Procedimiento de reparación de fugas de miembros huecos alargados en reactores de agua en ebullición.
Un procedimiento para sellar un miembro (50) hueco alargado dentro de una vasija (10) a presión del reactor deun reactor nuclear,
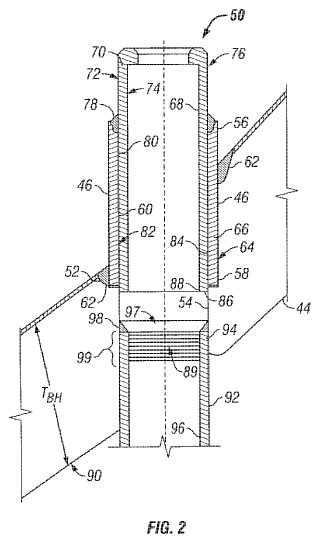
incluyendo la vasija (10) a presión del reactor una cúpula (44) del cabezal inferior, un tubo (46)corto y el miembro (50) hueco alargado, teniendo la cúpula (44) del cabezal inferior al menos una abertura (52) en suinterior, teniendo el tubo (46) corto un primer extremo (56), un segundo extremo (58) y un orificio (60) que seextiende entre el primer y el segundo extremos (56, 58),estando el tubo (46) corto soldado a la cúpula (44) delcabezal inferior adyacente al segundo extremo (58) con una soldadura (62) de unión del tubo corto inferior de formaque el orificio (60) del tubo corto y la abertura (52) de la cúpula del cabezal inferior estén sustancialmente alineadas,teniendo el miembro (50) hueco alargado un primer extremo (76), un segundo extremo (92) y un orificio (68) que seextiende entre el primer y el segundo extremos (76, 92), extendiéndose el miembro (50) alargado a través del orificio(60) del tubo corto y sujeto al tubo (46) corto adyacente al primer extremo (56) del tubo corto con una soldadura (78)de unión del tubo corto superior, comprendiendo el procedimiento las siguientes etapas:
el miembro (50) alargado se corta en una ubicación (86) por debajo de la soldadura (78) del tubo corto superiorpara separar una parte (76) superior del miembro (50) alargado de una parte (92) inferior del miembro (50)
alargado, teniendo la parte (92) inferior un extremo (94) superior y un extremo inferior;
la parte (92) inferior no se retira sino que permanece en su lugar;
el miembro de la parte (92) inferior se reimplanta en una ubicación diferente en la abertura (52) de la cúpula delcabezal inferior a la ubicación donde el miembro (50) alargado se cortó con una soldadura de reimplantaciónque se forma entre una pared lateral (54) de una abertura (52) de la cúpula del cabezal inferior y el extremo (94)superior, formando la aplicación de la soldadura de reimplantación una zona (99) afectada por el calor; y
se aplica un material (89) resistente a la corrosión en la zona (99) afectada por el calor.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03254375.
Solicitante: GENERAL ELECTRIC COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1 RIVER ROAD SCHENECTADY, NY 12345 ESTADOS UNIDOS DE AMERICA.
Inventor/es: RANGANATH,SAMPATH, VAN DIEMEN, PAUL, WILLIS,ERIC R.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G21C13/036 FISICA. › G21 FISICA NUCLEAR; TECNICA NUCLEAR. › G21C REACTORES NUCLEARES (reactores de fusión, reactores híbridos fisión-fusión G21B; explosivos nucleares G21J). › G21C 13/00 Vasijas de presión; Vasijas de contención; Contención en general. › en que el tubo atraviesa la pared, es decir, continúa por ambos lados de la pared.
- G21C17/017 G21C […] › G21C 17/00 Monitorización; Ensayos. › Inspección o mantenimiento de tuberías o de tubos en instalaciones nucleares.
PDF original: ES-2394201_T3.pdf
Fragmento de la descripción:
Procedimiento de reparación de fugas de miembros huecos alargados en reactores de agua en ebullición La presente invención se refiere, en general, a reactores nucleares de agua en ebullición y, más particularmente, a la reparación o sellado de fugas de miembros huecos alargados, tales como alojamientos del mecanismo de accionamiento de las barras de control y los tubos cortos en la vasija a presión del reactor nuclear de dichos reactores.
