PROCEDIMIENTO PARA EL REVESTIMIENTO DE SUPERFICIES DE PERFILES EXTRUIDOS CON BANDAS DE LÁMINAS DE REVESTIMIENTO Y DISPOSITIVO PARA REALIZARLO.
Procedimiento de revestimiento superficial por lotes de perfiles extruidos mediante bandas de lámina de revestimiento,
comprendiendo por lo menos las siguientes fases del proceso: a) preparación de por lo menos una primera banda de lámina de revestimiento enrollada sobre una bobina (10), en un primer puesto de preparación (120), b) conducción de la bobina a una estación de desbobinado (20), c) movimiento sucesivo de un primer lote de perfiles extruidos sobre una instalación de revestimiento (40) a lo largo de su eje longitudinal y aplicación de la primera banda de lámina de revestimiento traída desde la estación de desbobinado (20), sobre por lo menos una superficie de perfil extruido orientada hacia el exterior, d) preparación de por lo menos una segunda banda de lámina de revestimiento enrollado sobre una bobina (10), en un segundo puesto de preparación (120), y e) sustitución de las bobinas (10) en la estación de desbobinado (20) y revestimiento de un segundo lote de perfiles extruidos mediante la segunda banda de lámina de revestimiento, caracterizado porque las bobinas (10) con las bandas de lámina de revestimiento están colocadas en un plano del operario (130) situado por encima de la estación de revestimiento, en puestos de preparación (120) de un dispositivo de preparación giratorio (100), o son retiradas de allí y porque el puesto de preparación (120.1, 120.2) con la respectiva bobina que se requiera (10) se puede acercar a la estación de desbobinado (20) de modo individual girando el dispositivo de preparación (100)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07101332.
B29C63/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
B29C63/02B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › utilizando materiales en forma de hojas o de cintas (B29C 63/26 tiene prioridad).
B29C63/04B29C 63/00 […] › por doblado, enrollado, curvado u operaciones similares.
B65H19/12B […] › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Elevación, transporte o inserción de la bobina; Retirada del núcleo vacío.
B65H39/16B65H […] › B65H 39/00 Unión, colocación o agrupación de artículos o bandas (combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; máquinas para colocar y agrupar a la vez y fijar de forma permanente hojas o cuadernos B42C 1/00). › Unión de dos o más bandas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento para el revestimiento de superficies de perfiles extruidos con bandas de láminas de revestimiento y dispositivo para realizarlo. La invención se refiere a un procedimiento para el revestimiento de superficies de perfiles extruidos con bandas de láminas de revestimiento, que presenta las características del preámbulo de la reivindicación 1. Con el fin de poder dar un acabado rápido a las superficies de perfiles extruidos, en particular de perfiles huecos de plástico para puertas o ventanas, tanto en lo que se refiere a la estructura de la superficie como también con respecto al color, se aplican bandas de láminas de revestimiento, en particular se pegan. La manipulación de las distintas bandas de láminas de revestimiento resulta sin embargo difícil, especialmente cuando se trata de efectuar revestimientos de superficies por lotes, si para diferentes tipos de perfiles extruidos y/o para perfiles extruidos procedentes de diferentes pedidos se deban suministrar en cada caso bandas de lámina de revestimiento diferentes, que varían por lo menos en tres de sus parámetros, concretamente en cuanto a la anchura, el color y la estructura superficial, de modo que es preciso tener dispuesta una variedad extraordinariamente grande de bobinas con bandas de láminas de revestimiento para poder realizar los pedidos con todas las opciones que se ofrecen. Por el documento DE 10 2004 025 520 A1 se conoce un dispositivo de revestimiento y un procedimiento para revestir perfiles extruidos que están dirigidos principalmente a posibilitar la aplicación de la lámina en contornos de perfiles complejos sin que se produzcan puntos defectuosos. El almacenamiento de las bobinas de lámina tiene lugar sobre un sencillo caballete de láminas encima del perfil extruido. Con el fin de revestir con la lámina los perfiles extruidos correspondientes a un pedido en el tiempo debido y conforme al pedido, en los procedimientos convencionales el operario retira de un almacén las bobinas con las bandas de lámina de revestimiento y las tiene