Procedimiento para la separación térmica por láser de placa de material cerámico o de otro material de placa frágil.
Procedimiento para la separación térmica por láser de placas de material cerámico u otro material frágil,
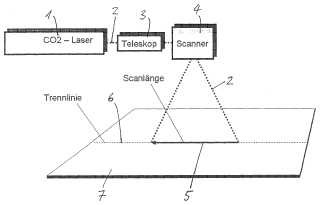
en el que la placa (7) es repasada a lo largo de una línea de separación (6) prevista con un rayo láser (2) con la finalidad de la entrada de calor en la placa para la inducción de tensiones térmicas dentro del material, que conducen a la rotura a lo largo de la línea de separación prevista, en el que se realiza una pasada múltiple de la línea de separación (6) prevista con el rayo láser (2) siempre en la misma dirección, caracterizado porque entre las pasadas individuales existe en cada caso una pausa, cuya duración se puede seleccionar y ajustar en función del material específico a separar.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07009423.
Solicitante: GRENZEBACH MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ALBANUSSTRASSE 1 86663 ASBACH-BÄUMENHEIM/HAMLAR ALEMANIA.
Inventor/es: FRIEDL,WOLFGANG DIPL.-ING.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- B23K26/40 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
- B28D1/22 B […] › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28D TRABAJO DE LA PIEDRA O DE MATERIALES SIMILARES A LA PIEDRA (máquinas o procedimientos de explotación de minas o canteras E21C). › B28D 1/00 Trabajo de la piedra o de los materiales análogos, p. ej. ladrillos, hormigón, no previsto en otro lugar; Máquinas, dispositivos, herramientas a este efecto (trabajo fino de las perlas, joyas, cristales B28D 5/00; trabajo con muela o pulido B24; dispositivos o medios para desgastar o acondicionar el estado de superficies abrasivas B24B 53/00). › por recorte, p. ej. ejecución de entalladuras.
PDF original: ES-2400019_T3.pdf
Fragmento de la descripción:
Procedimiento para la separacion termica por laser de placa de material ceramico o de otro material de placa fragil.
La invencion se refiere a un procedimiento para la separacion termica por laser de placa de material fragil, en particular placa de material ceramico de acuerdo con el preambulo de la reivindicacion 1. Un procedimiento de este tipo se conoce a partir del documento EP 0 448 168 A1.
A este respecto, por el concepto "Placa de material ceramico u otro material fragil" debe entenderse placas de varios milimetros de espesor (en particular de 3 a 20 mm aproximadamente) de material fragil como ceramica dura, ceramica de porcelana, o articulos de alfareria, pero tambien, por ejemplo, placas de vidrio especial extremadamente grueso.
Un campo de aplicacion especial de la invencion es, por ejemplo, la division de placas ceramicas fabricadas de formato grande en formatos de baldosas mas pequeros deseados durante la fabricacion de baldosas de construccion de material ceramico de diferentes grados de dureza.
Actualmente, el formateo de baldosas de construccion se realiza de una manera predominante dividiendo el material en placa "verde" antes de la coccion a traves de estampacion en los formatos de baldosas deseados. Pero esto tiene el inconveniente de que la transicion a otros formatos de baldosas es extremadamente costosa de tiempo y, por lo tanto, cara. Esto conduce a la necesidad de grandes almacenamientos en el fabricante. Las lineas de produccion mas recientes trabajan con la fabricacion de baldosas mayores, que son cortadas entonces despues de la coccion en formatos mas pequeros. Este corte se realiza con la ayuda de dispositivos mecanicos de rayado y rotura o se lleva a cabo por medio de sierras. Pero esta tecnologia se revela tambien como poco satisfactoria.
En los ultimos aros se ha trabajado intensivamente en la separacion termica por laser de material de placa de vidrio como alternativa a la separacion mecanica convencional a traves de rayado y rotura siguiente. En el centro de estos trabajos estaba especialmente la rotura de vidrio plano.
El documento DE 199 62 906 A1 propone para cortar piezas de trabajo planas de material de rotura fragil, con lo que se entiende esencialmente vidrio plano, producir mecanicamente una pista de rayado a lo largo de la linea de separacion deseada y a continuacion activar, a traves de calentamiento oscilante de corta duracion a lo largo de una seccion de la pista de rayado por medio de un rayo laser, la rotura del material a lo largo de la pista de rayado.
Se conoce a partir del documento EP 0 448 168 A1 un procedimiento para la separacion de una placa quebradiza, con lo que se entiende de nuevo en primer termino una placa de vidrio, en el que se realiza una pasada multiple de la linea de separacion prevista con un rayo laser sobre toda la linea de separacion para la introduccion de calor y la generacion de tensiones termomecanicas, para romper la placa, partiendo de un rayado previamente aplicado, a lo largo de la linea de separacion.
