Procedimiento y útil de encintado empleado en la fabricación de piezas de material compuesto.
Procedimiento de fabricación de piezas de material compuesto (1) que comprende una primera etapa y una segunda etapa,
donde la primera etapa comprende un encintado mediante Posicionamiento de Fibras (FP), sobre la superficie exterior de un útil de encintado (2), de forma que se obtiene al menos un laminado (3) con una geometría diferente a la geometría final de la pieza y un conformado del al menos un laminado (3) obtenido en el encintado mediante un útil de conformado (11), de forma que el laminado (3) adquiere la geometría final de la pieza (1); y la segunda etapa comprende un curado de la al menos una pieza (1) obtenida en la primera etapa.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231504.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: NOGUEROLES VIÑES,PEDRO, CANO CEDIEL,JOSÉ DAVID, CHINARRO VERA,Ruth, ESCOBAR BENAVIDES,Francisco.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B37/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la secuencia de operaciones de estratificación, p.ej. por adición de nuevas capas en estaciones de trabajo consecutivas.
- B32B37/12 B32B 37/00 […] › caracterizado por la utilización de adhesivos.
- B32B7/14 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › aplicados de forma espaciada, p.ej. en bandas.
Fragmento de la descripción:
Objeto de la invención La presente invención describe un procedimiento para la fabricación de piezas de material compuesto de sección abierta y un dispositivo de encintado de dichas piezas, empleando la tecnología del posicionamiento de tiras, con 10 el que se consigue un aumento de la tasa de producción respecto a los procedimientos actualmente en uso y un aumento de la calidad dimensional de las piezas obtenidas. Con el fin de lograr este propósito, el dispositivo incluye una configuración que permite el encintado de más de un laminado al mismo tiempo, obteniendo con dicho encintado al menos un laminado con una geometría diferente a la de la pieza final, al que se somete a un conformado posterior, que proporciona la geometría final a la pieza. Es de aplicación en el campo técnico de la fabricación de piezas de material compuesto, especialmente en la industria aeronáutica.
Antecedentes de la invención y problema técnico a resolver
En la aeronáutica moderna los materiales compuestos se vienen utilizando muy a menudo en la fabricación de multitud de piezas de aeronaves. Este tipo de materiales, que presentan unas propiedades muy específicas, permiten producir piezas de aeronaves ligeras, resistentes y duraderas.
Existen varios procedimientos para la fabricación de piezas en materiales compuestos, entre los que pueden destacarse el encintado en plano o de poca curvatura (o ATL, de sus siglas en inglés Automated Tape Lay up) y
el posicionamiento de fibras (o FP, del inglés Fiber Placement) para piezas de gran curvatura.
En general, mediante la tecnología ATL se fabrican piezas planas o con una pequeña curvatura. Estas piezas posteriormente se curan directamente, si la geometría de la pieza tras el encintado es igual a la geometría final, o en caso contrario, se someten a un conformado para obtener la geometría final, antes de someterse a un ciclo de curado.
Para la fabricación de piezas que presentan simetría de revolución o una geometría complicada, se emplean las técnicas de FP, encintando mediante un cabezal móvil y sobre un útil que rota respecto a un eje.
Mediante la técnica de FP actualmente empleada se obtiene una pieza encintada con una geometría lo suficientemente similar a la geometría final como para poder someterla a un ciclo de curado sin necesitar un conformado intermedio. Para ello el útil de encintado tiene una superficie exterior que responde a la geometría final de la pieza deseada.
Como es conocido, la técnica de FP es un proceso en el que se disponen tiras de material preimpregnado sobre un útil de encintado, obteniéndose una pieza con una geometría previamente establecida. Para el posicionamiento de las tiras sobre la superficie del útil se utiliza un brazo robótico que se desplaza a lo largo del citado útil, lo que, unido a la rotación del útil, permite colocar las tiras de material preimpregnado en la posición y en la orientación deseadas. En la técnica de FP actualmente empleada, una vez posicionada una tira, se 45 requiere el corte de la misma y una posterior recolocación del brazo robótico para volver a iniciar la colocación de otra nueva tira en otra dirección determinada. En definitiva, este sistema de fabricación de piezas de material compuesto implica paradas y recolocaciones del brazo robótico así como del útil de encintado sobre el que se colocan las tiras de material preimpregnado cada vez que se llega al final de un tramo de tira.