preparadas en las proximidades de la instalación de revestimiento. Al iniciar la producción las bobinas se enganchan entonces en una estación de desbobinado que está situada directamente encima de la instalación de revestimiento. Se tira hacia abajo del extremo libre de la banda de lámina de revestimiento bobinada y se coloca sobre la superficie que se trata de revestir. La banda de lámina de revestimiento se aplica entonces a presión mediante unos rodillos de presión y se fija. Una vez que se haya revestido el primer lote de perfiles extruidos se retira el resto de la bobina con la banda de lámina de revestimiento y se coloca en la estación de desbobinado la bobina siguiente con la banda de lámina prevista para el siguiente proceso de revestimiento. Las bobinas residuales se vuelven a llevar al almacén manualmente según la longitud restante que queda sobre la bobina, o se desechan. Este procedimiento requiere una constante entrada y salida de bobinas del almacén. La disposición de las bobinas próximas a la instalación de revestimiento requiere unas superficies de disposición mayores junto a la instalación de revestimiento o estrechar el espacio existente al lado de la instalación de revestimiento de tal modo que puede llegar a poner en peligro la seguridad en el trabajo. Otro inconveniente consiste en que las bobinas con la banda de lámina de revestimiento tienen un peso considerable, de modo que la manipulación de las bobinas por encima de la instalación de revestimiento entraña un elevado esfuerzo físico para el operario. En el documento WO 2004 / 069 705 A1 se da a conocer un dispositivo mediante el cual se pueden aplicar varias láminas de revestimiento diferentes sobre materiales termoplásticos. Comprende varias instalaciones individuales de alimentación y aplicación para las bandas de revestimiento, estando situadas varias instalaciones de alimentación y aplicación sobre un elemento de soporte común giratorio en forma de rueda. El elemento de soporte se gira hasta que sobre la pieza que se trata de revestir se encuentre aquella instalación de alimentación y aplicación que contiene la lámina de revestimiento deseada. Por el hecho de que la instalación conocida contiene varias instalaciones de alimentación y aplicación que trabajan de forma totalmente independiente, resulta compleja en cuanto a costes y al espacio necesario. La forma de construcción también condiciona a que apenas se puedan mantener dispuestas más de cuatro láminas de recubrimiento distintas, ya que en caso contrario el elemento de soporte en forma de rueda resultaría excesivamente grande. Durante el proceso de revestimiento el elemento de soporte tiene que mantener su posición. Por lo tanto no existe la posibilidad de colocar al mismo tiempo nuevas láminas en una determinada posición de carga. 2 El objetivo de la invención es por lo tanto perfeccionar un procedimiento de la clase citada inicialmente, de tal modo que la disposición de las bobinas con las bandas de lámina de revestimiento requeridas para el lote respectivo así como la devolución de las bobinas sobrantes resulte clara, en una forma que ahorre espacio y sea ergonómica. Este objetivo se resuelve por medio de un procedimiento que presenta las características de la reivindicación 1. Mediante el empleo de un dispositivo de preparación giratorio se puede desplazar la operación de preparación de las bobinas alejándola de la instalación de revestimiento. Ya no es necesario almacenar bobinas en las proximidades de la instalación de revestimiento, con lo cual se mejora la seguridad en el trabajo y el puesto de trabajo queda más despejado. Se reduce el esfuerzo físico para el operario por el hecho de que el almacenamiento de las bobinas tiene lugar directamente en el plano superior o porque las bobinas se pueden aproximar hasta el acceso superior del dispositivo de preparación empleando otros medios auxiliares tales como cintas transportadoras, carritos de mano, etc. Las bobinas entonces ya solo hay que engancharlas en los puestos de preparación en el dispositivo de preparación. A diferencia de las instalaciones de transporte que trabajan de forma lineal, la realización giratoria ofrece en cuanto a procedimiento la especial ventaja de que el dispositivo de preparación sirve como un almacén intermedio que en todo momento queda visible ópticamente. El conductor de la máquina de la instalación de revestimiento puede por lo tanto cerciorarse de antemano de que las bandas de lámina de revestimiento que vaya a necesitar próximamente ya están dispuestas. Otra