PROCESO PARA LA COLOCACIÓN AUTOMÁTICA DE UN TAPÓN INTERIOR EN TUBOS A MECANIZAR Y TAPÓN A COLOCAR EN DICHO PROCESO.
Proceso para la colocación automática de un tapón interior en tubos a mecanizar y tapón a colocar en dicho proceso,
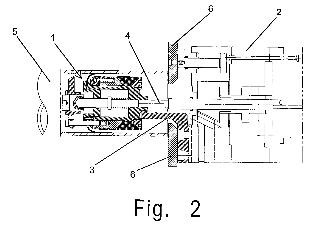
siendo portado el tapón (1) destinado a colocarse dentro del tubo (5) de aplicación, por un plato (2) perteneciente a un carro móvil, poseyendo dicho plato (2) un sistema de mordazas (3) que sujetan provisionalmente al tapón (1), mientras que a través de ese plato (2) sale un vástago (4) que empuja sobre el tapón (1) determinando una disposición en la que el sistema de mordazas (3) mantiene al tapón (1) sujeto sobre el plato (2) durante una fase de colocación de dicho tapón (1) en el interior del tubo (5) de aplicación, mientras que en una fase posterior, dicho vástago (4) deja de actuar, soltándose la sujeción del tapón (1) sobre el plato (2), permitiendo la retirada de éste, para el mecanizado del tubo (5).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900843.
Solicitante: DANOBAT, S. COOP.
Nacionalidad solicitante: España.
Inventor/es: GABIOLA ODIAGA,JOSE M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23G3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23G FILETEADO; TRABAJO MECANICO DE TORNILLOS, CABEZAS DE TORNILLOS O TUERCAS, EN COMBINACION CON EL FILETEADO (formación de roscas por ondulación de tubos B21D 15/04; por laminado B21H 3/02; por forjado, prensado o martillado B21K 1/56; fabricación de ranuras helicoidales por torneado B23B 5/48; por fresado B23C 3/32; por trabajo con muela B24B 19/02; dispositivos para copiar o controlar B23Q). › B23G 3/00 Dispositivos o accesorios que permiten a las máquinas-herramientas no especialmente concebidas para el fileteado, ser utilizadas con este fin, p. ej. dispositivos para la inversión de la marcha del husillo de trabajo. › para la extracción o la reinstalación del útil de filetear.
Fragmento de la descripción:
en la que el tapón forma una unidad de conjunto con Proceso para la colocación automática de un tapón interior en tubos a mecanizar y tapón a colocar en dicho proceso. Sector de la técnica La presente invención esta relacionada con el mecanizado de formación de un roscado en los extremos de los tubos que se emplean para el transporte de fluidos en la industria del petróleo y del gas, proponiendo un proceso automático para la colocación de un tapón que mantenga el tubo obturado durante el proceso de dicho mecanizado, así como el tapón para llevar a cabo esa obturación. Estado de la técnica El transporte de fluidos como el petróleo o el gas, se lleva a cabo a través de unos tubos denominados "OCGT" (Oil Countr y Tubular Goods) , los cuales presentan normalmente longitudes superiores a los 10 metros y pesos superiores a una tonelada, lo cual dificulta su manejo y, debido a ello, para mecanizar este tipo de tubos, éstos se disponen en unos tornos especiales, con los cuales se realiza un roscado de los extremos de dichos tubos para las uniones de conexión de unos tubos con otros.
Durante éste proceso de roscado, el interior del tubo se suele llenar de elementos residuales procedentes del mecanizado, como la taladrina, virutas, etc.; mientras que, cuando los tubos son de poco grosor de pared, se producen vibraciones debido a un efecto campana que ocasiona el propio tubo.
Para evitar esos inconvenientes, se conocen soluciones que consisten en colocar un tapón en el interior del tubo, con el fin de impedir la entrada de residuos en el interior del mismo, reduciendo con ello también las vibraciones.
En las soluciones convencionales de este tipo, el tubo a mecanizar se coloca en un carro principal, el cual traslada al tubo hasta que hace contacto con unos topes de un plato perteneciente a un carro secundario, el cual posee un vástago que porta el tapón para la obturación del tubo, de modo que en el avance del tubo hacia los topes el tapón se introduce en el tubo hasta una cierta posición, retrocediendo después el carro principal una distancia para que el tapón quede próximo al extremo del tubo a mecanizar, formando de manera permanente el tapón y el carro que le comporta una unidad de conjunto.
Esta solución resuelve el problema de las vibraciones y de la entrada de residuos en el interior del tubo, pero al estar el tapón en todo momento unido al plato que le comporta, presenta el inconveniente de que en el vástago soporte del tapón se enreda la viruta procedente del mecanizado, lo cual dificulta el proceso del roscado, pudiendo llegar a ocasionar atascos, por lo que se tienen que efectuar frecuentes limpiezas de retirada de la viruta, operación que resulta bastante dificultosa.