El documento US 2002/1 79 667 A1 propone para la separacion de placas de material quebradizo, en particular vidrio o ceramica, el calentamiento a lo largo de una linea de separacion perfilada de forma opcional con un rayo laser a lo largo de la linea de separacion prevista, seguido de una tobera de refrigeracion, siendo generado despues de la curvatura de la linea de separacion por medio del rayo laser oscilante un foco de longitud variable en el intervalo de 10 mm a 100 mm.
Se conoce a partir del documento US 2003/0 62 348 A1 un procedimiento para la separacion de sustratos no metalicos como por ejemplo vidrio, en el que un primer rayo laser separa la linea de separacion prevista, luego se aplica un refrigerante para la generacion de tensiones termicas y a continuacion se repasa la linea de separacion prevista por medio de un segundo rayo laser.
Se conoce a partir del documento WO 02/48 0 59 A1 un procedimiento para la separacion de placas de vidrio o ceramica a traves de la generacion de una tensofisuracion termica a lo largo de la linea de separacion prevista, en el que un rayo laser introduce calor a lo largo de la linea de separacion prevista en la placa, en el que, por ejemplo a traves de concentracion del rayo laser sobre una zona que se encuentra debajo de la superficie de la placa se controla el fondo de tal manera que se forma una grieta inicial esencialmente sin erosion de material.
Todos estos procedimientos diferentes conocidos se designan, en efecto, en general, como procedimientos para la separacion de material quebradizo como vidrio o ceramica, pero se describen en los ejemplos de realizacion en cada caso especialmente con relacion a la separacion de vidrio plano y tambien son especialmente adecuados, como se conoce, para este campo de aplicacion. Sin embargo, ninguno de los documentos mencionados se ocupa en particular de la separacion de materiales ceramicos y de la distincion, sin embargo, considerable entre vidrio plano y material ceramico.
Sin embargo, el vidrio, por una parte, y la ceramica, por otra parte, son materiales muy diferentes. Ambos son, en efecto, quebradizos, pero tienen una estructura muy diferente. Una diferencia considerable entre los dos materiales consiste ya en que el vidrio es transparente, mientras que la ceramica es opaca. Por lo tanto, el vidrio es parcialmente transparente para luz laser, a saber, en el caso de laser de sustancia solida, mientras que esto no se aplica en laser de ºO2. Una diferencia principal entre vidrio y ceramica con respecto a procedimientos de separacion por laser consiste, sin embargo, en la velocidad de transicion vitrea y en el coeficiente de dilatacion. El vidrio calcareo sodico es en este caso todavia relativamente facil de dominar, el vidrio de silicato de boro es ya mas dificil, pero siempre todavia mucho mas facil de romper que la ceramica. En el caso de la ceramica, existen coeficientes de conductividad termica muy diferentes, y de acuerdo con la mezcla es obtienen transmisiones de calor muy diferentes con coeficientes de dilatacion la mayoria de las veces muy reducidos y fuertemente no lineales a medida que se incrementa la temperatura.
Por lo tanto, no es extraro que, como se puede constatar facilmente por medio de ensayos, los procedimientos conocidos que se acaban de mencionar son utiles, en efecto, para la separacion de vidrio plano de espesor moderado, pero o bien no funcionan en absoluto o solo con resultados muy poco satisfactorios para la separacion de placas de materiales fragiles del tipo mencionado al principio, a saber, materiales ceramicos y vidrio especiales muy gruesos. Puesto que en las baldosas relativamente gruesas y en las placas de vidrio muy gruesas, la cantidad de calor necesaria para la separacion en el volumen del material es tan alta que en el caso de aplicacion de estos procedimientos conocidos, las baldosas revientan a la entrada de calor ya antes de la aparicion de un raya de separacion.
Un procedimiento que funciona para la separacion de placas de material ceramico se conoce a partir del documento EPºAº1 618 985. Alli el corte de la placa de material ceramico se realiza a traves de la combinacion de un rayo laser movil con relacion a la linea de corte y de un soplado inmediatamente siguiente con un chorro de gas supersonico. En este procedimiento de corte, se genera una juntura de corte con una cierta anchura a traves de erosion de material. ºo obstante, debido al chorro de gas supersonico necesario y a la salida de particulas, este procedimiento no parece optimo tanto con respecto al gasto de aparatos como tambien en lo que se refiere a la produccion de contaminacion.
Por ultimo, tambien se conoce todavia un procedimiento para la separacion de placas ceramicas aplicando un rayo laser a partir del documento EPºAº0 613 765, en el que por medio de un rayo laser se realiza un rayado en las lineas de rotura deseadas y a continuacion se lleva a cabo una rotura mecanica de las placas. Pero este procedimiento conocido no aporta ventajas esenciales sobre el procedimiento de separacion convencional con rayado mecanico y rotura mecanica siguiente.
Por lo tanto, el problema de la invencion es crear un procedimiento adecuado para la separacion termica por laser de placa de material fragil, en particular ceramico, especialmente placa de material de ceramica de porcelana o ceramica dura.
