Procedimiento y dispositivo de mecanizado.
Procedimiento de mecanizado por arranque de material, en el cual el material arrancado de una pieza (2) en cursode mecanizado por una herramienta de corte (1) forma virutas (21) a nivel de una arista de corte (12) de unaextremidad (11) de herramienta de corte por un desplazamiento relativo Vu de la citada extremidad de herramientade corte con respecto a la citada pieza en curso de mecanizado y en el 5 cual las virutas (21) en curso de formacióndeslizan sobre y son levantadas por una superficie de una zona de influencia (14) de la herramienta de corte (1) demodo que se induce la rotura de las citadas virutas en curso de formación,
caracterizado porque la geometría de lazona de influencia (14) es modificada de manera controlada en el transcurso del mecanizado por medio de unrompevirutas móvil (3) de la herramienta de corte (1), de modo que se modifiquen periódicamente oseudoperiódicamente las condiciones en las cuales las virutas (21) en curso de formación son levantadas antes desu rotura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/050764.
Solicitante: EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 37, BOULEVARD DE MONTMORENCY 75016 PARIS FRANCIA.
Inventor/es: RABATE,PATRICE, MORARU,GEORGE-FLORIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B25/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 25/00 Accesorios o equipos auxiliares de las máquinas de tornear (de las máquinas herramientas en general B23Q; enfriamiento o lubrificación B23Q 11/12). › Dispositivos para romper las virutas en las máquinas de tornear (colocadas sobre las herramientas de corte B23B 27/22).
- B23B27/22 B23B […] › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte que comportan dispositivos para romper las virutas.
- B23B29/12 B23B […] › B23B 29/00 Porta-herramientas para herramientas de corte no rotativas (B23B 27/12 tiene prioridad ); Barras o cabezas de escariado; Accesorios para los porta-herramientas. › Dispositivos particulares de los porta-herramientas.
- B23Q1/34 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Movimiento relativo debido a la utilización de elementos deformables, p.ej. piezoeléctricos, magnetoestrictivos, elásticos o dilatables térmicamente (elementos sensibles capaces de producir un movimiento o un desplazamiento con el fin de no limitarlos a la medición G12B 1/00).
PDF original: ES-2420848_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de mecanizado.
La presente invención pertenece al ámbito del mecanizado de los materiales denominado por arranque de material por medio de herramientas de corte.
De modo más particular, la invención concierne al mecanizado de materiales donde el material arrancado es desechado en forma de virutas, en particular en el caso de realización de taladros o durante operaciones de mecanizado por torneado. Un procedimiento de este tipo se describe en el preámbulo de la reivindicación 1 y una herramienta de este tipo se describe en el preámbulo de la reivindicación 7.
El mecanizado por arranque de material por medio de herramientas de corte es una técnica antigua y bien conocida en materia de mecanizado de los materiales tales como los materiales metálicos o ciertos materiales plásticos.
Generalmente, el material arrancado forma virutas de mecanizado, cuyas dimensiones dependen de numerosos parámetros vinculados al material mecanizado y a los parámetros de corte, virutas que en general son de pequeño espesor, espesor que depende de la profundidad de mecanizado, y de longitudes más o menos importantes según el momento de la operación de mecanizado en el que la viruta en curso de formación se corte en razón de su fragilidad.
En los mecanizados de precisión, es esencial que las virutas sean correctamente evacuadas para evitar que éstas se coloquen entre la pieza en curso de mecanizado y la herramienta de corte para no generar efectos nefastos en la herramienta, por ejemplo deteriorando las capacidades de corte o conduciendo a la rotura de la herramienta, y en la pieza, por ejemplo deteriorando el estado de la superficie mecanizada o un mecanizado fuera de las tolerancias deseadas.
Se conocen diferentes técnicas para la evacuación de virutas de la zona en curso de mecanizado.
La aspiración y el soplado son técnicas bien conocidas, pero éstas se consideran generalmente insuficientes por sí solas, en particular cuando las virutas son difíciles de evacuar de modo natural, por ejemplo en razón de su longitud y o de su emplazamiento como por ejemplo en el fondo de un taladro en curso de realización.
Para facilitar la evacuación de las virutas, se conoce también en el ámbito de la perforación facilitar la rotura de las virutas en curso de formación a fin de limitar su longitud, siendo una viruta corta más fácil de evacuar que una viruta larga.