Los reactores nucleares de agua en ebullición incluyen típicamente un núcleo del reactor situado dentro de una vasija a presión del reactor (VPR) . Una VPR conocida incluye una carcasa sustancialmente cilíndrica. Por ejemplo, la carcasa puede tener aproximadamente seis metros de diámetro y dieciocho centímetros de espesor.
La carcasa cilíndrica está cerrada en su extremo superior mediante un cabezal superior desmontable. El cabezal superior es desmontable, de forma que se pueda acceder a los componentes, tales como haces de barras combustibles, situados en la VPR. La carcasa cilíndrica de la VPR está cerrada en su extremo inferior mediante un conjunto de cabezal inferior en forma de cúpula soldado a la carcasa.
En la cúpula del cabezal inferior están formadas una pluralidad de aberturas de forma que los componentes, tal como los conjuntos del mecanismo de accionamiento de las barras de control, puedan extenderse dentro de la VPR. Típicamente, un tubo corto sustancialmente cilíndrico que tiene un orificio que se extiende a través del mismo está soldado a la cúpula del cabezal inferior y el orificio del tubo se alinea con una abertura en la cúpula del cabezal inferior. El tubo corto cilíndrico está fabricado típicamente de un material resistente a la corrosión, tal como acero inoxidable o de aleaciones Ni-Cr-Fe.
A modo de ejemplo, para un conjunto del mecanismo de accionamiento de las barras de control, el alojamiento del mecanismo de accionamiento de las barras de control, por ejemplo, un tubo, se inserta a través de la abertura de la cúpula del cabezal inferior y del orificio del tubo corto, y el alojamiento se extiende dentro de la VPR. El alojamiento del mecanismo de accionamiento de las barras de control (CRD) está soldado al tubo corto para mantener el alojamiento en la posición deseada. De este modo, el tubo corto sirve como una pieza de transición entre la cúpula del cabezal inferior, que típicamente está fabricada de acero de baja aleación, y el alojamiento CRD, que típicamente está fabricado de acero inoxidable, tal como acero inoxidable 304 con alto contenido de carbono.
El agrietamiento por corrosión intergranular bajo tensión (IGSCC) es un conocido fenómeno que ocurre de forma adyacente a las soldaduras del tubo corto que conectan la cúpula del cabezal inferior al tubo corto y el tubo corto al alojamiento CRD. Particularmente, las soldaduras del tubo corto están sometidas a una variedad de tensiones asociadas con, por ejemplo, diferencias en la dilatación térmica, la presión de funcionamiento necesaria para la contención del agua de refrigeración del reactor y otras fuentes tales como tensiones residuales del procedimiento de soldadura, trabajado en frío y otros tratamientos no homogéneos del metal. En ocasiones, dichas tensiones pueden provocar grietas adyacentes a las soldaduras del tubo corto.
Si las grietas por corrosión bajo tensión adyacentes a las soldaduras del tubo corto no se sellan, dichas grietas pueden causar vías de fuga potenciales entre el tubo corto y la cúpula del cabezal inferior, y entre el tubo corto y el alojamiento CRD respectivamente, lo que no es deseable. Por consiguiente, tras la detección de cualquiera de dichas grietas, es deseable volver a sellar el alojamiento del mecanismo de accionamiento de las barras de control, por ejemplo, a la cúpula del cabezal inferior.
En algunas centrales, los tubos cortos de acero inoxidable tipo 304 han sido sensibilizados en un horno como resultado del tratamiento térmico de post-soldadura de la vasija. Esto ha dejado al tubo corto en un estado susceptible al agrietamiento por corrosión intergranular bajo tensión (IGSCC) y ha provocado grietas de fuga. El agrietamiento se ha observado en la zona afectada por el calor del tubo corto en la soldadura de unión del alojamiento CRD de este material susceptible. Esto da como resultado una vía de fuga del refrigerante del reactor a la zona por debajo de la vasija. La restauración de la zona defectuosa es virtualmente imposible debido a la ubicación de los tubos cortos y a la condición del material existente.
Un procedimiento conocido para reparar o volver a sellar alojamientos CRD dentro de la cúpula del cabezal inferior incluye reemplazar completamente el tubo corto y el alojamiento CRD. Sin embargo, este procedimiento es lento, tedioso y caro. Particularmente, el alojamiento y el tubo corto asociado están parcialmente cortados y el material restante en el conjunto del cabezal inferior se examina para asegurarse de que dicho material puede soldarse sin provocar daños en el cabezal inferior. Posteriormente, se forma una recarga de soldadura sobre el material restante y se mecaniza de forma que un nuevo tubo corto pueda soldarse a la recarga de soldadura. Pueden necesitarse varias semanas para realizar el procedimiento de reemplazo de un solo tubo de penetración. Además, gran parte del trabajo de reemplazo debe realizarse dentro de la VPR, lo que implica la descarga completa de la VPR y no es deseable.