Este problema se soluciona de acuerdo con la invencion por medio del procedimiento indicado en la reivindicacion 1. Las configuraciones ventajosas y los detalles del procedimiento de acuerdo con la invencion son objeto de las reivindicaciones dependientes.
En el procedimiento de acuerdo con la invencion, se realiza una separacion de placas de material solamente a traves de tensiones termicas, de tal manera que... [Seguir leyendo]
Reivindicaciones:
1.º Procedimiento para la separacion termica por laser de placas de material ceramico u otro material fragil, en el que la placa (7) es repasada a lo largo de una linea de separacion (6) prevista con un rayo laser (2) con la finalidad de la entrada de calor en la placa para la induccion de tensiones termicas dentro del material, que conducen a la rotura a lo largo de la linea de separacion prevista, en el que se realiza una pasada multiple de la linea de separacion (6) prevista con el rayo laser (2) siempre en la misma direccion, caracterizado porque entre las pasadas individuales existe en cada caso una pausa, cuya duracion se puede seleccionar y ajustar en funcion del material especifico a separar.
2.º Procedimiento de acuerdo con la reivindicacion 1, en el que la pasada de una linea de separacion larga (6) a traves del rayo laser (2) se realiza de forma incremental, porque el rayo laser, en cada pasada individual, cubre un trayecto relativamente largo a lo lago de la linea de separacion, que es mas corto que la linea de separacion y en cada proceso de pasada siguiente se mueve hacia delante un incremento que corresponde a una fraccion de la longitud del trayecto de pasada con relacion a la linea de separacion.
3.º Procedimiento de acuerdo con la reivindicacion 1, en el que la linea de separacion (6) es cubierta en cada pasada individual sobre toda su longitud, y en el que la intensidad de la entrada de calor se incrementa despues de cada pasada individual o despues de varias pasadas individuales, respectivamente.
4.º Procedimiento de acuerdo con la reivindicacion 2, en el que la pasada incremental de toda la linea de separacion (6) se repite al menos una vez, incrementando la intensidad de la entrada de calor en la o en cada repeticion.
5.º Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, en el que las pausas entre las pasadas 20 individuales son generadas a traves de la desconexion o supresion del rayo laser (2) .
6.º Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, en el que poco antes de la rotura prevista de la placa de material se sopla o se inyecta por medio de una tobera de refrigeracion un refrigerante sobre una zona de la linea de separacion (6) para favorecer la activacion de una fisura inicial.
Patentes similares o relacionadas:
Tenazas para cortar losas o azulejos, del 1 de Julio de 2020, de BREVETTI MONTOLIT S.P.A.: Tenazas de grabado para azulejos o losas realizadas en material duro, que comprende un par de piezas de palanca (1a, 1b) articuladas entre […]
MÁQUINA PORTÁTIL PARA PARTIR PIEDRAS Y ANÁLOGOS, del 21 de Abril de 2020, de LIZARRAGA ZUÑIGA, Juan Jose: 1. Máquina portátil para partir piedras y análogos; caracterizada porque consta de un bastidor portátil en el que se desplaza linealmente un […]
 Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Método para fabricar paneles de piedra con dibujos continuos de múltiples lados, del 25 de Marzo de 2020, de Oh, Gun Jae: Un método para fabricar un panel de piedra con dibujos continuos de múltiples lados, comprendiendo el método:
cortar franjas en las que se forman dibujos lineales […]
Aparato de marcado y rebanado, del 22 de Enero de 2020, de Gunntech Manufacturing, Inc: Un aparato para cortar una pieza de trabajo , comprendiendo el aparato : un par de rieles separados : un carro de cuchillas enganchado de […]
Método de procesamiento por láser, del 6 de Noviembre de 2019, de HAMAMATSU PHOTONICS K.K.: Un método de procesamiento por láser, que comprende las etapas de: irradiar un objeto a procesar, que comprende un sustrato de silicio , que tiene una cara frontal […]
DISPOSITIVO AUXILIAR PARA EL APOYO DE BALDOSAS EN UNA POSICIÓN DE CORTE, del 30 de Septiembre de 2019, de GERMANS BOADA S.A.: Dispositivo auxiliar para el apoyo de baldosas en posición de corte; que comprende: una base adecuada para posicionarse sobre una superficie o elemento de soporte, una pieza […]
Máquina de grabado simplificada con una barra de guía rectilínea, del 6 de Febrero de 2019, de BREVETTI MONTOLIT S.P.A.: Máquina de grabado para losas planas, que comprende una barra rectilínea y un carro montado un carro montado que se desliza libremente a lo largo […]
DISPOSITIVO DE AUTORREGULACIÓN DE UN CABEZAL DE CORTE PARA CORTADORAS MONO-GUÍA, del 2 de Agosto de 2018, de GERMANS BOADA S.A.: El cabezal de corte incluye unos juegos de rodamientos que comprenden unos rodamientos fijos y un rodamiento ajustable que actúan sobre unas […]