PROCEDIMIENTO Y MÁQUINA PARA PRODUCCIÓN DE ESTRIBOS.
Una máquina para la producción de estribos tridimensionales (1a,
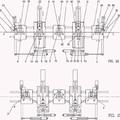
1b, 1c, 1d, 1e) que comprende un primer mecanismo de flexión (19) configurado para curvar material en un plano para crear un estribo plano (9), y un segundo mecanismo de flexión (22) que tiene una configuración de dos brazos paralelos (23, 24), con dicha máquina caracterizada porque: dicho segundo mecanismo de flexión (22) está configurado para recibir el estribo plano (9) sujeto por dicho primer mecanismo de flexión (19); un tercer mecanismo (25) dispuesto para tirar de una pata libre (5) del estribo hacia la pata del estribo opuesta (4) sujeta por dicho primer mecanismo de flexión (19), incluyendo dicho tercer mecanismo (25) un brazo (16) configurado para actuar recíprocamente con la ayuda de un mecanismo auxiliar adecuado (18) y en un ángulo adecuado con respecto a las patas (4, 5) del estribo (9)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07106878.
Solicitante: ANAGNOSTOPOULOS, ANTONIOS.
Nacionalidad solicitante: Grecia.
Dirección: BITSI STREET 1 14562 KIFFISIA, ATTIKIS GRECIA.
Inventor/es: ANAGNOSTOPOULOS,ANTONIOS.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Abril de 2007.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B21D11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 11/00 Curvado no limitado a los productos del tipo previsto en uno solo de los grupos B21D 5/00, B21D 7/00, B21D 9/00; Curvado no previsto en los grupos B21D 5/00 - B21D 9/00; Torsión. › los objetos son elementos de refuerzo para el hormigón.
- B21D21/00 B21D […] › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 19/00.
- B21F1/00 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
- B21F27/12 B21F […] › B21F 27/00 Fabricación de enrejados o telas metálicas (telas de mallas anulares B21F 31/00; en la fabricación de bandas B21F 43/00; mediante la utilización de materiales para tejer D03D). › Fabricación de tipos o porciones especiales de enrejados por métodos o medios especialmente adaptados a este uso.
- B21F27/20 B21F 27/00 […] › de enrejillados para yeso.
- E04C5/06 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 5/00 Elementos de armadura, p. ej. para hormigón; Elementos auxiliares para este uso (composición del material C21, C22; arreglos de los elementos de armadura, ver las clases correspondientes). › de alta resistencia a la flexión, es decir extendiéndose esencialmente en tres dimensiones, p. ej. elementos enrejados.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO TÉCNICO
La invención se refiere a una máquina según el preámbulo de la reivindicación 1 y a un procedimiento según el preámbulo de la reivindicación 6 para la producción de estribos tridimensionales 1a a partir de varillas, alambre u otro material de cualquier sección transversal. Dicha máquina y procedimiento se desvelan en el documento DE-A
34.166.784. Dichos estribos tridimensionales pueden emplearse para unir elementos de construcción de hormigón armado que se fabriquen in situ en los lugares de construcción o que sean prefabricados.
TÉCNICA ANTERIOR
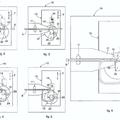
Con referencia a las fig. 9 y 10, se producen en la actualidad estribos tridimensionales 1a similares según las siguientes maneras:
(a) Manualmente con la ayuda de herramientas de accionamiento manual o semiautomáticas. El documento US-919.206-A (NEWLIN) del 20/4/1909 desvela una herramienta de flexión de varillas accionada manualmente aplicable para curvar varillas usadas para hormigón armado. El documento US-1.425.261-A (KARDONG) del 8/8/1922 desvela también una herramienta de flexión de varillas accionada manualmente aplicable para curvar varillas usadas para hormigón armado. Una publicación más reciente, el documento US-6.997.030-A (WILLIAMS) del 14/2/2006 también desvela una herramienta de flexión de varillas accionada manualmente aplicable para curvar varillas usadas para hormigón armado. El documento US-3.908.425-A (WARE) del 30/9/1975 desvela una herramienta eléctrica accionada manualmente adecuada para curvar varillas usadas para hormigón armado.