Para favorecer la rotura de las virutas durante el mecanizado, se adapta la geometría de la extremidad de corte de ciertas herramientas de corte de tal modo que se modifique la trayectoria de la viruta.
Además del hecho de que la rotura no queda garantizada por estas geometrías de extremidad adaptadas, cada condición de corte requiere una geometría propia y por tanto una herramienta particular solamente puede ser utilizada con una cierta eficacia en las condiciones de corte (material, avance, velocidad…) para las cuales ha sido concebida.
Otro método para generar virutas de longitudes reducidas consiste en el ámbito de la perforación en hacer oscilar a la herramienta de corte según la dirección de su eje de rotación.
En ciertos dispositivos que utilizan este método, la oscilación es realizada por un mecanismo de arrastre longitudinal de la herramienta de corte según un movimiento alternativo forzado.
En otros dispositivos, tal como el descrito en el ámbito de patente FR2901163, la oscilación es realizada por una vibración axial autoentretenida por medios elásticos asociados a la herramienta y por la elección de parámetros de corte que ponen en marcha y entretienen la vibración axial con frecuencias y amplitudes deseadas.
Sin embargo, estos dispositivos tienen el inconveniente de presentar una complejidad cierta y tienen el defecto de someter a la pieza en curso de perforación, a la herramienta y a la máquina de arrastre de la herramienta a importantes solicitaciones que pueden inducir deformaciones y un resultado que no presente todas las calidades requeridas.
A fin de resolver estas dificultades, provocando la rotura de las virutas de material en curso de formación sin solicitar significativamente a la pieza en curso de mecanizado y a los medios de mecanizado, la invención propone un procedimiento de mecanizado de acuerdo con la reivindicación 1.
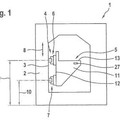
La zona de influencia corresponde a una zona situada en la proximidad de la arista de corte en una superficie de corte de la extremidad de la herramienta, zona en la cual las virutas en curso de formación están en contacto con la herramienta de corte.
A fin de controlar el momento en el cual las virutas se corten y se separen de la pieza en curso de mecanizado, se modifica la geometría de la extremidad de herramienta de corte para inducir la rotura de una viruta formada en un instante determinado por un desplazamiento de un elemento mecánico denominado rompevirutas de la herramienta de corte en la zona de influencia situada en la proximidad de la arista de corte en la superficie de corte de la extremidad de la herramienta.
La geometría se modifica actuando por ejemplo sobre una distancia d entre una parte delantera del rompevirutas móvil y la arista de corte, por ejemplo la distancia d en el transcurso de un mecanizado se modifica entre un valor inferior dmín y un valor superior dmáx.
En otro modo de puesta en práctica del procedimiento, la geometría de la extremidad de la herramienta de corte se modifica actuando sobre una altura h de una parte delantera de un rompevirutas con respecto a la superficie de corte, por ejemplo la altura h en el transcurso del mecanizado se modifica entre un valor inferior hmín y un valor superior hmáx.
Para adaptar una misma herramienta a diferentes condiciones de mecanizado, se modifica el valor inferior dmín, hmín, y el valor superior dmáx, respectivamente hmáx, en función del material mecanizado y o de la velocidad del desplazamiento relativo Vu y o de una profundidad p de paso de mecanizado, datos utilizados en la determinación de las condiciones de mecanizado.
Ventajosamente, la geometría de la extremidad de la herramienta de corte se modifica de manera periódica o seudoperiódica.
Cuando se realizan mecanizados complejos en los cuales ventajosamente se optimizan parámetros de mecanizado en el transcurso del mecanizado, se modifican el período o seudoperíodo y o las amplitudes y o velocidades inferiores y o superiores durante el mecanizado habida cuenta de los materiales que tienen propiedades de mecanizado diferentes.
Para poner en práctica el procedimiento, la invención propone una herramienta de mecanizado de acuerdo con la reivindicación 7 que comprende al menos una extremidad de corte que tiene una arista terminal de una superficie de corte y que comprende un rompevirutas móvil dispuesto en la proximidad o en la superficie de corte de tal modo que una zona delantera del rompevirutas situada próxima a la arista es móvil en una zona de influencia con la cual una viruta de material arrancado está en contacto durante un mecanizado.
