Proceso de fabricación de un fotoesmalte y producto así obtenido.
Proceso de fabricación de un foto-esmalte que comprende las etapas de proporcionar una base rectangular plana de una pasta cerámica (1,
2) y obtener una representación tridimensional de una imagen digital en un sistema informático configurado a tal efecto y que se caracteriza porque comprende además las etapas de reproducir sobre la base (2) rectangular plana de pasta cerámica la representación tridimensional mediante una máquina de control numérico (8); esmaltar (15) y hornear (16) la pieza de pasta cerámica con la representación tridimensional; aplicar un calco o transfer de la pigmentación de la fotografía original (18) sobre la pieza esmaltada con los pigmentos cerámicos obtenidos mediante un tóner cerámico; y hornear hasta alcanzar el color y brillo de la fotografía original.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201300264.
Solicitante: SÁNCHEZ MUÑOZ, Ángel.
Nacionalidad solicitante: España.
Inventor/es: SÁNCHEZ MUÑOZ,Ángel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C04B41/81 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 41/00 Postratamiento de morteros, hormigón, piedra artificial; Tratamiento de la piedra natural (vidriados distintos a los vidirados en frio C03C 8/00). › Revestimiento o impregnación.
- G03F7/18 FISICA. › G03 FOTOGRAFIA; CINEMATOGRAFIA; TECNICAS ANALOGAS QUE UTILIZAN ONDAS DISTINTAS DE LAS ONDAS OPTICAS; ELECTROGRAFIA; HOLOGRAFIA. › G03F PRODUCCION POR VIA FOTOMECANICA DE SUPERFICIES TEXTURADAS, p. ej. PARA LA IMPRESION, PARA EL TRATAMIENTO DE DISPOSITIVOS SEMICONDUCTORES; MATERIALES A ESTE EFECTO; ORIGINALES A ESTE EFECTO; APARELLAJE ESPECIALMENTE ADAPTADO A ESTE EFECTO (aparatos de composición fototipográfica B41B; materiales fotosensibles o procesos para la fotografía G03C; electrofotografía, capas sensibles o procesos a este efecto G03G). › G03F 7/00 Producción por vía fotomecánica, p. ej. fotolitográfica, de superficies texturadas, p. ej. superficies impresas; Materiales a este efecto, p. ej. conllevando fotorreservas; Aparellaje especialmente adaptado a este efecto (utilizando estructuras de fotorreservas para procesos de producción particulares, ver en los lugares adecuados, p. ej. B44C, H01L, p. ej. H01L 21/00, H05K). › Recubrimiento de superficies curvadas.
Descripción:
PROCESO DE FABRICACIÓN DE UN FOTOESMALTE Y PRODUCTO ASÍ OBTENIDO
El objeto de la presente invención es un proceso de fabricación de un fotoesmalte en relieve, tridimensional o esculpido basado en el uso de pasta cerámica como materia prima. Un 5segundo objeto de la invención es el producto obtenido mediante el proceso indicado.
Estado de la técnica
En la actualidad, el uso de la pasta cerámica está limitado a la fabricación de determinados l Oelementos decorativos.
Por otro lado, los avances en la fotografía digital permiten que un usuario pueda inmortalizar imágenes en los objetos más diversos, como por ejemplo, álbumes fotográficos personalizados, camisetas o tazas de café de tipo plástico o cerámico.
En estos momentos es posible también la impresión tridimensional para generar distintas piezas o elementos decorativos en materiales como siliconas y resinas, utilizadas normalmente para el prototipado de productos industriales, o bien sobre mármol y/o granito.
20No obstante, estos productos son generalmente más caros que la pasta cerámica, más difíciles de conseguir y menos manipulables, ya que son materiales más densos y pesados, lo que a su vez les proporciona unas características mecánicas adecuadas para su esculpido, rechazándose hasta la fecha el uso de materiales más blandos por este motivo, como la pasta cerámica.