(b) Con la ayuda de máquinas de estribos automatizadas que tienen un primer mecanismo de flexión, flexión en un único plano, en las que se produce primero un estribo plano 3a con patas laterales convergentes 4, 5. Este primer mecanismo de flexión hace así al menos cinco flexiones. Después, el estribo plano 3a se coloca manualmente sobre otro mecanismo adecuado, normalmente accionado manualmente o semiautomático, en el que para la generación de la tercera dimensión, las flexiones se hacen con los dos ángulos fuera de plano en las posiciones 12, 13 simultáneamente.
(c) Con la ayuda de máquinas de estribos automáticas, que incluyen una configuración de dos mecanismos de flexión, en los que un primer mecanismo de flexión genera el estribo plano 3a, con patas convergentes 4, 5. Esto requiere normalmente al menos cuatro flexiones. A continuación, el segundo mecanismo de flexión, que incluye una configuración de dos brazos paralelos, uno fijo y un segundo que se mueve cíclicamente alrededor del plano fijo, curva dos ángulos simultáneamente en las posiciones 12, 13 de manera que se forma la tercera dimensión del producto. El documento anterior US235.538-A (KILMER) del 12/12/1880 desvela un mecanismo de flexión para alambres que incluye una configuración de dos brazos paralelos, que incluyen uno que se mueve cíclicamente. El documento anterior DE-4.117.965-A1 (HIENDL) del 21/3/1992 desvela, en la fig. 4, un mecanismo de pinzas (35) para recolocar un estribo (1) girándolo y retirándolo de una herramienta curvadora (27) en una segunda curvadora (31). Análogamente, el documento anterior FR-2.657.547-A1 (DITRICHSTEIN) del 08/02/1991 desvela un impulsor (41) para reubicar y colocar un estribo en un segundo puesto y en una segunda curvadora (30, 32).
La relevancia general de las categorizaciones precedentes (b), (c) puede encontrarse en varias publicaciones de patentes anteriores. Por ejemplo, el documento anterior US-5.511.402-A (KAUFFMAN) del 30/4/1996, con fecha 30-04-1996, desvela una máquina de estribos automática controlada por programa. El documento EP-194.478A (MACCHINE ELETTTRONICHE PIEGATRICCI) del 17/9/1986 desvela una máquina de estribos automatizada. El documento US-4.161.110-A (RITTER Y COL.) del 17/7/1979 desvela una máquina automática para producir elementos para hormigón armado. El documento anterior US-3.563.283-A (TUFEKTSHIEV) del 16/2/1971 desvela un aparato automático programado eléctricamente para curvar estribos. El documento US2.782.832-A (SHAW) del 26/2/1957 desvela una máquina para curvar en ángulo las partes de las patas de piezas de trabajo en forma de U. El documento anterior US-1.512.002-A (KARDONG) del 14/10/1924 desvela una máquina para formar varios estribos planos simultáneamente.
PROBLEMA TÉCNICO
Estas máquinas, procedimientos y técnicas existentes presentan numerosos problemas que sería deseable resolver. De nuevo con referencia a las fig. 9 y 10, puede observarse que dichos estribos tridimensionales 1a se colocan normalmente en cajas metálicas con forma de U o doble U, que a continuación se cubren con una tapa de metal, materiales sintéticos, cartón u otro material adecuado de forma adecuada. A este respecto, se requiere que sus patas 4, 5 que están situadas en un plano converjan en un ángulo adecuado, que sus lados opuestos 6, 7 que están situados en el otro plano sean mutuamente paralelos. Así, con el fin de producir los estribos tridimensionales 1a con estas características, es necesario que al menos deban producirse cinco flexiones. Primero, cuatro flexiones en un plano, con lo que se forman estribos que adoptan una forma plana 3a. Posteriormente se forman los dos ángulos que establecen la tercera dimensión, que habitualmente se curvan simultáneamente en la quinta flexión con un mecanismo adecuado.
El primer procedimiento (a) expuesto anteriormente tiene un alto coste de producción ya que requiere la implicación manual de operarios, consume mucho tiempo y la productividad es baja. Además, la calidad de los estribos tridimensionales resultantes 1a no siempre es la requerida para su uso posterior. Como la forma del producto en cuestión no tiene precisión absoluta en cuanto a sus características geométricas, esto crea dificultades en su colocación en las cajas metálicas.