ventaja consiste en que es posible efectuar un acceso selectivo a distintos puestos de preparación con independencia de la secuencia de carga en el dispositivo de preparación que actúa como almacén de preparación y almacén intermedio. Tampoco es necesario mantener una determinada secuencia al efectuar la carga. La carga puede tener lugar más bien de forma caótica en el primer puesto de preparación libre que se presente. El acceso es sencillo y rápido debido a la claridad de visión ya que incluso para acercar el puesto de preparación más alejado de la estación de desbobinado se requiere como máximo un giro de media vuelta del dispositivo de preparación. En cuanto al aspecto técnico de la instalación, el accionamiento y control del almacén intermedio establecido en el dispositivo de preparación puede realizarse de forma muy sencilla, por ejemplo mediante un motor paso a paso. A diferencia de lo que sucede por ejemplo en el caso de una cinta transportadora, aquí no se requieren sensores para poder controlar la posición de las bobinas ya colocadas. Girando el elemento rotativo se pueden localizar en el plano inferior las bobinas preparadas directamente en la instalación de revestimiento para entregarlas a la estación de desbobinado que está situada allí. Esto se realiza especialmente porque los puestos de preparación del dispositivo de preparación describen una trayectoria circular en un plano vertical que va conducido hasta el alcance de la mano del operario que se encuentra en la instalación de revestimiento. Este puede retirar allí la bobina deseada y colgarla en la estación de desbobinado del dispositivo de revestimiento. El proceso se facilita aún más porque los puestos de preparación con las bobinas se posicionan de tal modo que el muñón de alojamiento que constituye un puesto de preparación queda alineado con un muón de alojamiento de la estación de desbobinado, por lo que basta por lo tanto con desplazar la bobina de uno de los muñones de alojamiento al otro. De este modo se reduce notablemente el esfuerzo físico del operario que trabaja en la instalación de revestimiento. En el caso de muñones de alojamiento dispuestos directamente uno frente al otro se evita también que una bobina se le pueda escapar... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de revestimiento superficial por lotes de perfiles extruidos mediante bandas de lámina de revestimiento, comprendiendo por lo menos las siguientes fases del proceso: a) preparación de por lo menos una primera banda de lámina de revestimiento enrollada sobre una bobina (10), en un primer puesto de preparación (120), b) conducción de la bobina a una estación de desbobinado (20), c) movimiento sucesivo de un primer lote de perfiles extruidos sobre una instalación de revestimiento (40) a lo largo de su eje longitudinal y aplicación de la primera banda de lámina de revestimiento traída desde la estación de desbobinado (20), sobre por lo menos una superficie de perfil extruido orientada hacia el exterior, d) preparación de por lo menos una segunda banda de lámina de revestimiento enrollado sobre una bobina (10), en un segundo puesto de preparación (120), y e) sustitución de las bobinas (10) en la estación de desbobinado (20) y revestimiento de un segundo lote de perfiles extruidos mediante la segunda banda de lámina de revestimiento, caracterizado porque las bobinas (10) con las bandas de lámina de revestimiento están colocadas en un plano del operario (130) situado por encima de la estación de revestimiento, en puestos de preparación (120) de un dispositivo de preparación giratorio (100), o son retiradas de allí y porque el puesto de preparación (120.1, 120.2) con la respectiva bobina que se requiera (10) se puede acercar a la estación de desbobinado (20) de modo individual girando el dispositivo de preparación (100). 2. Dispositivo según la reivindicación 1, caracterizado porque los puestos de preparación (120) describen una trayectoria circular en un plano vertical. 3. Procedimiento según la reivindicación 2, caracterizado porque la trayectoria circular llega hasta el alcance de la mano de un operario situado en la instalación de revestimiento (40). 4. Procedimiento según la reivindicación 2 o 3, caracterizado porque la estación de desbobinado (20) presenta por lo menos dos alojamientos de bobina (121, 120), de los cuales uno se sitúa en una posición de entrega situada frente a la trayectoria circular de los puestos de preparación (120.1, 120.2120.n), mientras que otro alojamiento de bobina (121) se sitúa en una posición de trabajo para desbobinar la banda de lámina de revestimiento. 