Descripción de la invención
Para solucionar el problema técnico relacionado con la obtención de un producto tridimensional que refleje una imagen fotográfica con un coste y peso reducido se presenta 3Ola siguiente invención que consiste en un proceso de fabricación de un foto-esmalte que comprende las etapas de:
Proporcionar una base rectangular plana de una pasta cerámica;
Obtener una representación tridimensional de una imagen digital en un sistema
informático configurado a tal efecto;
- Reproducir sobre la base rectangular plana de pasta cerámica la representación tridimensional mediante una máquina de control numérico;
Esmaltar y hornear la pieza de pasta cerámica con la representación 5 tridimensional;
- Aplicar un calco o transfer de la pigmentación de la fotografía original sobre la pieza esmaltada con los pigmentos cerámicos obtenidos mediante un tóner cerámico; y
Hornear hasta alcanzar el color y brillo de la fotografía original.
El producto final, por tanto, es una reproducción tridimensional de una fotografía, obtenida mediante un método sencillo y que tiene una especial utilidad como elemento decorativo.
A lo largo de la descripción y las reivindicaciones la palabra "comprende" y sus variantes no 15pretenden excluir otras características técnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la descripción y en parte de la práctica de la invención. Los siguientes ejemplos y dibujos se proporcionan a modo de ilustración, y no se pretende que restrinjan la presente Invención. Además, la presente Invención cubre todas las posibles 2 Ocombinaciones de realizaciones particulares y preferidas aquí indicadas.
Breve descripción de las figuras
A continuación se pasa a describir de manera muy breve una serie de dibujos que ayudan a 25comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención que se presenta como un ejemplo no limitativo de ésta.
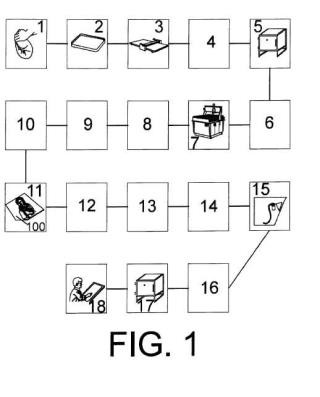
FIG 1. Muestra una vista del procedimiento de fabricación de un fotoesmalte.
30Realización preferente de la invención
En las figuras adjuntas se muestra una realización preferida de la invención. Más concretamente, procedimiento de fabricación de un fotoesmalte y el producto así obtenido, está caracterizado esencialmente porque en un primer momento se prepara la materia prima
(1), que en este caso concreto, se realiza mediante el empleo de pasta cerámica resistente a altas temperaturas, como por ejemplo, pasta blanca, roja, arcilla, o pasta porcelánica, entre otras de similares características mecánicas.
5Una vez ya hemos preparado este primera pasta (1), se procede a realizar una base (2) con las medidas a emplear. Posteriormente, se moldea y corta (3) manualmente o mediante el empleo de una laminadora cerámica; y finalmente se procede a un primer secado (4), por medios naturales (como por ejemplo al sol), o bien, mediante el empleo de una secadora cerámica.
Una vez que la pieza está seca se introduce en un horno cerámico (5) con una temperatura óptima (alrededor de 1200s, dependiendo del tipo de pasta cerámica empleada) durante un tiempo estimado de cocción de veinticuatro horas.
l5Con las placas ya cocidas, éstas son sacadas del horno y sumergidas en agua (6), aproximadamente cinco horas, para ser reblandecidas y así facilitar el trabajo de fresado (7) de la pieza.
A continuación, se procede a preparar la fresadora copiadora o máquina de control numérico 2 0(8), se ajusta la placa cerámica en el interior de un recipiente metálico o balsa (9), asegurándose que quede sellada y ajustada de forma manual, para que no pierda líquido y se sujeta la pieza con medios de fijación (10) a la mesa de la fresadora. Seguidamente, se llena el recipiente metálico (9) con agua cubriendo la pieza totalmente.
2 5 La fresadora copiadora empleada preferentemente será una fresadora de granito o mármol
con diámetros variables, por ejemplo los que varían desde los dos a los ocho milímetros.
A continuación se ejecuta el trabajo o imagen a plasmar en la fresadora, dicho imagen en relieve es previamente tratada de forma paralela mediante un software de tratado de imagen
3 0en 3D para obtener la imagen en relieve (11). El tiempo estimado de trabajo de la fresadora
dependerá del tamaño y relieve de la imagen a tratar, ya que por ejemplo a menor relieve la fresadora funciona con mayor rapidez En un supuesto de una pieza o placa de 300 por 400 mm, con un relieve de unos 8 mm, por ejemplo, el tiempo de trabajo será de aproximadamente siete horas.
