PROCEDIMIENTO DE REALIZACIÓN DE UNA RETOMA DE AIRE EN UN RECIPIENTE DE PAREDES MÚLTIPLES.
Procedimiento de realización de una toma de aire en un recipiente (1) de paredes múltiples,
del tipo constituido por una caja externa rígida (2) en el interior de la cual se expone un bolsillo flexible (3) destinado para contener un producto y en unión con un órgano de toma sin retoma de aire, siendo un recipiente tal (1) obtenido en un molde(4) por coextrusión por soplado de una masa de vidrio (5) formada a partir de una 5 capa principal exterior en material plástico relativamente rígido destinado para constituir la caja (2) y una capa secundaria interna en material plástico relativamente flexible destinado para constituir el bolsillo (3) las dichas capas (2,3) no presentan ninguna adhesión entre ellas de manera que se deslamina sin dificultad, después de la creación de una zanahoria (6) en un aparte de la masa de vidrio (5) durante la operación de coextrusión por soplado, luego supresión de la zanahoria (6) así formada y finalmente, creación de una 10 toma de aire (7) entre la capa soplada (3) y la capa rígida (2) de la masa de vidrio (5) siendo la toma de aire (7) obtenida en disposición en el molde(4), en al menos una zona de pinzamiento de la masa de vidrio (5), una reservación (8) destinada a la obtención de una excrecencia (9) de la dicha masa de vidrio (5), siendo la altura de ésta tal que permita a nivel de su extremo una primera operación de cizallamiento a nivel de la zanahoria (6) teniendo por efecto nefasto soldar por aplastamiento en esta zona, las dos paredes de la 15 capa externa (2) a las dos paredes de la capa interna (3) una segunda operación de corte de la excrecencia (9) por intermedio de una herramienta de corte (10,) después de la abertura del molde (4) y toma del recipiente (1) por máscaras de toma, y una tercera operación sucesiva o simultánea a la segunda que consiste en deslaminar las capas (2,3) entre ellas por intermedio de un medio mecánico caracterizado por que la deslaminación para realizar la toma de aire se obtiene únicamente por el ejercicio de un esfuerzo 20 axial (F) sobre la excrecencia (9) o en una zona próxima de éste
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2004/000774.
Solicitante: PROMENS SA.
Nacionalidad solicitante: Francia.
Dirección: 15 ROUTE D'ALEX BELLIGNAT 01115 OYONNAX CEDEX FRANCIA.
Inventor/es: HENNEMANN, PASCAL, LAUTRE,PHILIPPE, MOREL,Sabrina.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Marzo de 2004.
Clasificación Internacional de Patentes:
- B29C49/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › de preformas o parisones multicapas.
- B29C49/48B
Clasificación PCT:
- B05B11/00 B […] › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › Aparatos monobloques manuales en los que la salida de líquido u otro material fluido se produce por el operador en el momento de la utilización.
- B29C49/04 B29C 49/00 […] › Moldeo por extrusión-soplado.
- B29C49/22 B29C 49/00 […] › de preformas o parisones multicapas.
- B29C49/48 B29C 49/00 […] › Moldes.
- B65D83/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Recipientes o paquetes con medios especiales para distribuir su contenido (medios de distribución incorporados a cierres móviles o no permanentemente asegurados al recipiente B65D 47/00; para tiendas, almacenes, oficinas, bares, o similares A47F 1/04; vitrinas o muebles de exposición con sistemas de distribución A47F 3/02; cargadores o depósitos para tornillos o tuercas combinadas con llaves para tuercas, llaves inglesas o destornilladores B25B 23/06; para utilizarlos en unión con la manipulación de hojas, bandas o materiales filamentosas B65H).
Clasificación antigua:
- B05B11/00 B05B […] › Aparatos monobloques manuales en los que la salida de líquido u otro material fluido se produce por el operador en el momento de la utilización.
- B29C49/04 B29C 49/00 […] › Moldeo por extrusión-soplado.
- B29C49/22 B29C 49/00 […] › de preformas o parisones multicapas.
- B29C49/48 B29C 49/00 […] › Moldes.