Para controlar los movimientos del rompevirutas, la zona delantera es móvil por medio de un accionador del rompevirutas móvil, por ejemplo un accionador de tipo piezoeléctrico, un accionador de tipo electromagnético, un accionador de tipo magnetostrictivo, un accionador de tipo mecánico, un accionador de tipo hidráulico o también un accionador de tipo neumático.
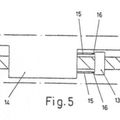
En una forma de realización que puede ser añadida a herramientas de mecanizado tradicionales, el rompevirutas móvil comprende un elemento añadido en forma de C que comprende un cuerpo, una primera extremidad correspondiente a la zona delantera del rompevirutas móvil articulada al cuerpo y una segunda extremidad opuesta a la primera extremidad sobre el cuerpo y fija con respecto al citado cuerpo, de tal modo que caras terminales de las primera y segunda extremidades determinan un volumen en el cual está dispuesto el accionador en apoyo sobre las citadas caras terminales.
Para realizar el control de los movimientos de la extremidad móvil, la herramienta de mecanizado es incorporada en un conjunto de utillaje que comprende igualmente medios de mando del accionador que determinan en cualquier instante durante un mecanizado la posición deseada de la zona delantera con respecto a la arista.
Los medios de mando son en todo o en parte solidarios de la herramienta de mecanizado, o a fin de poder ser utilizados fácilmente con varias herramientas de corte en todo o en parte solidarios de una máquina de arrastre de la herramienta de mecanizado o están en todo o en parte alejados de la herramienta de corte y de la máquina de arrastre.
Los medios de mando del... [Seguir leyendo]
Reivindicaciones:
El procedimiento y el dispositivo de mecanizado de acuerdo con la invención permiten por tanto realizar mecanizados de calidades mejoradas asegurando, sin generar esfuerzos parásitos en la pieza y en el dispositivo de mecanizado, la rotura de las virutas de material arrancado durante el mecanizado de manera controlada a fin de permitir la evacuación fácil de las citadas virutas.
1. Procedimiento de mecanizado por arranque de material, en el cual el material arrancado de una pieza (2) en curso de mecanizado por una herramienta de corte (1) forma virutas (21) a nivel de una arista de corte (12) de una extremidad (11) de herramienta de corte por un desplazamiento relativo Vu de la citada extremidad de herramienta de corte con respecto a la citada pieza en curso de mecanizado y en el cual las virutas (21) en curso de formación deslizan sobre y son levantadas por una superficie de una zona de influencia (14) de la herramienta de corte (1) de modo que se induce la rotura de las citadas virutas en curso de formación, caracterizado porque la geometría de la zona de influencia (14) es modificada de manera controlada en el transcurso del mecanizado por medio de un rompevirutas móvil (3) de la herramienta de corte (1) , de modo que se modifiquen periódicamente o seudoperiódicamente las condiciones en las cuales las virutas (21) en curso de formación son levantadas antes de su rotura.
2. Procedimiento de mecanizado de acuerdo con la reivindicación 1 en el cual la geometría de la zona de influencia
(14) de la herramienta de corte es modificada en un instante determinado con el fin de inducir la rotura de una viruta
(21) en curso de formación.
3. Procedimiento de mecanizado de acuerdo con la reivindicación 2 en el cual la geometría de la zona de influencia (14) de la herramienta de corte es modificada en el transcurso de un mecanizado actuando sobre una distancia d entre una parte delantera (31) del rompevirutas (3) móvil y la arista de corte (12) , siendo la distancia d modificada entre un valor inferior dmín y un valor superior dmáx.
4. Procedimiento de mecanizado de acuerdo con la reivindicación 2 en el cual la geometría de la zona de influencia (14) de la herramienta de corte es modificada en el transcurso del mecanizado actuando sobre una altura h de una parte delantera (31) del rompevirutas (3) con respecto a una superficie de corte (13) de la extremidad (11) de la herramienta de corte, siendo la altura h modificada entre un valor inferior hmín y un valor superior hmáx.
5. Procedimiento de mecanizado de acuerdo con la reivindicación 3 o la reivindicación 4 en el cual el valor inferior dmín, hmín, y el valor superior dmáx, respectivamente hmáx, son modificados en función del material mecanizado y
o de la velocidad de desplazamiento relativo Vu o de una profundidad p de paso de mecanizado, datos utilizados en la determinación de las condiciones de mecanizado.
