempo secuencias similares de procedimientos. Por ejemplo, se conoce el tratamiento de material plástico a reciclar empezando en un compresor de corte a temperatura más elevada y, si procede, con aplicación de vacío, a continuación su fusión en un extrusor y el filtrado de la masa fundida y su desgasificación y, finalmente, por ejemplo, la granulación de la misma. Se conocen dispositivos para la realización de dichos procedimientos por ejemplo de EP 123 771
B, deEP390873 BodeAT 396900B. En WQ 2008/061269 Al se describen un procedimiento y un dispositivo, en los que se describen los pasos procedimentales de procesamiento del material bruto, la fundición del material tratado, el filtrado de la masa fundida para liberarla de impurezas, la homogeneización de la masa fundida filtrada, la desgasificación de la masa fundida homogeneizada así como la descarga y/o el procesamiento subsiguiente de la masa fundida.
Además, existen numerosos procedimientos y dispositivos para optimizar las distintas fases, por ejemplo la desgasificación de la masa fundida. Por ejemplo, puede estar prevista la constitución de una zona sin presión antes de los orificios de desgasificación para garantizar una desgasificación fiable del material plástico. También existen algunos dispositivos en los que se intenta mantener lo más corto pOSible el trayecto de migración de las burbUjas de gas encerradas en el plástico, a fin de permitir que las burbujas de gas salgan de la masa fundida antes de que esta rebase el último orificio de desgasificación. En particular, se trata de dispositivos que convierten el material plástico en una especie de tubo. También existen numerosas formas de ejecución de diversos filtros de masa fundida para eliminar
partículas extrañas sólidas y/o restos de poli mero no fundido. Todo esto sirve, sobre todo, para aumentar la cal idad del producto final. El cometido de la presente invención es crear un procedimiento mejorado para reciclar plásticos, que dé como resultado un producto final de una calidad más elevada, pudiéndose aplicar el procedimiento al mismo tiempo con mayor productividad.
También es un objetivo de la invención crear un dispositivo para la realización de este procedimiento o bien para reciclar plásticos, el cual aporta asimismo estas ventajas. Este cometido [se resuelve] con el procedimiento arriba descrito para el reciclaje de plásticos que abarca los siguientes pasos de procesamiento: a) tratamiento del material de partida, triturándose si es necesario el material y llevándose a una forma pseudofluida y, manteniendo su estado fragmentado y capacidad de corrimiento, calentándose y mezclándose permanentemente y, si procede, desgasificándose, ablandándose, secándose,
aumentando su viscosidad ylo cristalizándose, bl fusión del material tratado, al menos hasta el punto en que sea pOSible el filtrado, cl filtrado de la masa fund ida para liberarla de las impurezas,
dl homogeneización de la masa fundida filtrada, el desgasificación de la masa fundida homogeneizada, as¡ como f) descarga y/o procesamiento subsiguiente de la masa fundida, por ejemplo mediante la granulación, procesamiento de peliculas sopladas, etc.,
realizándose est os pasos del proceso consecutivamente en el orden indicado y resolviéndose en particular porque la temperatura del material o de la masa fundida durante -pero al menos al final dela homogeneización y antes de comenzar la desgasificación es como mínimo igual de elevada, preferentemente más elevada, que las temperaturas en todos los demás pasos de tratamiento. Con el control de la temperatura según la invención se fomenta la homogeneización, en particular
porque la temperatura es durante la homogeneización al menos igual de elevada o más elevada que en el resto del procedimiento. Con esto se consigue preparar la masa fundida de la mejor manera pOSible para la inminente desgasificación. En los ensayos se ha comprobado que la calidad del producto final es sorprendentemente más elevada cuando la homogeneización se realiza a estas temperaturas más elevadas.
