Producto estratificado, objeto moldeado con protección electromagnética y procedimientos para su fabricación.
Producto estratificado como objeto moldeado, que comprende una capa de resina termoendurecible,
una capa de resina termoplástica y grupos de fibras de refuerzo que comprenden numerosos filamentos continuos, en el que dicha capa de resina termoendurecible y dicha capa de resina termoplástica están integradas en la interfaz entre estas capas, de tal manera que la resina de dicha capa de resina termoendurecible y la resina de dicha capa de resina termoplástica se formen para ser robustas en la interfaz;
un conjunto de filamentos entre dichos grupos de fibras de refuerzo se mantiene en contacto, como mínimo, con la resina de dicha capa de resina termoendurecible, mientras que el otro conjunto de filamentos entre dichos grupos de fibras de refuerzo se mantiene en contacto, como mínimo, con la resina de dicha capa de resina termoplástica; y la cara de dicha capa de resina termoplástica opuesta a dicha interfaz se sitúa sobre la superficie de dicho objeto moldeado, en el que
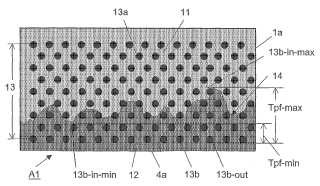
en dicha capa de resina termoplástica, el grosor máximo del área en la que existen dichos filamentos continuos es de 10 μm o más.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/016697.
Solicitante: TORAY INDUSTRIES, INC..
Nacionalidad solicitante: Japón.
Dirección: 2-1, NIHONBASHI MUROMACHI 2-CHOME CHUO-KU TOKYO 103-8666 JAPON.
Inventor/es: HASEGAWA, TAKASHI, HONMA,Masato, TAKEBE,Yoshiki, ISHIBASHI,Souichi, OBARA,Haruo, NISHIZAWA,Takeshi, SHIHO,Kosuke, ETO,Seiichiro, TANISUGI,Hideaki.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como sustancia de impregnación, de pegado, o cubrimiento.
- B32B5/28 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › impregnada de materia plástica o cubierta con una materia plástica.
- H05K9/00 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05K CIRCUITOS IMPRESOS; ENCAPSULADOS O DETALLES DE LA CONSTRUCCIÓN DE APARATOS ELECTRICOS; FABRICACION DE CONJUNTOS DE COMPONENTES ELECTRICOS. › Blindaje de aparatos o de componentes contra los campos eléctricos o magnéticos (dispositivos absorbedores de la radiación de una antena H01Q 17/00).
PDF original: ES-2379684_T3.pdf
Fragmento de la descripción:
Producto estratificado, objeto moldeado con protección electromagnética y procedimientos para su fabricación SECTOR TÉCNICO
La presente invención se refiere a un producto estratificado compuesto por una resina reforzada con fibras, reforzada mediante grupos de fibras de refuerzo que comprenden numerosos filamentos continuos, y también a un proceso para producirlo. La presente invención también se refiere a un producto estratificado capaz de integrarse fuertemente con otro miembro estructural, especialmente un miembro estructural compuesto por una resina termoplástica. La presente invención también se refiere a un producto estratificado capaz de integrarse con otro miembro estructural para formar un objeto moldeado que pueda descomponerse y clasificarse fácilmente en partes respectivas para permitir la reutilización de las partes cuando el objeto moldeado se desecha como residuo.
La presente invención también se refiere a un objeto moldeado de protección electromagnética formado integrando un producto estratificado compuesto por una resina reforzada con fibras, reforzada mediante grupos de fibras de refuerzo que comprende numerosos filamentos continuos y otro miembro estructural.
El objeto moldeado integrado puede utilizarse preferentemente como un miembro parcial o una carcasa de un aparato eléctrico o electrónico, un aparato de automatización de oficina, un electrodoméstico o un aparato médico, un miembro de material rodante, un miembro de aeronave, un miembro arquitectónico, etc.
ANTECEDENTES TÉCNICOS
Los objetos moldeados compuestos respectivamente por una resina reforzada mediante grupos de fibras de refuerzo que comprenden numerosos filamentos continuos (FRP) se utilizan ampliamente como diversas partes y miembros de cuerpos estructurales. Los objetos moldeados que utilizan, respectivamente, una resina termoendurecible como matriz se producen mediante métodos de moldeo tales como moldeo por prensado de un preimpregnado impregnado con una resina termoendurecible y moldeo por transferencia de resina (RTM) .
Sin embargo, una FRP compuesta por una resina termoendurecible no es adecuada para producir una parte o cuerpo estructural de forma complicada mediante un único proceso de moldeo. Como consecuencia, una parte o cuerpo estructural que tiene una forma complicada se produce produciendo varios miembros a partir de la FRP e integrando esos miembros.