6. Procedimiento de mecanizado de acuerdo con una de las reivindicaciones precedentes en el cual el período y o las amplitudes y o los valores inferiores y o los valores superiores son modificados durante un mecanizado de una pieza, formada por un ensamblaje de elementos que comprenden diferentes materiales, en función de propiedades de mecanizado del material en curso de mecanizado de la pieza.
7. Herramienta de mecanizado (1) que comprende al menos una extremidad de corte (11) que comprende una arista
(12) terminal de una superficie de corte (13) y una zona de influencia (14) de la citada extremidad de corte sobre una superficie de cuya zona de influencia desliza y se levanta una viruta en curso de formación de modo que se induce la rotura de la viruta en curso de formación, cuando se utiliza la herramienta de mecanizado, caracterizada porque la citada herramienta de mecanizado comprende un rompevirutas móvil (3) dispuesto de tal modo que una zona delantera (31) del citado rompevirutas está situada en la zona de influencia (14) , comprendiendo el citado rompevirutas móvil un accionador (33) dispuesto para desplazar de manera periódica o seudoperiódica en el transcurso del mecanizado la zona delantera (31) del rompevirutas de modo que en el transcurso del mecanizado se modifican la geometría de la zona de influencia (14) y las condiciones en las cuales la viruta es levantada antes de su rotura.
8. Herramienta de mecanizado de acuerdo con la reivindicación 7 en la cual el accionador (33) del rompevirutas móvil (3) es un accionador de tipo piezoeléctrico o de tipo electromagnético o de tipo magnetostrictivo o de tipo mecánico o de tipo hidráulico o de tipo neumático.
9. Herramienta de mecanizado de acuerdo con la reivindicación 8 en la cual el rompevirutas móvil (3) comprende un elemento (32) en forma de C que comprende un cuerpo (322) , una primera extremidad correspondiente a la zona delantera (31) del rompevirutas móvil (3) articulada al cuerpo (322) y una segunda extremidad (323) opuesta a la primera extremidad sobre el cuerpo (322) y fija con respecto al citado cuerpo, de tal modo que caras terminales (324, 325) de las primera (31) y segunda (323) extremidades determinan un volumen (326) en el cual está dispuesto el accionador (33) en apoyo sobre las citadas caras terminales.
10. Conjunto de utillaje que comprende una herramienta de mecanizado (1) de acuerdo con una de las reivindicaciones 7, 8 o 9 y que comprende medios de mando que mandan el accionador (33) de modo que determinan una posición deseada de la zona delantera (31) del rompevirutas móvil (3) de la herramienta de mecanizado (1) .
11. Conjunto de utillaje de acuerdo con la reivindicación 10 en el cual todos o parte de los medios de mando del accionador (33) son solidarios de la herramienta de mecanizado (1) .
12. Conjunto de utillaje de acuerdo con la reivindicación 10 en el cual todos o parte de los medios de mando del accionador (33) están alejados de la herramienta de mecanizado (1) .
13. Conjunto de utillaje de acuerdo con una de las reivindicación 10, 11 o 12 en el cual los medios de mando
mandan el accionador (33) de modo que determinan en el transcurso de una operación de mecanizado posiciones 5 sucesivas de la zona delantera (31) entre dos posiciones terminales.
14. Conjunto de utillaje de acuerdo con la reivindicación 13 en el cual los medios de mando del accionador (33) son aptos para modificar las posiciones de las dos posiciones terminales.
15. Conjunto de utillaje de acuerdo con la reivindicación 13 o la reivindicación 14 en el cual los medios de mando
mandan un desplazamiento de la zona delantera (31) entre las dos posiciones terminales a una frecuencia 10 determinada Fbc función de las condiciones de mecanizado.
16. Conjunto de utillaje de acuerdo con la reivindicación 15 en el cual la frecuencia Fbc del desplazamiento de la zona delantera (31) entre las dos posiciones terminales es determinada en función de una velocidad de desplazamiento relativo Vu entre la extremidad de corte (11) y una pieza (2) en curso de mecanizado.
17. Broca de ¾ para la realización de un taladro conforme a una herramienta de mecanizado de acuerdo con una de 15 las reivindicaciones 7 a 9.