Una vez que ha finalizado el fresado de la pieza, se procede a sacarla del recipiente y a limpiarla (12), posteriormente se procede a un segundo secado (13) en la secadora o al sol, durante unas horas.
Una vez que la pieza está totalmente seca, se ejecuta un proceso de lijado y/o pulido (14) para limpiar los defectos del fresado mediante el empleo de lijas y pulidoras. Mediante una esponja húmeda se elimina el polvo producido por el lijado y/o pulido.
lODespués, se esmalta (15) la pieza mediante la inmersión en esmalte, o mediante el empleo de una pistola y un compresor. Una vez que la pieza ya ha sido esmaltada, se procede a ejecutar un tercer secado (16), al aire o mediante su introducción en un horno de secado.
Una vez que la pieza ya está seca, se procede a su introducción en el horno (17) para la
15correcta fijación del esmalte, a la temperatura y tiempo requerido por el tipo de esmalte empleado, por ejemplo, a una temperatura de 1020e y un tiempo de cinco horas. Para posteriormente, enfriar naturalmente la pieza a temperatura ambiente, durante aproximadamente quince horas, transcurrido este tiempo se saca la pieza del horno.
2 0Se procede a aplicar la calca o transfer con los pigmentos cerámicos (18), estas calcas se consiguen por medio de una impresora de tóner cerámico, que usa cuatro colores con pigmentos cerámicos (negro, amarillo, azul y rojo), la impresión en esta máquina da una imagen con una alta calidad fotográfica.
25A la calca o transfer con la imagen deseada, se le aplica a continuación una laca fundente sobre la hoja y por medio de una tela serigráfica se deja secar durante aproximadamente una hora. Posteriormente, se procede a recortar la imagen con el motivo deseado y lo introducimos en un recipiente con agua.
30La imagen se procede a fijar sobre la pieza previamente esmaltada, retirando el agua presente. La imagen debe aplicarse sobra la pieza de tal forma que no quede ningún pliegue o burbuja que estropearía el resultado final.
Finalmente se procede a un nuevo secado al sol, y con la pieza resultante bien seca, se introduce en un horno de cocción a unas temperaturas que generalmente se encontrarán en una horquilla entre 860s y 920s, dejándola enfriar durante quince horas aproximadamente. Se extrae del horno la pieza ya totalmente terminada con su brillo, lista para ser aplicada Ssobre cualquier superficie dura, como por ejemplo, granito o mármol, siendo unida mediante el empleo de siliconas especiales o pegamentos.
La pieza terminada puede incluir en una realización práctica, no limitativa, un código BIDI o QR con una dirección a una página web con la información deseada. Por ejemplo, en el 1 Ocaso del empleo en una lápida, motivos o recuerdos del difunto.
Reivindicaciones:
1 - Proceso de fabricación de un foto-esmalte que comprende las etapas de que 5comprende las etapas de proporcionar una base rectangular plana de una pasta blanca,
cerámica o de otro tipo (1,2) y obtener una representación tridimensional de una imagen digital en un sistema informático configurado a tal efecto, y caracterizado porque comprende además las etapas de:.
.- reproducir sobre la base (2) rectangular plana de pasta blanca, cerámica o de otro
1 Otipo la representación tridimensional mediante una máquina de control numérico (8);
esmaltar (15) y hornear (17) la pieza de pasta cerámica con la representación tridimensional;
aplicar un calco o transfer de la pigmentación de la fotografía original (18) sobre la pieza esmaltada con los pigmentos cerámicos obtenidos mediante un tóner cerámico; y
hornear hasta alcanzar el color y brillo de la fotografía original.
2 - Proceso de acuerdo con la reivindicación 1 caracterizado porque se prepara la materia prima (1) y se realiza una base (2) con las medidas necesarias, se moldea y se corta manualmente obteniendo una pieza (100); donde dicha materia prima (1) es una pasta
2 Ocerámica.
3 - Proceso de acuerdo con la reivindicación 1 y 2 caracterizado porque la pieza (100) se somete a un primer secado (4) y se introduce en un horno cerámico (5).
4 - Proceso de acuerdo con cualquiera de las reivindicaciones 1-3 caracterizado
porque la pieza (100) se sumerge en agua (6) para su fresado (7) mediante una máquina de control numérico (8).