- B65D83/00 B65D […] › Recipientes o paquetes con medios especiales para distribuir su contenido (medios de distribución incorporados a cierres móviles o no permanentemente asegurados al recipiente B65D 47/00; para tiendas, almacenes, oficinas, bares, o similares A47F 1/04; vitrinas o muebles de exposición con sistemas de distribución A47F 3/02; cargadores o depósitos para tornillos o tuercas combinadas con llaves para tuercas, llaves inglesas o destornilladores B25B 23/06; para utilizarlos en unión con la manipulación de hojas, bandas o materiales filamentosas B65H).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356634_T3.pdf
Fragmento de la descripción:
La presente invención se relaciona con un procedimiento de realización de una retoma de aire en un recipiente de paredes múltiples particularmente destinado para contener un producto líquido o pastoso, como los que se 5 encuentran a menudo en la industria farmacéutica o cosmetológica. Estos recipientes son del tipo constituido por una caja externa rígida, en el interior de la cual se dispone un bolsillo flexible destinado para contener el producto y en unión con un órgano de toma sin retoma de aire, generalmente una bomba. Un tal recipiente se obtiene en un moldeo por un procedimiento de coextrusión por soplado de una masa de vidrio 10 formada de una capa principal exterior en material plástico, relativamente rígida y una capa secundaria interna, en material plástico relativamente flexible. Estas capas no presentan ninguna adhesión entre ellas, de manera que se deslaminan sin dificultad después de la soldura por pinzamiento de una zona de la capa interna, luego supresión del residuo de la masa de vidrio llamada zanahoria así formada durante la utilización del procedimiento de coexstrusión por soplado, y finalmente creación de 15 una retoma de aire dentro de la capa flexible y la capa rígida de la dicha masa de vidrio. Es de hecho, durante el accionamiento del órgano de toma en el bolsillo interior flexible se produce un colapso de este bolsillo dejando la caja exterior rígida intacta. En los recipientes conocidos de este tipo, hay un número de piezas elevadas: el bolsillo formado por la capa interior flexible, la caja exterior rígida, el órgano de toma y una pieza de interfase entre los tres componentes. 20 Una pieza de interfase debe ser entonces estudiada para permitir un buen ensamblaje entre el órgano de toma y el bolsillo formado por la capa fina interna con el fin de dar una suficiente buena rigidez a la contera del dicho bolsillo y permitir un cierre y una hermeticidad necesaria para que no haya falta de hermeticidad al nivel de la contera. Un ensamblaje así como las soldaduras entre el bolsillo y la pieza de interfase intermedia son entonces necesarias, lo que induce un coste suplementario. 25 Es igualmente conocido la creación de un órgano de toma no autorizando la retoma de aire del bolsillo formado por la capa fina interna. Es igualmente conocido la creación de un medio de retoma de aire entre la caja exterior rígida y el bolsillo formado por la capa fina interna. Durante la toma y el colapso del bolsillo formado por la capa fina interna, una depresión se crea entre la capa 30 exterior rígida y el bolsillo formado por la capa fina interna. Esta depresión corre el riesgo de provocar el colapso del bolsillo exterior rígido. Para remediar este problema, se conoce la creación de un orificio ya sea en la pieza de interfase, sea en el bolsillo exterior rígido con el fin de que el aire exterior pase por este agujero y compense la depresión. Es también conocido, por la patente DE 9219211, la creación de dos capas en cuestión, es decir, la caja exterior 35 rígida y el bolsillo interior flexible en una sola operación por extrusión de multicapas, pero no deslaminables. Para remediar esto, este documento describe un procedimiento por el cual un aditivo lubricante se introduce en el material. Pero la retoma de aire y el deslaminado se obtienen realizando orificios, lo que constituye una operación mecánica suplementaria. Esta también conocido la creación de dos capas que no se pegan la una a la otra. Las capas deben tener las 40 siguientes propiedades:
- capa exterior rígida,
- capa interior soplada deformada inerte con respecto al contenido,
- utilización de un material intermedio que asegura la deslaminación,
- en el caso dado: una capa de material de barrera acoplado a la capa interior, 45
- en opción: capas de aglomerante o de adhesivo para pegar las capas que no deban deslaminarse.
Igualmente, se conoce la práctica de un orificio que perfore la caja exterior rígida sin perforar el bolsillo formado por la capa fina interna por perforación o fresado, pero hay también un riesgo de perforación y barra o de debilitamiento del bolsillo formado por la capa fina interna. Es por lo cual necesario controlar todas las piezas para verificar su buen estado. En el caso de una perforación poco profunda, la retoma de aire no funciona. 50 En el caso de una perforación demasiado profunda, la capa interna puede ser perforada o al menos ser fragilizada al nivel de la zona de perforado.