En piezas de sección abierta, las tiras de material preimpregnado que se emplean en el encintado son de menor longitud que las tiras que se emplean en el encintado de piezas de sección cerrada, por lo que el número de paradas de la máquina es elevado, lo que conlleva mayores pérdidas de tiempo.
Con la tecnología de FP actualmente en uso, la tasa de producción está limitada ya que, al tener el útil de 55 encintado la geometría final de la pieza, solamente se puede encintar una pieza cada vez que se realiza un encintado.
El objetivo de la presente invención es desarrollar un procedimiento mediante el cual se obtienen piezas abiertas que aumenta la productividad y la flexibilidad del proceso actual, obteniendo piezas de mayor calidad
dimensional. Esto se consigue mediante la combinación de un encintado mediante FP sobre un útil de encintado con una geometría diferente a la de la pieza final que se quiere conseguir en la que los ángulos entre lados sean mayores que en la pieza final, seguido de un conformado posterior mediante el cual se alcanza la geometría final de la pieza.
Descripción de la invención La presente invención describe un procedimiento y un nuevo dispositivo de encintado de piezas de material compuesto utilizando la técnica de posicionamiento de fibras.
El procedimiento de fabricación de piezas de material compuesto objeto de la invención comprende una primera etapa y una segunda etapa.
La primera etapa del procedimiento comprende un encintado mediante Posicionamiento de Fibras (FP) , sobre la superficie exterior de un útil de encintado, de forma que se obtiene al menos un laminado con una geometría diferente a la geometría final de la pieza y un conformado del laminado obtenido en el proceso anterior mediante un útil de conformado, de forma que se adquiere la geometría final de la pieza.
La segunda etapa comprende un curado de la al menos una pieza obtenida en la primera etapa.
En una realización del procedimiento de fabricación de piezas de material compuesto objeto de la invención, durante el encintado de la primera etapa, el brazo robótico deposita tiras de material preimpregnado de forma continua cubriendo toda la superficie exterior del útil de encintado, obteniéndose un único laminado, el cual, posteriormente, se corta para obtener al menos dos laminados con geometrías diferentes a la geometría final de la pieza que, tras el conformado pasarán a convertirse en piezas individuales.
En una realización del procedimiento de fabricación de piezas de material compuesto objeto de la invención, durante el encintado de la primera etapa el brazo robótico deposita tiras de material preimpregnado alrededor de la superficie exterior del útil de encintado de manera individual para cada laminado que formará posteriormente una pieza, requiriéndose un corte y una recolocación de dicho brazo al llegar al final de cada tira que forma parte de una capa de un laminado. En una realización del procedimiento de fabricación de piezas de material compuesto objeto de la invención, el útil de encintado tiene una geometría tal que permite encintar al menos un laminado con la geometría final de la pieza, sin necesidad de realizar una etapa de conformado posterior previa al curado de la pieza.
En el procedimiento de fabricación de piezas de material compuesto previamente a realizar el encintado, se aplica una capa adherente sobre la superficie exterior del útil de encintado.
La sección transversal del útil de encintado empleado en la primera etapa es una sección poligonal que permite obtener, simultáneamente, varios laminados. Dichas sección puede ser un polígono regular o irregular en función de si las piezas que se fabrican son iguales o no.
En una realización particular de la invención los lados de dicho polígono son curvos y las esquinas entre dichos lados están redondeadas.
Descripción de los dibujos Para completar la descripción y con objeto de ayudar a una mejor comprensión de las características del invento, se acompaña a esta memoria descriptiva, como parte integrante de la misma, un conjunto de dibujos en dónde, con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
La figura 1 es una figura esquemática del proceso de encintado mediante FP tradicional de piezas de sección en U.