Otro procedimiento conocido para reparar o volver a sellar un alojamiento CRD dentro de la cúpula del cabezal inferior incluye soldar un manguito al alojamiento CRD y al tubo corto. Sin embargo, este procedimiento solo aborda las grietas por corrosión bajo tensión adyacentes a la superficie de contacto entre el tubo corto y el alojamiento CRD.
Además, la instalación del manguito debe realizarse completamente dentro de la VPR lo que, como se ha explicado anteriormente, no es deseable.
Otro procedimiento conocido más para reparar o volver a sellar un alojamiento CRD dentro de la cúpula del cabezal inferior incluye laminar el alojamiento CRD a la cúpula del cabezal inferior. Aunque este procedimiento es más rápido que reemplazar el tubo corto y el alojamiento CRD, laminar el alojamiento CRD a la cúpula del cabezal inferior no crea un sellado tan hermético como una soldadura entre el alojamiento CRD y la cúpula. Además, el alojamiento CRD laminado puede separarse de la cúpula del cabezal inferior después del funcionamiento continuado de la VPR y, por consiguiente, debe volver a laminarse. Sin embargo, volver a laminar un alojamiento CRD a menudo no es deseable ni práctico.
Otro procedimiento conocido más para reparar o volver a sellar un alojamiento CRD dentro de la cúpula del cabezal inferior incluye retirar o reemplazar una parte inferior del alojamiento CRD dentro de la cúpula del cabezal inferior. Particularmente, una parte inferior del alojamiento CRD se corta de forma que una parte superior del alojamiento CRD permanece insertada dentro de una abertura de la cúpula del cabezal inferior y soldada al tubo corto. La cúpula del cabezal inferior se limpia posteriormente y el extremo inferior de la parte superior restante del alojamiento CRD se mecaniza de forma que una parte inferior de reemplazo del alojamiento CRD puede soldarse a la parte superior restante. La parte inferior de reemplazo del alojamiento CRD se mecaniza análogamente de forma que pueda soldarse a la parte superior restante. La parte inferior de reemplazo del alojamiento CRD se inserta después dentro de la abertura de la cúpula del cabezal inferior y se sitúa en forma adyacente a la parte superior restante. La parte inferior de reemplazo y la parte superior restante del alojamiento CRD se sueldan posteriormente mediante la técnica de revenido del cordón entre sí y a la cúpula del cabezal inferior. Soldar mediante la técnica de revenido del cordón la parte superior restante a la parte inferior de reemplazo y a la cúpula del cabezal inferior tiene el efecto negativo de provocar grandes tensiones debido al desajuste de crecimiento térmico entre el alojamiento CRD y la cúpula del cabezal inferior que están fabricados de diferentes materiales. Dicha soldadura por revenido del cordón tiene también el efecto negativo potencial de atrapar el agua dentro de una vía de fuga y en contacto con la soldadura entre la parte superior restante y la cúpula del cabezal inferior.