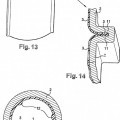
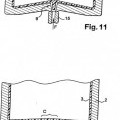
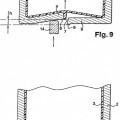
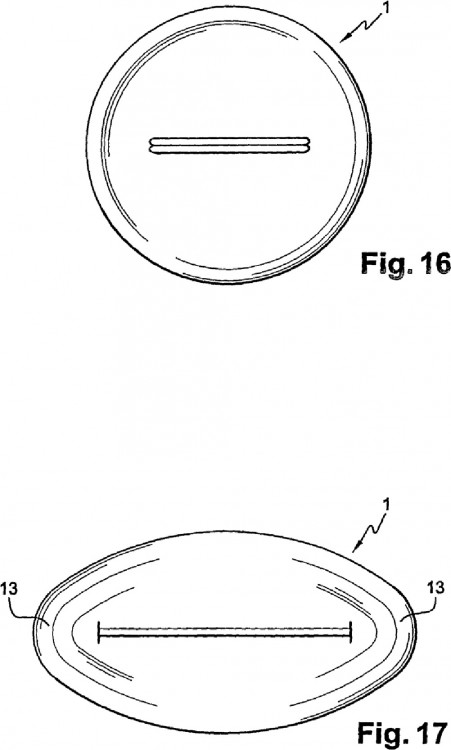
Es igualmente conocida la iniciación de la deslaminación para facilitar la utilización más tarde pero aparecen varios inconvenientes, a saber: variación del volumen del bolsillo formado por la capa fina interna; zona del orificio de aire que cambia la capacidad; retoma compleja (aspirar el bolsillo formado por la capa fina interna luego el resoplado), disminución de la estética debido al arrugamiento de la zona del bolsillo formado por la capa fina interna deslaminada. 5 El arte anterior está igualmente constituido por la patente estadounidense US 2001/0032853 y la patente EP 0182094. Pero tanto en uno como en otro de los casos, el deslaminado de las capas en presencia necesita una acción mecánica para iniciar el desprendimiento de los materiales que las constituyen. El orificio de retoma de aire necesita la realización de una deformación permanente o no permanente por medios mecánicos. La presente invención tiene por objetivo remediar estos inconvenientes y relacionarlos con este efecto, un 10 procedimiento de realización de una retoma de aire tal como se define en la reivindicación 1. Esta descripción dada a titulo de ejemplo no limitante, será mejor comprendida como la invención puede ser realizada en referencia a los dibujos anexos sobre los cuales: La figura 1 representa una vista en corte de un molde en dos partes de una masa de vidrio, antes del cierre del molde. 15 La figura 2 representa un molde según la figura 1 después del cierre de sus dos semicascarones y pinzamiento de la masa de vidrio en su parte inferior. La figura 3 representa un molde según la figura 2 después de una operación de coextrusión de soplado de la masa de vidrio en el molde. La figura 4 representa una vista en corte según las figuras precedentes de un contenido extraído del molde después 20 de la toma de muestra, según las figuras 1 y 3. Las figuras 5 a 7 representan las fases sucesivas de seccionamiento de la excrecencia del contenido, obtenido por moldeo en la parte inferior y del deslaminado de la excrecencia por tracción vertical por intermedio de una tenaza. La figura 8 es una vista en escala agrandada de la zona A de la figura 7. Las figuras 9 y 10 representan fases sucesivas de iniciación de una deslaminación según un segundo ejemplo de 25 realización. Las figuras 11 y 12 representan las fases sucesivas de iniciación de una deslaminación según un tercer ejemplo de realización. La figura 13 es una vista en perspectiva que muestra una realización particular de los semicascarones del molde en vista de crear pinzamientos longitudinales de la masa de vidrio. 30 La figura 14 es una vista en escala agrandada del detalle B de la figura 13. La figura 15 es una vista en corte trasversal de una masa de vidrio en donde el bolsillo flexible comprende nervaduras longitudinales internas. La figura 16 representa el fondo externo de un contenedor circular. La figura 17 es una vista del fondo de un contenedor globalmente oval. 35 El recipiente de paredes múltiples es del tipo constituido por una caja externa rígida 2 en el interior de la cual se expone un bolsillo flexible 3 destinado para contener un producto y en unión con un órgano de toma sin retoma de aire (no representado), siendo un tal recipiente obtenido en un molde 4 por coextrusión por soplado de una masa de vidrio 5 formada de una capa principal exterior en material plástico relativamente rígido destinado para constituir la caja 2 y una capa secundaria interna en material plástico relativamente flexible destinado para constituir el bolsillo 3, 40 las dichas capas 2, 3 no presentan ninguna adhesión entre ellas de manera que se deslaminan sin dificultad después de la creación de una zanahoria en una parte de la masa de vidrio durante la operación de coextrusión por soplado, luego supresión de la zanahoria 6 así formada y finalmente, creación de una retoma de aire 7 entre la capa soplada 3 y la capa rígida 2 de la masa de vidrio 5. Según la invención, la retoma de aire 7 se obtiene disponiendo en el molde 4 al menos una zona de pinzamiento de 45 la masa de vidrio 5 una reservación 8 destinada para la obtención de una excrecencia nueve de la dicha masa de vidrio 5, siendo la altura de ésta tal que permita alnivel de su extremo:
- una primera operación de cizallamiento al nivel de la zanahoria 6 formada durante... [Seguir leyendo]
Reivindicaciones:
REINVIDICACIONES
1. Procedimiento de realización de una toma de aire en un recipiente (1) de paredes múltiples, del tipo constituido por una caja externa rígida (2) en el interior de la cual se expone un bolsillo flexible (3) destinado para contener un producto y en unión con un órgano de toma sin retoma de aire, siendo un recipiente tal (1) obtenido en un molde(4) por coextrusión por soplado de una masa de vidrio (5) formada a partir de una 5 capa principal exterior en material plástico relativamente rígido destinado para constituir la caja (2) y una capa secundaria interna en material plástico relativamente flexible destinado para constituir el bolsillo (3) las dichas capas (2,3) no presentan ninguna adhesión entre ellas de manera que se deslamina sin dificultad, después de la creación de una zanahoria (6) en un aparte de la masa de vidrio (5) durante la operación de coextrusión por soplado, luego supresión de la zanahoria (6) así formada y finalmente, creación de una 10 toma de aire (7) entre la capa soplada (3) y la capa rígida (2) de la masa de vidrio (5) siendo la toma de aire (7) obtenida en disposición en el molde(4), en al menos una zona de pinzamiento de la masa de vidrio (5), una reservación (8) destinada a la obtención de una excrecencia (9) de la dicha masa de vidrio (5), siendo la altura de ésta tal que permita a nivel de su extremo una primera operación de cizallamiento a nivel de la zanahoria (6) teniendo por efecto nefasto soldar por aplastamiento en esta zona, las dos paredes de la 15 capa externa (2) a las dos paredes de la capa interna (3) una segunda operación de corte de la excrecencia (9) por intermedio de una herramienta de corte (10,) después de la abertura del molde (4) y toma del recipiente (1) por máscaras de toma, y una tercera operación sucesiva o simultánea a la segunda que consiste en deslaminar las capas (2,3) entre ellas por intermedio de un medio mecánico caracterizado por que la deslaminación para realizar la toma de aire se obtiene únicamente por el ejercicio de un esfuerzo 20 axial (F) sobre la excrecencia (9) o en una zona próxima de éste.
2. Procedimiento según la reivindicación 1, caracterizado porque la primera operación de cizallamiento se efectúa por cortes (8) integrados al molde (4).
3. Procedimiento según una de las reivindicaciones 1 o 2, caracterizado porque la segunda operación de corte se efectúa por una herramienta de corte automatizada o automatizable constituida por una tenaza (10). 25
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la tercera operación de iniciación de la deslaminación se efectúa por intermedio de una herramienta de corte automatizada o automatizable constituida por una tenaza (10) pinzando la excrecencia (9), tirándola en el sentido axial y prácticamente a continuación la segunda operación de corte.
5. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la tercera operación de 30 iniciación de la deslaminación se efectúa por deformación de una parte (a) de la zona limítrofe de la excrecencia (9) por intermedio de un peón (14) localizado en el molde (4) o durante la toma de muestras que provocan una diferencia de altura (h) con otra parte (b) de las zona limítrofe de la excrecencia (9).
6. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la tercera operación de iniciación de la deslaminación se efectúa por deformación de una parte (c) de la zona que rodea la 35 excrecencia (9) por intermedio de una primera caña de soplado (15)que tiende a separar las 2 paredes (2,3) soplando el aire bajo presión que se infiltra entre la caja externa (2) y el bolsillo flexible interno (3).