5. Procedimiento según la reivindicación 4, caracterizado porque la posición de entrega y la posición de trabajo se intercambian mediante un movimiento basculante o de giro de los alojamientos de bobina (121, 122). 6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque las bobinas (10) están dotadas de un código que se lee en el plano superior del operario (130) mediante un equipo de lectura y que junto con los datos para la identificación del puesto de preparación (120.1, 120.2120.n) de la bobina respectiva (10) se transmiten a una unidad de cálculo (136). 7. Sistema de revestimiento para perfiles extruidos comprendiendo por lo menos - una instalación de revestimiento (40), - una instalación de desbobinado (20) dispuesta encima de la instalación de alimentación (40) con por lo menos un muñón de alojamiento (212, 22) para una bobina (10) de una banda de lámina de revestimiento, y - un dispositivo de preparación (100) para bobinas (10) con por lo menos un elemento rotativo (110) en forma de rueda que va apoyado de modo giratorio o basculante en un eje de giro horizontal y que posee por lo menos dos puestos de preparación (120.1, 120.2120.n) que se desplazan sobre una trayectoria circular alrededor del eje de giro, para por lo menos una bobina (10) de una banda de lámina de revestimiento (11), estando formados los puestos de preparación (120) cada uno por lo menos por un muñón de alojamiento (121, 122) esencialmente horizontal, sobre el cual se puede colocar la por lo menos una bobina (10). 8. Sistema de revestimiento según la reivindicación 7, caracterizado porque el elemento rotativo (110) está realizado con tirantes radiales (111). 7 9. Sistema de revestimiento según la reivindicación 8, caracterizado porque en un puesto de preparación (120) están situados dos muñones de alojamiento (121, 122) alineados entre sí y giratorios por lo menos 180º mediante un dispositivo de volteo (140), los cuales se extienden hacia el exterior a ambos lados del elemento rotativo (110). 10. Sistema de revestimiento según la reivindicación 9, caracterizado porque el eje de giro del dispositivo de volteo está situado en dirección radial con relación al elemento rotativo (110). 11. Sistema de revestimiento según una de las reivindicaciones 7 a 10, caracterizado porque el dispositivo de preparación (100) está apoyado sobre un pedestal (131, 132, 133) situado por encima de la instalación de revestimiento, desde el cual es accesible para un operario, al menos a ratos, por lo menos un puesto de preparación (120.1, 120.2,120.n). 12. Sistema de revestimiento según una de las reivindicaciones 7 a 11, caracterizado porque la estación de desbobinado (20) presenta por lo menos dos muñones de alojamiento (21,22) que van fijados en dos brazos unidos entre sí que van apoyados de modo giratorio en un eje (23) formando una sola unidad y están dispuestos de tal modo que se pueda posicionar por lo menos uno de los muñones de alojamiento (21) en una posición de entrega frente a la trayectoria circular de los puestos de preparación (120.1, 120.2,120.n) mientras que el otro muñón de alojamiento (22) se encuentra en una posición de trabajo para desbobinar la banda de lámina de revestimiento (11). 8 9 11 12 13
Patentes similares o relacionadas:
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende:
- un revestimiento formado por un poliuretano termoplástico,
[…]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Procedimiento de recubrimiento de superficies estrechas para la aplicación por medio de aire comprimido calentado de un recubrimiento de canto termoactivable, del 28 de Octubre de 2019, de Schulte-Göbel, Christof: Procedimiento para la aplicación de una tira de canto en forma de cinta sobre superficies estrechas de una pieza de trabajo , en el que la tira de canto […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Procedimiento para la instalación de un revestimiento de renovación de una tubería, del 11 de Septiembre de 2019, de Picote Oy Ltd: Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una […]
Dispositivo y sistema para abrir un punto de ramificación en un conjunto de tubería, del 4 de Septiembre de 2019, de Picote Solutions Oy Ltd: Un dispositivo para abrir un punto de ramificación en un conjunto de tubería, cuyo dispositivo comprende un eje de rotación dispuesto para […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]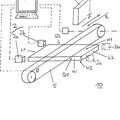 Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]