Existe la posibilidad de colocar y retirar de modo manual el tapón respecto del tubo, pero es una solución muy rudimentaria, que conlleva mucha pérdida de tiempo e ineficacia en el proceso, debido a las tareas manuales para el montaje y desmontaje del tapón. Objeto de la invención
De acuerdo con la presente invención se propone un proceso técnicamente efectivo para la colocación automática de un tapón en el interior de los tubos "OCTG" en la operación de roscado de los extremos un plato portador, mientras que en otra fase el tapón se independiza del plato portador, de manera que dicho plato se puede retirar mientras que el tapón queda dentro del tubo a mecanizar.
El proceso de la invención comprende una primera fase en la que, en un carro principal se coloca el tubo a mecanizar y en un plato perteneciente a un carro secundario se dispone el tapón destinado para obturar el tubo, formando en esta fase el tapón y el plato portador una unidad de conjunto, en donde el tapón es sujetado en el plato portador mediante unas garras, siendo empujado por un vástago que le mantiene en una posición de no obturación.
En esta disposición, el carro principal avanza llevando al tubo hasta que hace contacto con unos topes del plato portador del tapón, entrando el tapón con holgura en el tubo, momento en el cual unas garras del carro principal realizan el centrado del tubo, para posteriormente retroceder el carro principal, hasta una posición en la que el tapón queda situado cerca del extremo del tubo.
En una segunda fase del proceso, antes de procederse al roscado del tubo, se retrae el vástago que empuja al tapón, con lo cual el tapón adopta una posición de obturación del interior del tubo, retirándose entonces las garras que mantenían sujeto al tapón, con lo cual el tapón se independiza del plato portador, pudiendo retirarse ese plato mientras que el tapón queda en el interior del tubo, con lo que la zona de trabajo queda libre de obstáculos para proceder al roscado del extremo del tubo.
El tapón obturador del tubo se halla constituido por un conjunto funcional que comprende dos cuerpos anulares enfrentados entre sí, entre los cuales va dispuesto un émbolo que permite actuar un movimiento axial relativo entre ellos y que es empujado por el vástago que hace empuje sobre el tapón, incorporando uno de los cuerpos anulares en su periferia un anillo elástico actuado por un muelle que tiende a expansionarle hacia fuera, empujando dicho muelle en una pieza axialmente móvil que va unida al segundo cuerpo anular.
De este modo, cuando el émbolo axial del conjunto funcional del tapón se encuentra accionado por el vástago de empuje, los dos cuerpos anulares del conjunto funcional del tapón están separados, obligando al muelle que actúa al anillo elástico a estar comprimido, quedando así el tapón en la posición de no obturación; mientras que cuando se retira el vástago de empuje, el émbolo axial del tapón deja de empujar sobre el segundo cuerpo anular, con lo cual el muelle que actúa sobre el anillo elástico se estira, provocando la expansión de dicho anillo elástico hacia fuera, quedando así el tapón en la posición de obturación del interior del tubo de aplicación.
Se obtiene de esta manera un proceso para la colocación de un tapón en el interior de un tubo de los conocidos como "OCTG", durante el roscado de los extremos del mismo, solventando los inconvenientes de las soluciones convencionales, con un tapón que es colocado automáticamente en el interior del tubo que se mecaniza, y que se encuentra independizado del plato de colocación durante la operación de mecanizado, con lo que el roscado del tubo se puede realizar de una manera rápida y sencilla sin obstáculos que entorpezcan la operación.
3 ES 2361988A1 4
Descripción de las figuras
La figura 1 muestra una vista de la unidad de conjunto formada por el tapón y el plato portador del mismo, según la invención.
La figura 2 es una vista del proceso de colocación del tapón del conjunto anterior en un tubo a mecanizar, en la fase de introducción del tapón en el tubo.
La figura 3 es una vista del proceso de colocación del tapón, en la fase de centrado y posicionado del tubo.
La figura 4 es una vista del proceso de colocación del tapón, en la fase de obturación del tapón sobre el tubo.
La figura 5 es una vista de la fase de retirada del plato colocador del tapón.
La figura 6 es una vista seccionada del tapón de la invención en posición de no obturación.
La figura 7 es una vista seccionada del tapón en posición de una obturación máxima.
La figura 8 es una vista seccionada del tapón en una posición normal de trabajo. Descripción detallada de la invención
El objeto de la invención se refiere a un proceso para la colocación automática de un tapón en el interior de un tubo a mecanizar, particularmente para el roscado de los extremos de los tubos "OCTG" que se utilizan en la industria del petróleo y del gas, de modo que el tapón queda dispuesto de manera independiente en el interior del tubo de aplicación durante él mecanizado, sin que los medios de colocación del tapón entorpezcan la operación del mecanizado sobre el tubo.