Además, con la realización del procedimiento siguiendo exactamente este orden en los pasos de procesamiento se consigue una alta calidad del producto y al mismo tiempo una realización del procedimiento eficaz. En particular, también resulta ventajoso en este contexto realizar el paso de homogeneización ya una vez efectuado el filtrado pero antes de la desgasificación de la masa fundida, ya que de este modo la homogeneización no se ve perjudicada por pOSibles impurezas gruesas o sustancias extrañas sólidas o bien aglomeraciones de plástico no fundidas y, al mismo tiempo, se puede efectuar la subsiguiente desgasificación de forma eficaz y eficiente, permitiendo eliminar casi completamente las burbUjas de gas de la masa fundida . De este modo, se consigue obtener un material final de mayor calidad, que se puede someter a diversos procesamientos subsiguientes. En la práctica, se pueden formar aglomeraciones perturbadoras. por ejemplo debido a impurezas, por
materiales de relleno o, en el caso de los copolímeros, debido a otros poli meros. En general, estas aglomeraciones influyen negativamente en la calidad final del plástico de diversas formas, en particular en las propiedades mecánicas y de aspecto del producto final. Por ejemplo, las impurezas como las fibras de papel, aglomeraciones de tintas, restos de adhesivos de etiquetas, etc., que aún se encuentran en la matriz tras el filtrado, afectan negativamente a la resistencia a la tracción del polímero o producen defectos de aspecto. Por este motivo, las sustancias perturbadoras que permanecen en la masa fundida a pesar del filtrado deberían distribuirse ventajosamente lo más fina y uniformemente posible. Esto es aplicable por igual a impurezas, polímeros y materiales de relleno. Cuanto mas fina y uniformemente estan distribuidas estas sustancias perturbadoras en la matriz, menores son sus efectos negativos en el producto final. Esta distribución se efectúa mediante la homogeneización que se realiza tras el filtrado.
Además, con la homogeneización se consigue una trituración adicional de las partículas. Esta reducción del tamaño de las partículas perturbadoras produce asimismo un aumento de la calidad del producto final, por ejemplo mejores valores mecanicos en piezas moldeadas por inyección, menos efectos negativos en el aspecto de películas o, concretamente, permite conseguir una mejor resistencia al impacto en una matriz de PET con la distribución fina de poliolefinas.
l os posibles restos de gas también conllevarían deficiencias en el procesamiento realizado a continuación, por ejemplo formación de burbujas, rotura de películas, etc. Por lo tanto, en el procedimiento según la invención, el filtro de masa fundida separa las sustancias ligeramente gaseosas de la masa fundida, el resto se distribuye y tritura en el tramo de homogeneización y, debido al esfuerzo de cizallamiento que se produce, se provoca la descomposición de las impurezas sensibles a la temperatura. Este gas se elimina en la subsiguiente desgasificación de la masa fundida.
Por un lado, los materiales sensibles a la temperatura se someten a una carga térmica a través del tramo de homogeneización y se fuerza su desgasificación. Por otro lado, las partículas que permanecen se distribuyen tan finamente en la matriz de polímero que se protegen mejor mediante las cargas térmicas adicionales a causa del polímero circundante y tienden a producir menos gas. En los siguientes pasos de procesamiento, p. ej. en una torre de película soplada, se produce entonces una película sin gas o burbujas y sin aglomeraciones. De este modo, mediante el filtrado se eliminan ampliamente las sustancias perturbadoras y las impurezas de mayor volumen. l as sustancias perturbadoras de menor volumen, que atraviesan el filtro y permanecen en la masa fundida, se distribuyen fina y uniformemente mediante la homogeneización.
Gracias a eso, su efecto perturbador es menor en el producto final y/o se eliminan casi completamente en la posterior desgasificación. Si la masa fundida, como ocurre a veces en el estado de la técnica, se homogeneiza ya antes del filtrado, las impurezas también se trituran con ello y pueden atravesar la superficie del filtro o bien no son captadas por este. Pero esto constituye una desventaja y debería evitarse.
Sin embargo, tras el filtrado, las sustancias perturbadoras aún contenidas deben triturarse y distribuirse lo máximo posible mediante... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el reciclado de plásticos que comprende los siguientes pasos de procesamiento: 5 al procesamiento del material de partida, triturándose si es necesario el material y llevándose a una forma pseudofluida y, manteniendo su estado fragmentado y capacidad de corrimiento, calentándose y mezclándose permanentemente y, si procede, desgasificandose, ablandándose, secándose, aumentandose su viscosidad V/o cristalizandose,
b) fusión del material a procesar, al menos hasta el punto en que es pOSible el filtrado,
el filtrado de la masa fundida para liberarla de las impurezas, dI homogeneización de la masa fundida filtrada, el desgasiticación de la masa fundida homogeneizada, así como f) descarga vIo procesamiento subsiguiente de la masa fundida, por ejemplo granulación, procesamiento de películas sopladas, etc.,
realizandose estos pasos del proceso consecutivamente en el orden indicado, caracterizado por que la temperatura (T4) del material o de la masa fundida durante -o al menos al final de -la homogenización según el paso de procesamiento d) y antes de comenzar la desgasificación es igual o mas elevada que las temperaturas de todos los demás pasos de procesamiento a) a f) .