7. Procedimiento según la reivindicación 6, caracterizado porque, sucesivamente en la tercera operación de iniciación de la deslaminación, llega una segunda caña de soplado, a nivel de la contera superior del recipiente (1) adaptado para recibir el órgano de toma, soplado del aire bajo presión para verificar la 40 hermeticidad del bolsillo flexible interno (3) y permite llegar a depositarse contra la caja externa (2) para que retome su forma y su capacidad iniciales.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque la excrecencia (9) se realiza en la parte baja del recipiente (1).
9. Procedimiento según las reivindicaciones 1 a 8, caracterizado porque, de manera que mejore la 45 deslaminación, los agentes son añadidos en al menos uno de los dos materiales constitutivos del recipiente (1).
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque el molde (4), constituido de 2 semicuerpos (4A, 4B), comprende en su plano de unión dos extensiones longitudinales (11) realizadas en una altura predeterminada, de manera que permita un pinzamiento en la capa interna flexible (3) en la capa 50 externa rígida (2), impidiendo la deslaminación de la primera con respecto de la segunda en esta zona y constriñendo así, durante el uso del recipiente (1), una deslaminación del bolsillo flexible (3) con respecto a la caja rígida (2) en un sentido perpendicular al dicho plano de unión.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque la masa de vidrio (5) comprende al menos una nervadura (12) realizada longitudinalmente en la periferia interna del bolsillo 55
flexible (3), de manera que facilite el vaciado de éste apremiandolo a retraerse alrededor de un eje central que corresponde al del órgano de toma y consecuentemente a colapsarse según las zonas de plegado preferenciales y facilitar así el vaciado del bolsillo (3) en utilización.
12. Procedimientos según una de las reivindicaciones 1 a 11, caracterizado porque el fondo del molde (4) se bombea hacia el exterior y comprende al menos 2 apéndices diametralmente opuestos destinados para 5 formar contactos de apoyo (13) del recipiente (1), con miras a asegurar la estabilidad de éste a pesar de su fondo abombado.
13. Procedimiento según una de la reivindicaciones 1 a 12, caracterizado porque el material constitutivo de la caja rígida externa (2) se hace poroso por intermedio de cargas o de aditivos añadidos al materia, de manera que mejore la continuación de la deslaminación sobre las paredes del recipiente (1) permitiendo al 10 aire exterior insertarse mas fácilmente entre sus dos capas (2,3) que le constituyen.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
ARTÍCULO DE ENVASADO, del 14 de Mayo de 2020, de UROLA, S.COOP.: Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada […]
 Procedimiento para la prueba de estanqueidad de una bolsa en el espacio interior de un recipiente, del 30 de Octubre de 2019, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Procedimiento para la prueba de estanqueidad de una bolsa prevista en un recipiente con una instalación , donde la instalación presenta una cámara […]
Procedimiento para la prueba de estanqueidad de una bolsa en el espacio interior de un recipiente, del 30 de Octubre de 2019, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Procedimiento para la prueba de estanqueidad de una bolsa prevista en un recipiente con una instalación , donde la instalación presenta una cámara […]
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo, del 2 de Octubre de 2019, de Anheuser-Busch InBev S.A: Un contenedor con bolsa interior moldeado por soplado de forma integral que tiene una región de cuello y una boca adecuada para dispensar un líquido […]
Tubo moldeado por extrusión y soplado y procedimiento, del 9 de Enero de 2019, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Tubo moldeado por extrusión y soplado, tratándose de un tubo llenado o que puede llenarse a través de su extremo posterior, cuyo cuerpo, hombro […]
Parisón extrudida de PET y recipiente fabricado, del 15 de Noviembre de 2018, de PLASTIPAK PACKAGING, INC.: Un parisón de PET extruido que incluye: - un primer polímero extruido que consiste de PET; y - un segundo polímero extruido que consiste de PET; - en el que el primer […]
Un proceso para la producción de un recipiente moldeado por soplado con un excelente carácter deslizante en relación con los contenidos fluidos, del 26 de Octubre de 2018, de Toyo Seikan Group Holdings, Ltd: Un proceso para la producción de un recipiente [10] formado por soplado que tiene una capa [3] líquida formada en una cantidad de no más de […]