- Proceso de acuerdo con la reivindicación 4 caracterizado porque la pieza (100)
3 Ose ajusta en el interior de un recipiente metálico (9) o balsa, quedando ésta sellada y
ajustada para posteriormente sujetar la pieza (100) a la mesa de la fresadora; tras esto se llena el recipiente metálico (9) con agua cubriendo la pieza (100) totalmente y se ejecuta el trabajo o imagen a plasmar en la fresadora de la máquina de control numérico (8), obteniendo la imagen en relieve (11).
6 - Proceso de acuerdo con cualquiera de las reivindicaciones 1 - 5 caracterizado porque se saca la pieza (100) del recipiente (9) y se procede a un segundo secado (13).
7 - Proceso de acuerdo con cualquiera de las reivindicaciones 1 - 6 caracterizado
porque se ejecuta un proceso de lijado y/o pulido (14) para limpiar los defectos del fresado mediante el empleo de lijas y pulidoras y se elimina el polvo producido por el lijado y/o pulido manualmente.
8 - Proceso de acuerdo con cualquiera de las reivindicaciones 1 - 7 caracterizado
porque tras aplicar el calco o transfer se deja secar la pieza (100) con el empleo de una tela serigráfica y se recorta la imagen con el motivo deseado; se introduce en un recipiente con agua para fijar la imagen y se retira el agua y se procede a secar la pieza (100) al sol para finalmente introducirse en un horno y se deja enfriar de forma natural.
9 - Proceso de acuerdo con cualquiera de las reivindicaciones 1 - 8 caracterizado porque se incorpora un código BIDI o QR para facilita el acceso a medios electrónicos de difundir información
10 - Producto decorativo obtenido mediante el proceso según cualquiera de las
reivindicaciones 1 - 9 caracterizado porque consiste en una base rectangular de pasta cerámica que en una de sus caras presenta una reproducción fotográfica tridimensional.
Patentes similares o relacionadas:
Cuerpo moldeado de cerámica con revestimiento fotocatalítico y una capa de barrera, del 2 de Octubre de 2019, de ERLUS AKTIENGESELLSCHAFT: Cuerpo moldeado de cerámica de material de base de cerámica de óxido poroso, especialmente tejas, azulejos, ladrillos, ladrillos Klinker, […]
Dispositivo y procedimiento para dispensar material sólido suelto, del 18 de Septiembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Aparato de fabricación de productos cerámicos para depositar de manera controlada un material sólido suelto sobre unas superficies que se van a tratar , que comprende: […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
Espuma cerámica de carburo de silicio recristalizado impregnada, del 21 de Junio de 2017, de SAINT-GOBAIN CENTRE DE RECHERCHES ET D'ETUDES EUROPEEN: Pieza cerámica porosa que presenta una porosidad total superior al 70% y que comprende una espuma cerámica porosa y un material de impregnación, presentando […]
Método para fabricar restauraciones de endodoncia, ortodoncia y directas que tienen una red de cerámica infiltrada, del 11 de Enero de 2017, de TRUSTEES OF BOSTON UNIVERSITY: Un procedimiento para preparar un material de relleno directo que comprende: moler un bloque de cerámica infiltrada con resina para formar […]
Procedimiento para la fabricación de una tinta de impresión digital para impresión sobre cerámica y tinta obtenida, del 11 de Noviembre de 2015, de CHIMIGRAF IBERICA, S.L.: Procedimiento para la fabricación de una tinta de impresión digital para impresión sobre cerámica y tinta obtenida. Comprende: una primera fase primera […]
Dispersantes, del 12 de Noviembre de 2014, de LAMBERTI SPA: Compuesto de fórmula **Fórmula** en la que: Zw es un radical orgánico que comprende w grupos amino, en el que w es un número y 5 ≤ w ≤ 3.000; A […]
MATERIAL COMPUESTO PARA ALMACENAMIENTO DE ENERGIA TERMICA A ALTA TEMPERATURA, del 2 de Febrero de 2012, de ABENGOA SOLAR NEW TECHNOLOGIES, S.A: Material compuesto para almacenamiento de energía térmica a alta temperatura (225 a 488ºC) formado por una estructura de carbono porosa al menos parcialmente llena con […]