En el segundo procedimiento (b) expuesto anteriormente, de nuevo deben producirse al menos cinco flexiones del material.
En el tercer procedimiento (c) expuesto anteriormente, de nuevo deben producirse al menos cinco flexiones del material. En este caso, el inconveniente es que las flexiones en la tercera dimensión deben caer con precisión en las dos posiciones opuestas 12, 13 de la forma plana 3a, algo que no es factible con precisión, debido a las torsiones que tiene el material y a las alteraciones cualitativas que están presentes dentro de la misma bobina de la cual procede. El resultado es que el producto así producido crea dificultades en su aplicación posterior.
Puede observarse a partir de la exposición anterior que todos los procedimientos según el estado de la técnica tienen una característica común en que las patas convergentes 4, 5 se producen primero en el estribo plano 3a efectuando al menos cuatro operaciones de flexión. La tercera dimensión se genera posteriormente.
SOLUCIÓN TÉCNICA
La invención se define en las reivindicaciones independientes 1 y 6. La máquina y el procedimiento innovadores presentados aquí se refieren a la producción automatizada de estribos tridimensionales 1a, 1b, 1c, 1d, 1e a partir de varillas, alambres u otros materiales adecuados de cualquier sección transversal, en los que se produce primero un estribo plano 9 con patas paralelas 4, 5 realizando dos flexiones. A continuación se tira de la pata libre 5, en una posición adecuada 11 hacia la pata opuesta 4 que se mantiene inmóvil. Finalmente, se crea una tercera dimensión curvando simultáneamente en posiciones adecuadas 12, 13 el estribo fuera del plano. De esta forma, la creación del estribo plano 9, que conduce al estribo tridimensional final 1a, puede requerir sólo dos operaciones de flexión.
EFECTOS VENTAJOSOS
En relación con las desventajas enumeradas de los procedimientos que existían, a las que ya se ha hecho referencia, y en contraste con las mismas, los autores de la invención exponen las siguientes ventajas específicas:
- El tiempo para la producción de los estribos se acorta considerablemente. -Como consecuencia de la alta calidad del producto y de la gran precisión de la forma la posterior colocación de estribos en las cajas especiales es fácil y en paralelo se ahorra también aquí un tiempo. -Como consecuencia del requisito de dos flexiones menos para la generación, se consigue una magnitud considerable de ahorro de energía durante la producción de cada estribo tridimensional 1a como algo muy importante si se contempla que estos productos se producen en muchos millares.
- El coste de producción se reduce en un alto grado.
BREVE...
Reivindicaciones:
1. Una máquina para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) que comprende un primer mecanismo de flexión (19) configurado para curvar material en un plano para crear un estribo plano (9), y un segundo mecanismo de flexión (22) que tiene una configuración de dos brazos paralelos (23, 24), con dicha máquina caracterizada porque:
dicho segundo mecanismo de flexión (22) está configurado para recibir el estribo plano
(9) sujeto por dicho primer mecanismo de flexión (19);
un tercer mecanismo (25) dispuesto para tirar de una pata libre (5) del estribo hacia la pata del estribo opuesta (4) sujeta por dicho primer mecanismo de flexión (19), incluyendo dicho tercer mecanismo (25) un brazo (16) configurado para actuar recíprocamente con la ayuda de un mecanismo auxiliar adecuado (18) y en un ángulo adecuado con respecto a las patas (4, 5) del estribo (9).
2. Una máquina para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según la reivindicación 1, caracterizada además porque: dicho brazo (16) está dispuesto debajo del plano del estribo (9) en curso de producción.
3. Una máquina para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según la reivindicación 1, caracterizada además porque: dicho brazo (16) está dispuesto encima del plano del estribo (9) en curso de producción.
4. Una máquina para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según cualquiera de las reivindicaciones 1, 2 ó 3 anteriores, caracterizada además por:
un gancho (17) o una tenaza, dispuestos en dicho brazo (16) para atrapar la pata libre del estribo (5) de manera que dicho brazo (16) pueda tirar de la pata libre del estribo (5) hacia la pata opuesta del estribo (4).
5. Una máquina para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según cualquiera de las reivindicaciones 1, 2, 3 ó 4 anteriores, caracterizada además por:
un ordenador electrónico adecuado configurado para controlar todas las funciones de producción de los estribos tridimensionales (1a, 1b, 1c, 1d, 1e).