Los métodos de integración incluyen métodos de unión mecánica que utilizan pernos, remaches, tornillos y similares y métodos de unión que utilizan adhesivos. Un método de unión mecánica tiene problemas tales como que la reducción del coste de producción es muy difícil, dado que es necesaria una etapa para maquinar partes de unión de antemano y que la aplicación está limitada en vista del aspecto. Un método de unión que utiliza un adhesivo tiene problemas tales como que la reducción del coste de producción es muy difícil, dado que es necesaria una etapa de unión que incluye la disposición previa de un adhesivo y un trabajo de aplicación del adhesivo, y que no puede obtenerse una fiabilidad suficientemente satisfactoria en la fuerza de unión.
Un método para integrar un miembro formado por una resina termoplástica y un miembro formado por una FRP compuesto por una resina termoendurecible se propone en el documento JP10-138354A. Este método comprende una primera etapa de laminar una película de resina termoplástica sobre la superficie de un preimpregnado que comprende fibras de carbono de refuerzo y una resina termoendurecible, para formar un primer producto estratificado, una segunda etapa de aplicar calor y presión al primer producto estratificado obtenido en condiciones tales que endurezcan la resina termoendurecible pero no hagan fluir a la película, para formar un segundo producto estratificado compuesto por una resina termoendurecible reforzada con fibras de carbono que tiene la película de resina termoplástica pegada a ella, y una tercera etapa de moldear por inyección una resina termoplástica sobre la superficie de la película de resina termoplástica del segundo producto estratificado colocado en un molde, para unir el miembro de resina termoplástica (miembro central) formado mediante el moldeo por inyección y el segundo producto estratificado (miembro superficial) entre sí. Según este método, dado que el miembro central compuesto por una resina termoplástica y el miembro superficial están unidos a través de la película de resina termoplástica del miembro superficial, no hay ningún problema especial en la fuerza de unión en la juntura.
Sin embargo, hay un problema en que la fuerza de unión en la juntura entre la resina termoendurecible y la película de resina termoplástica en el miembro superficial no es suficiente. La razón es que esta última juntura se forma mediante unión entre una resina termoendurecible y una resina termoplástica, concretamente, unión entre diferentes materiales.
Un objetivo de la presente invención es dar a conocer un producto estratificado que reduzca la preocupación convencional sobre la fuerza de unión en la unión entre diferentes materiales.
Las resinas reforzadas con fibras (FRP) se utilizan ampliamente como materiales para la formación de diversos productos. Por otro lado, la reducción de peso de estos productos está siendo demandada. Por encima de todo, dado que los aparatos electrónicos portátiles representados por ordenadores personales portátiles, teléfonos móviles y terminales de información portátiles son utilizados de forma cada vez más popular, en el mercado se demandan fuertemente productos más finos y ligeros. En relación con esto, se demanda que las carcasas y miembros internos que constituyen los productos reduzcan su grosor y peso y aumenten su rigidez.
Para cubrir esta demanda, en cualquier caso se utilizan aleaciones de magnesio. La demanda de mayor rigidez crece más, y la utilización de materiales metálicos con mayor rigidez tales como aleaciones de aluminio está siendo estudiada. Sin embargo, es difícil producir fácilmente partes y productos de formas complicadas con alta productividad a partir de estos materiales metálicos.
El documento JP 2001-298277 A propone una carcasa obtenida uniendo de forma integral un objeto moldeado metálico y pestañas moldeadas por inyección utilizando un material de recubrimiento a base de resina epoxi. El documento JP06-029684A propone una carcasa de protección electromagnética obtenida integrando una lámina metálica y un objeto de resina sintética moldeada. Sin embargo, estas carcasas no pueden satisfacer la demanda de un peso más ligero, dado que la gravedad específica del material metálico es grande, aunque pueden satisfacer la demanda de menos grosor y alta rigidez.
Considerando el reciclado de productos, es difícil separar y clasificar los productos obtenidos integrando miembros formados por diferentes materiales en los respectivos miembros. Como resultado, se generan contaminantes que comprenden diferentes materiales que plantean problemas tales como que es difícil reutilizar esos miembros y que el coste de reciclado aumenta.
El documento JP-A-10138354 da a conocer dos láminas de resina termoendurecible reforzada con fibras, cada una de las cuales ha sido moldeada con un molde que tiene una rugosidad superficial en el intervalo de 0, 5-2, 5 μm. Por lo tanto, cada lámina de resina termoendurecible reforzada con fibras moldeada tiene una superficie rugosa correspondiente a la rugosidad superficial del molde. Estas dos láminas de resina termoendurecible reforzada con fibras moldeadas se unen entre sí con un adhesivo tal como una resina epoxi. En la interfaz de ambas láminas una capa de resina termoendurecible y otra capa de resina termoendurecible se unen entre sí mediante dicho adhesivo.