18. Conjunto de utillaje de acuerdo con una de las reivindicaciones 10 a 16 en el cual la herramienta de mecanizado es una broca de ¾
Patentes similares o relacionadas:
Dispositivo de procesamiento con un dispositivo de detección y un dispositivo de ajuste, del 12 de Octubre de 2016, de HOMAG GmbH: Dispositivo de procesamiento para una pieza de trabajo, en el que la pieza de trabajo está hecha preferiblemente, al menos parcialmente, de madera, derivados […]
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación, del 4 de Marzo de 2015, de ERWIN JUNKER MASCHINENFABRIK GMBH: Instalación de máquina de rectificación con una unidad de husillo de rectificación , que presenta un árbol de accionamiento accionado con […]
Dispositivo con dos componentes de oscilación destinados a mecanizar con arranque de virutas una pieza y procedimiento correspondiente, del 7 de Enero de 2015, de EV Group GmbH: Dispositivo para mecanizar una pieza con: - una fijación de herramienta para alojar una herramienta , - un dispositivo de alojamiento de pieza para alojar […]
 Máquina de herramienta con una mesa portapieza, del 18 de Octubre de 2013, de MIKRON AGIE CHARMILLES AG: Máquina herramienta con un armazón de máquina y una mesa portapieza, caracterizada por que la mesa portapieza está sujeta por uno de sus lados al armazón […]
Máquina de herramienta con una mesa portapieza, del 18 de Octubre de 2013, de MIKRON AGIE CHARMILLES AG: Máquina herramienta con un armazón de máquina y una mesa portapieza, caracterizada por que la mesa portapieza está sujeta por uno de sus lados al armazón […]
 SISTEMA PARA EL CONTROL ACTIVO DE LAS VIBRACIONES AUTOEXCITADAS EN UNA MAQUINA-HERRAMIENTA, del 16 de Junio de 2008, de ESTARTA RECTIFICADORA, S.COOP
MICROMEGA DYNAMICS, S.A: Sistema para el control activo de las vibraciones autoexcitadas en una máquina-herramienta, de aplicación en un conjunto husillo-tuerca, disponiendo entre la tuerca […]
SISTEMA PARA EL CONTROL ACTIVO DE LAS VIBRACIONES AUTOEXCITADAS EN UNA MAQUINA-HERRAMIENTA, del 16 de Junio de 2008, de ESTARTA RECTIFICADORA, S.COOP
MICROMEGA DYNAMICS, S.A: Sistema para el control activo de las vibraciones autoexcitadas en una máquina-herramienta, de aplicación en un conjunto husillo-tuerca, disponiendo entre la tuerca […]
DISPOSITIVO DE RADIACION PARA UNA LIJADORA DE CINTA., del , de HEESEMANN, JURGEN, DIPL.-ING.: EN UN DISPOSITIVO DE RADIACION PARA UNA MAQUINA RECTIFICADORA DE BANDA CON UNA DISPOSICION DE TOBERAS POSICIONABLES DE FORMA RELATIVA CON RESPECTO A LA BANDA […]
DISPOSITIVO PARA REGULAR LA MECANIZACIÓN DE UNA PIEZA DE TRABAJO CON ARRANQUE DE VIRUTAS CON EMPLEO DE CONVERTIDORES PIEZOCERÁMICOS, del 11 de Enero de 2012, de CERAMTEC GMBH: Herramienta de corte de mecanización por arranque de virutas, que está constituida por un soporte , que lleva al menos un elemento […]
 DISPOSICION PARA AMORTIGUACION DE VIBRACIONES Y DEFLEXION EN UN PORTAHERRAMIENTAS, del 7 de Mayo de 2009, de TEENESS ASA: Dispositivo de amortiguación de vibraciones y/o control de la flexión de un objeto en el mecanizado, en el que el objeto es una herramienta , portaherramientas […]
DISPOSICION PARA AMORTIGUACION DE VIBRACIONES Y DEFLEXION EN UN PORTAHERRAMIENTAS, del 7 de Mayo de 2009, de TEENESS ASA: Dispositivo de amortiguación de vibraciones y/o control de la flexión de un objeto en el mecanizado, en el que el objeto es una herramienta , portaherramientas […]