6. Un procedimiento para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) que comprende la etapa de formar un estribo plano (9) con una primera curvadora (19) o la etapa de retener un estribo plano (9) precortado y preparado por medio de una primera pata (4) recibiéndola en una tenaza; y que comprende además la etapa de proporcionar un segundo mecanismo de flexión (22) para curvar las dos patas (4, 5) del estribo plano (9) simultáneamente; caracterizado por las etapas de:
basculamiento de un brazo (16) de un mecanismo (25) con un mecanismo auxiliar adecuado (18) y en un ángulo adecuado con respecto a las patas (4, 5) del estribo (9), y
tracción de una pata libre (5) del estribo (9) hacia la primera pata (4) con dicho mecanismo (25) mientras la primera pata (4) es retenida por la primera curvadora (19) o por la tenaza.
7. Un procedimiento para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según la reivindicación 6, caracterizada además por la etapa de:
disposición de dicho brazo (16) debajo del plano de un estribo (9) en curso de producción o disposición de dicho brazo (16) encima del plano de un estribo (9) en curso de producción.
8. Un procedimiento para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según cualquiera de las reivindicaciones 6 ó 7, caracterizado además por la etapa de:
retención de la pata de estribo libre (5) con un gancho (17) o con una tenaza dispuesta en dicho brazo (16).
9. Un procedimiento para la producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según cualquiera de las reivindicaciones 6, 7 u 8, caracterizado además por la etapa de:
recepción simultánea de varios estribos bidimensionales (9) en varias posiciones respectivas de recepción por parte de mecanismos (25) adecuados respectivos de manera que dichos varios estribos bidimensionales (9) se sometan a procesamiento adicional para la formación de los productos finales.
10. Un procedimiento de producción de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) según la reivindicación 6, caracterizado además por la etapa de:
producción simultánea de una pluralidad de estribos tridimensionales (1a, 1b, 1c, 1d, 1e) mediante la aplicación del procedimiento de producción a una pluralidad de posiciones correspondiente.
Patentes similares o relacionadas:
Máquina dobladora para productos metálicos y método de doblado correspondiente, del 12 de Febrero de 2020, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora para uno o más productos metálicos, tales como, por ejemplo, barras (11a, 11b), piezas redondas de refuerzo, formas estructurales, tubos u otros perfiles, […]
Máquina combinada para trabajar varillas de alambre y método de trabajo correspondiente, del 2 de Octubre de 2019, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina combinada para trabajar una varilla de alambre de cualquier tipo o forma, en barras largas, para obtener productos metálicos con […]
 Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y aparato para el plegado de perfiles metálicos en barras, del 9 de Noviembre de 2016, de SCHNELL S.P.A.: Método para el plegado de perfiles metálicos en barras, que comprende las fases de: a. alimentar un número predefinido (2a) de barras y un número predefinido […]
Máquina automática para doblar mallas electrosoldadas, del 21 de Septiembre de 2016, de A.W.M. S.P.A.: Máquina automática para doblar mallas electrosoldadas, que están formadas por alambres longitudinales y transversales que presentan diferentes longitudes y/o diferentes […]
Aparato para la flexión de productos de metal oblongos, tales como barras, piezas redondas o alambres de metal y método de flexión correspondiente, del 24 de Agosto de 2016, de A.C.M. SRL Automatismi Costruzioni Meccaniche: Aparato para la flexión de al menos un producto de metal oblongo (P), que comprende un canal de alimentación para la alimentación de dicho producto de metal (P) […]
Máquina curvadora para curvar barras de metal, tales como piezas redondas de refuerzo o similares, del 8 de Junio de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina para curvar barras de metal, tales como piezas redondas de refuerzo o similares, que comprende un primer dispositivo de movimiento […]
 Máquina dobladora de productos metálicos y método de doblado correspondiente, del 30 de Marzo de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora de productos metálicos (B) que comprende una unidad de estirado configurada para alimentar al menos un producto metálico (B) a lo largo […]
Máquina dobladora de productos metálicos y método de doblado correspondiente, del 30 de Marzo de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora de productos metálicos (B) que comprende una unidad de estirado configurada para alimentar al menos un producto metálico (B) a lo largo […]