El proceso de la invención se basa en un tapón (1) que es portado por un plato (2) de un carro móvil, tal como se observa en la figura 1, de manera que, en una primera fase del proceso el tapón (1) forma una unidad de conjunto con el plato (2) portador, estableciéndose la sujeción del tapón (1) sobre el plato (2) portador por medio de un sistema de garras (3) , mientras que un vástago (4) que sale a través del plato (2) actúa sobre el tapón (1) , manteniéndole en una posición de no obturación.
...
Reivindicaciones:
1. Proceso para la colocación automática de un tapón interior en tubos a mecanizar, del tipo que comprende un tapón (1) que es llevado por un plato (2) portador perteneciente a un carro móvil, para su colocación en el interior del tubo (5) a mecanizar dispuesto en un carro principal de desplazamiento longitudinal del mismo, caracterizado porque consta de una primera fase en la que el tapón (1) va sujeto en el plato (2) portador, formando una unidad de conjunto con el mismo, estableciéndose la sujeción del tapón
(1) por medio de un sistema de garras (3) que posee el plato (2) a la vez que un vástago (4) que sale a través del plato (2) actúa sobre el tapón (1) manteniéndole en una posición de no obturación, siendo introducido en esta posición el tapón (1) en el interior del tubo (5) a mecanizar; y una segunda fase en la que el tapón
(1) deja de ser actuado por el vástago (4) , adoptando el tapón (1) una posición de obturación en el interior del tubo (5) , en la cual el sistema de garras (3) se abre dejando libre al tapón (1) , el cual queda independizado del plato (2) para la retirada de éste de la zona
del mecanizado a efectuar sobre el tubo (5) .
2. Tapón a colocar según el proceso de la primera reivindicación en el interior de tubos a mecanizar, caracterizado porque consta de dos cuerpos anulares (8 y 9) enfrentados entre sí, entre los cuales va dispuesto un émbolo (13) que permite, mediante un empuje de accionamiento exterior, actuar un desplazamiento axial relativo entre dichos cuerpos anulares (8 y 9) , incorporando el cuerpo anular (8) en su periferia un anillo (10) elástico que es susceptible de expansión hacia fuera por la acción de un muelle (11) , a través de una pieza (14) que es solidaria axialmente con el cuerpo anular (9) .
3. Tapón, de acuerdo con la segunda reivindicación, caracterizado porque el cuerpo anular (8) incorpora un labio (16) de material elástico que sale en la periferia, para el centrado del tapón (1) en el interior de los tubos de aplicación.
4. Tapón, de acuerdo con la segunda reivindicación, caracterizado porque el cuerpo anular (9) posee un orificio (17) pasante, para la incorporación de un elemento provisional que mantenga separados a los dos cuerpos anulares (8 y 9) .
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 200900843
ESPAÑA
Fecha de presentación de la solicitud: 27.03.2009
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : B23G3/02 (2006.01)
DOCUMENTOS RELEVANTES
Categoría Documentos citados Reivindicaciones afectadas A US 2246237 A (BENNINGHOFF WILLIAM L) 17.06.1941, todo el documento. 1, 2 A US 2067626 A (BENNINGHOFF WILLIAM L) 12.01.1937, todo el documento. 1, 2 A US 3241847 A (MYNARD MCCONNELL WILLIAM) 22.03.1966, todo el documento. 1, 2 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 13.06.2011 Examinador A. Gómez Sánchez Página 1/4INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 200900843
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) B23G Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 200900843
Fecha de Realización de la Opinión Escrita: 13.06.2011
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-4 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 1-4 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 200900843
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 US 2246237 A (BENNINGHOFF WILLIAM L) 17.06.1941 D02 US 2067626 A (BENNINGHOFF WILLIAM L) 12.01.1937 D03 US 3241847 A (MYNARD MCCONNELL WILLIAM) 22.03.19662. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración La invención trata de un tapón cuya finalidad es ser situado en el interior de tubos que van a ser mecanizados, con la finalidad de lograr la estanqueidad de la parte interior del tubo en cuanto a viruta, taladrina, etc. Asimismo la invención también trata del proceso para su colocación automática en el transcurso de los trabajos de mecanizado.
Se hace referencia a los siguientes documentos citados en el IET: D01 y D02. Estos documentos representan tan sólo el Estado de la Técnica, y no son válidos para cuestionar ni la novedad ni la actividad inventiva del tapón (Reivindicación número 2) ni del proceso automático que lo coloca (Reivindicación número 1) .
Se considera, por tanto, que ambas reivindicaciones independientes definen objetos nuevos y que suponen actividad inventiva.
Informe del Estado de la Técnica Página 4/4