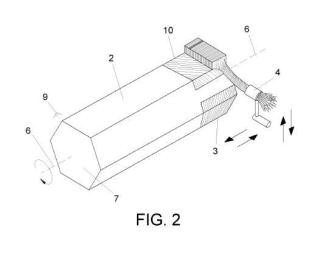
La figura 2 muestra un esquema del encintado de tres laminados a la vez mediante el proceso objeto de la presente invención.
La figura 3 muestra una vista de la sección transversal de un útil de encintado hexagonal empleado en la fabricación de piezas de sección en U mediante el procedimiento objeto de la invención con tres laminados a su alrededor
La figura 4 muestra una vista para el caso de piezas con sección en U de un laminado encintado colocado sobre el útil empleado para realizar un conformado posterior al encintado.
La figura 5 muestra una vista como la descrita en la figura 4, pero con la pieza resultante tras el proceso de conformado.
La figura 6 muestra una pieza con sección en U.
Las figuras 6A y B ilustran las dos posibilidades que ofrece el procedimiento objeto de la invención para fabricar piezas en U: en el caso de la figura 6A la primera etapa comprende un encintado...
Reivindicaciones:
1. Procedimiento de fabricación de piezas (1) de material compuesto que comprende una primera etapa y una 5 segunda etapa, caracterizado por que: -la primera etapa comprende:
– un encintado mediante Posicionamiento de Fibras (FP) , sobre la superficie exterior de un útil de encintado (2) , de forma que se obtiene al menos un laminado (3) con una geometría diferente a la geometría de la pieza (1) final;
– un conformado del al menos un laminado (3) obtenido en el encintado mediante un útil de conformado (11) , de forma que el laminado (3) adquiere la geometría de la pieza (1) final; -la segunda etapa comprende un curado de la al menos una pieza (1) obtenida en la primera etapa.
2. – Procedimiento de fabricación de piezas (1) de material compuesto según la reivindicación 1 caracterizado por que en la geometría del laminado que se obtiene en el encintado de la primera etapa los ángulos entre los lados de dicho laminado son mayores que en la geometría de la pieza final.
3. – Procedimiento de fabricación de piezas (1) de material compuesto según la reivindicación 1 caracterizado por que, previamente a realizar el encintado, se aplica una capa adherente sobre la superficie exterior del útil de 20 encintado (2) .
4. –Útil de encintado (2) empleado en el procedimiento de la reivindicación 1, caracterizado por que su sección transversal (7) es una sección poligonal que permite, en el encintado de la primera etapa, obtener varios laminados (3) simultáneamente.
5. Útil de encintado (2) según la reivindicación 4 caracterizado por que su sección transversal (7) es un polígono regular.
6. – Útil de encintado (2) según la reivindicación 4 caracterizado por que su sección transversal (7) es un 30 polígono irregular.
7. – Útil de encintado (2) según la reivindicación 4 caracterizado por que su sección transversal es un polígono en el cual las esquinas entre sus lados están redondeadas.
8. – Útil de encintado (2) según la reivindicación 4 caracterizado por que su sección transversal (7) comprende lados curvos.
Patentes similares o relacionadas:
 Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Composición adhesiva termofusible basada en una mezcla de copolímeros de propileno preparados usando catalizadores y procedimientos de sitio único, del 17 de Junio de 2020, de BOSTIK, INC.: Una composición adhesiva termofusible que comprende: (a) una mezcla de polímeros que contiene al menos un polímero SSC-PP de LMW semicristalino y al […]
 Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Procedimiento de preparación de una chapa recubierta que comprende la aplicación de una solución acuosa que comprende un aminoácido y uso asociado para mejorar la compatibilidad con un adhesivo, del 15 de Abril de 2020, de Arcelormittal: Procedimiento de preparación de una chapa , que comprende al menos las etapas de: - presentación de un sustrato de acero en el que […]