En vista de los problemas de la técnica anterior, un objetivo de la presente invención es dar a conocer un producto estratificado que pueda integrarse fácilmente con otro miembro estructural con una excelente fuerza de unión, y también dar a conocer un proceso para producirlo. El objeto moldeado integrado obtenido utilizando el producto estratificado es excelente no solamente en propiedades mecánicas, peso ligero y rendimiento de protección electromagnética sino también en flexibilidad de diseño y capacidad de reciclaje, y puede utilizarse adecuadamente como una carcasa de un aparato eléctrico o electrónico o terminal de información portátil, o como un miembro estructural de un aparato de transporte tal como un vehículo a motor o una aeronave.... [Seguir leyendo]
Reivindicaciones:
1. Producto estratificado como objeto moldeado, que comprende una capa de resina termoendurecible,
una capa de resina termoplástica y grupos de fibras de refuerzo que comprenden numerosos filamentos continuos,
en el que dicha capa de resina termoendurecible y dicha capa de resina termoplástica están integradas en la interfaz entre estas capas, de tal manera que la resina de dicha capa de resina termoendurecible y la resina de dicha capa de resina termoplástica se formen para ser robustas en la interfaz;
un conjunto de filamentos entre dichos grupos de fibras de refuerzo se mantiene en contacto, como mínimo, con la resina de dicha capa de resina termoendurecible, mientras que el otro conjunto de filamentos entre dichos grupos de fibras de refuerzo se mantiene en contacto, como mínimo, con la resina de dicha capa de resina termoplástica; y la cara de dicha capa de resina termoplástica opuesta a dicha interfaz se sitúa sobre la superficie de dicho objeto moldeado, en el que
en dicha capa de resina termoplástica, el grosor máximo del área en la que existen dichos filamentos continuos es de 10 μm o más.
2. Producto estratificado, según la reivindicación 1, en el que dichos numerosos filamentos continuos se disponen en una dirección, y la interfaz entre dicha capa de resina termoendurecible y dicha capa de resina termoplástica existe entre dichos grupos de fibras de refuerzo.
3. Producto estratificado, según la reivindicación 1, en el que la temperatura de transición vítrea de la resina que forma dicha capa de resina termoendurecible es de 60º C o superior.
4. Producto estratificado, según la reivindicación 1, en el que dicho grosor máximo es de 1.000 μm o menos.
5. Producto estratificado, según la reivindicación 1, en el que el área superficial de dicha capa de resina termoplástica supone del 0, 1 al 50% del área superficial del producto estratificado.
6. Producto estratificado, según la reivindicación 1, en el que una capa que tiene la misma estructura que la formada por dicha resina termoendurecible, dicha resina termoplástica y grupos de fibras de refuerzo que comprenden numerosos filamentos continuos, se forma en la cara del producto estratificado en el lado opuesto al lado en el que se sitúa dicha capa de resina termoplástica.
7. Producto estratificado, según la reivindicación 1, en el que la fuerza de unión de la pieza de ensayo del producto estratificado definido en la memoria descriptiva en base a la norma ISO4587 es de 6 MPa o superior a temperatura ambiente.
8. Producto estratificado, según la reivindicación 1, en el que dicha capa de resina termoplástica comprende una película compuesta por una composición de resina termoplástica formada, como mínimo, en una parte de la superficie de dicha composición de resina termoendurecible, en el que la fuerza de unión normal definida en la memoria descriptiva entre el producto estratificado y otro objeto moldeado unido mediante dicha película es de 10 MPa o superior a una temperatura de 40º C e inferior a 10 MPa a una temperatura de 140º C.
9. Producto estratificado, según la reivindicación 8, en el que el grosor promedio de dicha película compuesta por una composición de resina termoplástica es de 0, 1 a 1.000 μm.
10. Producto estratificado, según la reivindicación 1, en el que los numerosos filamentos continuos que constituyen dichos grupos de fibras de refuerzo son fibras de carbono.
11. Producto estratificado, según la reivindicación 1, en el que dicha resina termoendurecible es una resina compuesta principalmente por una resina epoxi.
12. Producto estratificado, según la reivindicación 1 u 8, en el que dicha resina termoplástica es, como mínimo, una resina seleccionada entre un grupo que comprende resinas a base de poliamida, resinas a base de poliéster, resinas a base de policarbonato, resinas a base de estireno, resina de EVA, resinas a base de uretano, resinas acrílicas, resinas a base de poliolefina y resinas a base de PPS.