El documento US5809098 desvela procedimientos para sellar grietas adyacentes a las soldaduras de unión del tubo corto en las que una pared lateral de un alojamiento se corta en una ubicación inferior a la soldadura de unión del tubo corto superior para formar un paso soldado en el alojamiento entre este y el tubo corto; se forma posteriormente... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para sellar un miembro (50) hueco alargado dentro de una vasija (10) a presión del reactor de un reactor nuclear, incluyendo la vasija (10) a presión del reactor una cúpula (44) del cabezal inferior, un tubo (46) corto y el miembro (50) hueco alargado, teniendo la cúpula (44) del cabezal inferior al menos una abertura (52) en su 5 interior, teniendo el tubo (46) corto un primer extremo (56) , un segundo extremo (58) y un orificio (60) que se extiende entre el primer y el segundo extremos (56, 58) , estando el tubo (46) corto soldado a la cúpula (44) del cabezal inferior adyacente al segundo extremo (58) con una soldadura (62) de unión del tubo corto inferior de forma que el orificio (60) del tubo corto y la abertura (52) de la cúpula del cabezal inferior estén sustancialmente alineadas, teniendo el miembro (50) hueco alargado un primer extremo (76) , un segundo extremo (92) y un orificio (68) que se extiende entre el primer y el segundo extremos (76, 92) , extendiéndose el miembro (50) alargado a través del orificio (60) del tubo corto y sujeto al tubo (46) corto adyacente al primer extremo (56) del tubo corto con una soldadura (78) de unión del tubo corto superior, comprendiendo el procedimiento las siguientes etapas:
el miembro (50) alargado se corta en una ubicación (86) por debajo de la soldadura (78) del tubo corto superior para separar una parte (76) superior del miembro (50) alargado de una parte (92) inferior del miembro (50)
alargado, teniendo la parte (92) inferior un extremo (94) superior y un extremo inferior; la parte (92) inferior no se retira sino que permanece en su lugar; el miembro de la parte (92) inferior se reimplanta en una ubicación diferente en la abertura (52) de la cúpula del cabezal inferior a la ubicación donde el miembro (50) alargado se cortó con una soldadura de reimplantación que se forma entre una pared lateral (54) de una abertura (52) de la cúpula del cabezal inferior y el extremo (94)
superior, formando la aplicación de la soldadura de reimplantación una zona (99) afectada por el calor; y se aplica un material (89) resistente a la corrosión en la zona (99) afectada por el calor.
2. El procedimiento de la reivindicación 1, en el que la etapa de reimplantación se realiza sin volver a unir el miembro de la parte inferior a la parte (76) superior del miembro (50) alargado.
3. El procedimiento de la reivindicación 1, en el que la etapa de aplicación incluye adicionalmente un revestimiento 25 (89) resistente a la corrosión para la zona (99) afectada por el calor.
Patentes similares o relacionadas:
Sistemas y métodos para la retirada e instalación de un conjunto de tubo seco de un reactor nuclear, del 25 de Marzo de 2020, de GE-HITACHI NUCLEAR ENERGY AMERICAS LLC: Un sistema de herramienta para manejar un tubo seco dentro de un reactor nuclear que incluye una pluralidad de conjuntos combustibles dispuestos bajo una guía […]
Conjunto de intervención en la superficie externa de un tubo y procedimiento correspondiente, del 27 de Noviembre de 2019, de FRAMATOME: Conjunto previsto para realizar unas intervenciones sobre una superficie externa de un tubo de un reactor nuclear, comprendiendo el […]
Procedimiento de evaluación del colmatado de un intercambiador térmico, del 20 de Noviembre de 2019, de ELECTRICITE DE FRANCE: Procedimiento de evaluación del colmatado de pasos de una placa separadora de un intercambiador térmico de tubos , estando dichos pasos (12a, […]
Abrazadera de pasador de soporte final de rociador de agua de alimentación de BWR, del 6 de Noviembre de 2019, de FRAMATOME INC: Un conjunto que comprende: un conjunto final de rociador de reactor de agua en ebullición que incluye un soporte y un pasador de rociador configurado para […]
Procedimiento integrado para analizar cristales en depósitos, del 24 de Octubre de 2019, de FRAMATOME INC: Un procedimiento para analizar cristales en un depósito en una superficie de una superficie de calentamiento de central de generación nuclear, […]
Procedimiento de modelado de generador de vapor y procesamiento de datos de tubo de generador de vapor de central nuclear, del 28 de Agosto de 2019, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un procedimiento de evaluación no destructiva de una condición actual de varios tubos de un generador de vapor de una central nuclear, comprendiendo el procedimiento: […]
 Sonda de inspección de corriente parásita, del 31 de Julio de 2019, de WESTINGHOUSE ELECTRIC COMPANY LLC: Una sonda de inspección de sensor no destructiva alargada que tiene un eje central que corre a lo largo de la dimensión alargada de la sonda, para examinar no destructivamente […]
Sonda de inspección de corriente parásita, del 31 de Julio de 2019, de WESTINGHOUSE ELECTRIC COMPANY LLC: Una sonda de inspección de sensor no destructiva alargada que tiene un eje central que corre a lo largo de la dimensión alargada de la sonda, para examinar no destructivamente […]
Dispositivo de inspección de guía superior, del 24 de Junio de 2019, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un dispositivo de inspección para una guía superior de un reactor de agua en ebullición que comprende: un bastidor dimensionado para descansar y […]