2. Procedimiento según la reivindicación 1, caracterizado por que los pasos de procesamiento a) a f) se suceden en el tiempo V en el espacio inmediata V directamente sin pasos intermedios.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que, durante la homogeneización, la masa fundida se cizalla V mezcla o bien se somete a una tensión de cizallamiento y
a un esfuerzo de alargamiento intensivos V se acelera fuertemente.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que la temperatura (T6) del material o de la masa fundida durante la descarga o bien la temperatura (T7) durante el procesamiento subsiguiente es inferior o como máximo igual de elevada que la temperatura (T4)
existente durante o al final de la homogenización.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que durante la homogenización O inmediatamente antes O después de la homogeneización, si bien después del f¡ltrado V antes de la desgasificación, se introducen en la masa fundida agentes citógenos, como por ejemplo dióxido de carbono, nitrógeno o agua, para mejorar el rendimiento de desgasificadón.
6. Procedimiento segun una de las reivindicaciones 1 a 5, caracterizado por que la masa fundida se enfría tras la desgasificación y durante o antes de la descarga o del procesamiento subsiguiente, en particular hasta en un 20 %, preferentemente entre un 5 y un 10 %.
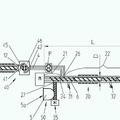
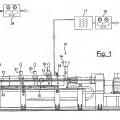
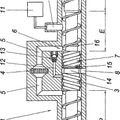
7. Disposición para el reciclaje de plásticos para la realización de un procedimiento segun una de las reivindicaciones 1 a 6, que comprende lo siguiente: a) al menos una unidad de tratamiento (1) , en particular un compresor de corte o recipiente en sí ya conocido con herramientas de mezcla y de trituración giratorias, en el que el material, si es necesario,
se tritura y se lleva a una forma pseudofluida y, manteniendo su estado fragmentado y capacidad de corrimiento, se calienta y mezcla permanentemente y, si procede, se desgasifica, se ablanda, se seca, se aumenta su viscosidad y/o se cristaliza, b) al menos una unidad de fusión (2) para fundir el material tratado al menos hasta el punto en que el filtrado es posible, en particular un extrusor,
c) al menos una unidad de filtrado (3) para filtrar la masa fundida, d) al menos una unidad de homogeneización (4) para homogeneizar la masa fundida filtrada e) al menos una unidad de desgasificación (5) para desgasificar la masa homogeneizada, así como f) al menos una unidad de descarga (6) para descargar y/o al menos una unidad de procesamiento subsiguiente (7) para procesar la masa fundida,
estando las unidades mencionadas (1) a (6) o bien (7) conectadas consecutivamente segun el orden indicado y acopladas sucesivamente o entre sí, y pasando el material plástico o la masa fundida por estas unidades (1) a (7) en este orden.
8. Disposición segun la reivindicación 7, caracterizada por que las unidades (1) a (6) o (7) están 25 conectadas una tras otra inmediata y directamente y se acoplan procedimental mente en sucesión sin otras unidades intercaladas.
9. Disposición segun la reivindicación 7 u 8, caracterizada por que el mando puede regular las temperaturas de tal modo que la temperatura (T4) del material o de la masa fundida es durante, o al 30 menos al final de, la homogenización en la unidad de homogenización (4) y antes de comenzar la desgasificación en la unidad de desgasificación (5) al menos igual de elevada, preferentemente más elevada, que en todos los demas pasos de tratamiento en el resto de las unidades, en particular por que la temperatura (T6) del material o de la masa fundida durante la descarga en la unidad de descarga (6) o la temperatura (TI) durante el procesamiento subsiguiente en la unidad de procesamiento subsiguiente (7) es inferior, o como maximo igual, a la temperatura (T4) existente durante o al final de la homogenización en la unidad de homogenización (4) .
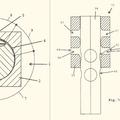
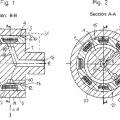
10. Disposición según una de las reivindicaciones 7 a 9, caracterizada por que la unidad de homogenización (4) , en particular un tornillo sinfín, está configurada de tal modo que la masa fundida se cizalla y mezcfa en su interior o bien se somete a una tensión de cizalla miento y a un esfuerzo de alargamiento intensivos y se acelera fuertemente.