13. Proceso para producir un producto estratificado como se describe en la reivindicación 1, que comprende las etapas de disponer un material de base para unión térmica compuesto por una resina termoplástica, sobre una
superficie de un preimpregnado obtenido impregnando grupos de fibras de refuerzo que comprenden numerosos filamentos continuos con una resina termoendurecible aún no endurecida, e impregnar dichos grupos de fibras de refuerzo con la resina termoplástica de dicho material de base para unión térmica, durante la reacción de endurecimiento de dicha resina termoendurecible o durante el precalentamiento antes de la reacción de endurecimiento.
14. Proceso para producir un producto estratificado, según la reivindicación 13, en el que se hace actuar a una presión de prensado de 0, 1 MPa o superior, cuando dichos grupos de fibras de refuerzo se impregnan con la resina termoplástica.
15. Objeto moldeado integrado que comprende un primer miembro compuesto por un producto estratificado como se describe en la reivindicación 1 y un segundo miembro compuesto por otro miembro estructural, en el que el primer miembro y el segundo miembro se unen entre sí mediante dicha resina termoplástica en dicho primer miembro.
16. Objeto moldeado integrado, según la reivindicación 15, en el que dicho segundo miembro es, como mínimo, un miembro seleccionado entre el grupo que comprende un miembro compuesto por un producto estratificado como se define en la reivindicación 1, un miembro compuesto por una composición de resina termoplástica y un miembro compuesto por un material metálico.
17. Proceso para producir un objeto moldeado integrado como se describe en la reivindicación 15, que comprende la etapa de integrar un primer miembro compuesto por un producto estratificado como se describe en la reivindicación 1 y un segundo miembro compuesto por otro miembro estructural entre sí, mediante, como mínimo, un método de integración seleccionado entre el grupo que comprende soldadura térmica, soldadura por vibración, soldadura ultrasónica, soldadura por láser, moldeo por inyección con inserto y moldeo por inyección con inserto exterior.
18. Objeto moldeado integrado, según la reivindicación 15, que es un miembro parcial o una carcasa de un aparato eléctrico o electrónico, un aparato de automatización de oficina, un electrodoméstico o un aparato médico.
19. Objeto moldeado integrado, según la reivindicación 15, que es un miembro parcial o un panel de un vehículo a 30 motor, un vehículo de dos ruedas, una bicicleta, una aeronave o un elemento arquitectónico.
Patentes similares o relacionadas:
Unidad de almacenamiento con disipador de calor, del 15 de Julio de 2020, de Flextronics AP LLC: Una unidad de almacenamiento para componentes electrónicos, que comprende: un disipador de calor que comprende una estructura de pared lateral […]
Sistema de protección térmica utilizando partículas, del 1 de Julio de 2020, de Materials Vision Co., Ltd: Un procedimiento de fabricación de una estructura de película de múltiples capas, que comprende: Proporcionar una capa que incluye una […]
Sistema de recubrimiento multicapa que utiliza huecos para un sistema de blindaje térmico y procedimiento de fabricación del mismo, del 1 de Julio de 2020, de Materials Vision Co., Ltd: Un procedimiento de fabricación de un sistema de recubrimiento multicapa, que comprende: Proporcionar una capa uno que incluye una pluralidad de huecos […]
Batería electroquímica secundaria con cuerpo de sellado y estructura blindada de chip de tipo encapsulación, del 22 de Abril de 2020, de Fujian Nanping Nanfu Battery Co., Ltd: Una batería electroquímica secundaria , que incluye: carcasa de la batería , cuyo extremo adyacente a la tapa de polo negativo tiene […]
DISPOSITIVO DE APARATO DOMÉSTICO, del 21 de Noviembre de 2019, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de aparato doméstico. La presente invención hace referencia a un dispositivo de aparato doméstico (10a), en particular, a un dispositivo […]
Dispositivo de aparato de cocción, del 13 de Noviembre de 2019, de BSH HAUSGERÁTE GMBH: Dispositivo de aparato de cocción con al menos una unidad de medición (12a-d), la cual presenta al menos un elemento sensor (14a-d) y al menos un elemento […]
Sistema de protección antiefluvios, en particular sistema de protección antiefluvios exterior para una máquina eléctrica, del 13 de Noviembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Utilización de un sistema de protección antiefluvios como parte de un aislamiento principal de una máquina eléctrica, que incluye partículas planas, resistentes […]
Decoración intercambiable, del 30 de Octubre de 2019, de Swaponz, Inc: Artículo que comprende: una carcasa para recibir un artículo extraíble, teniendo la carcasa una superficie exterior; teniendo un elemento de […]