11. Disposición según una de las reivindicaciones 7 a lO, caracterizada por que las unidades (2) a 10 (5) , preferentemente (2) a (6) , en particular (2) a (7) , están dispuestas unas tras otras axial mente o bien están situadas en un eje longitudinal común.
12. Disposición según una de las reivindicaciones 7 a 11, caracterizada por que está prevista una unidad (8) para añadir agentes citógenos a la masa fundida, como por ejemplo dióxido de carbono, 15 nitrógeno o agua, introduciendo la unidad (8) los agentes citógenos durante la homogenización o justo antes o después de la homogeneización, si bien tras el filtrado y antes de la desgasificación.
13. Disposición segun una de las reivindicaciones 7 a 12, caracterizada por que, en particular en la unidad de descarga (6) , está previsto un dispositivo de refrigeración (9) para la masa fundida que sale de la unidad de desgasificación (5) , por ejemplo un cilindro o un tornillo sinfín, que es apropiado para enfriar la masa fundida tras la desgasificación y durante o antes de la descarga o del procesamiento subsiguiente, en particular en hasta un 20 %, preferentemente en entre un 5 y 10 %.
Patentes similares o relacionadas:
Dispositivo para el reciclaje de plásticos, del 17 de Enero de 2018, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Disposición para el reciclaje de plásticos que comprende: a) por lo menos una unidad de procesamiento , en particular un compresor de corte […]
Dispositivo para la extrusión de material sintético termoplástico, del 7 de Junio de 2017, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para la extrusión de material sintético termoplástico, con tornillo sinfín de extrusor alojado en una carcasa , que comprende […]
 Dispositivo y procedimiento para la producción de un material compuesto polimérico relleno, del 16 de Marzo de 2016, de STARLINGER & CO. GESELLSCHAFT M. B. H.: Dispositivo para la producción de un material compuesto polimérico relleno , que contiene un sustrato polimérico y un material de fibras […]
Dispositivo y procedimiento para la producción de un material compuesto polimérico relleno, del 16 de Marzo de 2016, de STARLINGER & CO. GESELLSCHAFT M. B. H.: Dispositivo para la producción de un material compuesto polimérico relleno , que contiene un sustrato polimérico y un material de fibras […]
 Procedimiento y dispositivo para la limpieza de un fluido, del 4 de Enero de 2016, de Aurotec GmbH: Procedimiento para la limpieza de un fluido con un dispositivo de filtración que presenta una carcasa con al menos una entrada y al menos una salida (21, […]
Procedimiento y dispositivo para la limpieza de un fluido, del 4 de Enero de 2016, de Aurotec GmbH: Procedimiento para la limpieza de un fluido con un dispositivo de filtración que presenta una carcasa con al menos una entrada y al menos una salida (21, […]
 Dispositivo para pretratar materiales sintéticos, del 16 de Diciembre de 2015, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para pretratar y, a continuación, plastificar materiales sintéticos, en particular residuos de material termoplástico para fines de reciclaje, con un recipiente […]
Dispositivo para pretratar materiales sintéticos, del 16 de Diciembre de 2015, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para pretratar y, a continuación, plastificar materiales sintéticos, en particular residuos de material termoplástico para fines de reciclaje, con un recipiente […]
 Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster, del 10 de Diciembre de 2015, de COSTRUZIONI MECCANICHE LUIGI BANDERA S.P.A.: Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster […]
Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster, del 10 de Diciembre de 2015, de COSTRUZIONI MECCANICHE LUIGI BANDERA S.P.A.: Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster […]
 Dispositivo de filtrado para fluidos, del 30 de Julio de 2014, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo de filtrado para fluidos, en particular para materiales sintéticos termoplásticos, que comprende un soporte de tamices que presenta una […]
Dispositivo de filtrado para fluidos, del 30 de Julio de 2014, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo de filtrado para fluidos, en particular para materiales sintéticos termoplásticos, que comprende un soporte de tamices que presenta una […]
 EXTRUSOR PARA DESGASIFICAR Y FILTRAR PLASTICO FUNDIDO, del 13 de Agosto de 2010, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para extrusionar material termoplástico, con un husillo del extrusor situado dentro de un carcasa, que comprende una zona de plastificado por el lado de la entrada, […]
EXTRUSOR PARA DESGASIFICAR Y FILTRAR PLASTICO FUNDIDO, del 13 de Agosto de 2010, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para extrusionar material termoplástico, con un husillo del extrusor situado dentro de un carcasa, que comprende una zona de plastificado por el lado de la entrada, […]