PROCEDIMIENTO DE REALIZACIÓN DE UN REFUERZO PARA MATERIAL COMPUESTO CON PERFIL DE RESISTENCIA VARIABLE, REFUERZO OBTENIDO.
Procedimiento de realización de un refuerzo (10) para material compuesto que comprende por lo menos dos napas (12,
14) destinadas a ser embebidas en una matriz polímera, caracterizado porque por lo menos una (14) de la napas está constituida por hilos (16) continuos en una dirección principal F, y porque se disponen estos hilos con una separación variable a lo largo de esta dirección principal F.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2006/001356.
Solicitante: SAERTEX FRANCE.
Nacionalidad solicitante: Francia.
Dirección: PARC D'ACTIVITÉS D'ARANDON 38510 ARANDON FRANCIA.
Inventor/es: KLETHI, THIERRY, WAGENER,Gert.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › orientadas en una sola dirección, p. ej. mechas u otras fibras paralelas.
PDF original: ES-2375737_T3.pdf
Fragmento de la descripción:
Procedimiento de realización de un refuerzo para material compuesto con perfil de resistencia variable, refuerzo obtenido.
La presente invención se refiere a un procedimiento de realización de un refuerzo para material compuesto con perfil de resistencia variable. La invención se refiere asimismo al refuerzo obtenido y al producto compuesto que incluye por lo menos un refuerzo obtenido mediante la realización del procedimiento.
Se conoce el principio general de los materiales compuestos utilizados cada vez más en todos los campos, ya se trate de productos para el deporte, de productos en el campo náutico o de los vehículos por citar solo algunos ejemplos.
Este principio general consiste en incluir en una matriz de polímero un refuerzo. Este refuerzo sirve para conferir al material compuesto la parte esencial de su resistencia mecánica. Estos refuerzos son generalmente unas fibras de material natural pero más generalmente sintéticos y muy comúnmente unas fibras de vidrio.
En función de los diámetros de las fibras, de sus longitudes, de su naturaleza, en función de las disposiciones internas de las napas de fibras tejidas, no tejidas, cosidas, pegadas o soldadas, en función de sus disposiciones, de las naturalezas de los polímeros que constituyen la matriz, se obtiene una combinación infinita de realizaciones en función de las necesidades y de las aplicaciones.
En función de las necesidades, se puede estar obligado a necesitar reforzar una zona más que otra.
En este caso, es conocido disponer en esta zona una pieza de refuerzo, si es necesario recortada en función de perfil de la zona que está superpuesta al refuerzo continuo de la pieza.
Esto evita disponer un refuerzo continuo de gran resistencia sobre toda la superficie mientras que solamente una zona delimitada necesita una resistencia importante. Existe otro problema que actualmente no está resuelto y que el procedimiento según la presente invención se propone solucionar.
En efecto, se toma como ejemplo la realización de una plancha de esquí o de snowboard, siendo esto totalmente ilustrativo y en modo alguno limitativo como aplicación, se constata de manera general que está prevista una superposición de capas de refuerzos embebidos en una matriz de resina o de polímero termoplástico.
El producto en bruto una vez obtenido se recorta y después sufre unos acabados.
Durante la etapa de realización de la plancha en bruto, los refuerzos se superponen y la resistencia es idéntica en toda la longitud y corresponde por lo menos a la resistencia más elevada necesaria para conocer la zona más solicitada de dicha plancha.
Es posible disponer unas capas suplementarias de refuerzo en el centro de la plancha en la zona más solicitada. Se comprende que hay varios inconvenientes en esta solución.
En primer lugar se crea un sobreespesor en la zona que comprende el refuerzo.
Además, la plancha obtenida no presenta unas características óptimas puesto que la transición de la zona no reforzada a la zona reforzada no es buena.
La resistencia general de la plancha está asimismo perturbada puesto que no existe continuidad de un extremo al otro de las fibras. La progresividad de las deformaciones bajo tensiones sobre la longitud ya no está asegurada y la curvatura ya no es homogénea.
Económicamente, se constatan también los inconvenientes que se desprenden de lo anterior. En el caso en que el refuerzo se prolonga inútilmente en toda la longitud, el fabricante pierde no solamente la parte del refuerzo inútil en la plancha acabada sino también el refuerzo inútil de la parte recortada y considerada como un desecho.
El procedimiento de la técnica anterior conduce asimismo a generar más reciclaje de desechos.
El procedimiento según la presente invención permite evitar estos problemas proponiendo utilizar unas fibras continuas en la dirección principal de solicitación pero con una resistencia reforzada en por lo menos una zona por una repartición diferente.
La invención según la presente invención se describirá a continuación según un modo de realización particular, no limitativo, estando este modo de realización ilustrado por un ejemplo particular, no limitativo, siendo dicho ejemplo el objeto de los planos adjuntos, que representan:
- la figura 1A, una vista por encima de un refuerzo simple obtenido mediante el procedimiento según la presente invención,
- las figuras 1B y 1C dos secciones transversales del refuerzo de la figura 1A respectivamente según las líneas 1B1B y 1C-1C,
- figuras 2A y 2B, dos vistas en sección transversal de un refuerzo más complejo obtenido mediante el mismo procedimiento, según las líneas de corte idénticas a las de la figura 1A,
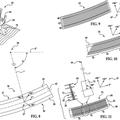
- figuras 3A y 3B, dos vistas de un primer medio de pivotamiento para permitir la realización del procedimiento con el fin de obtener un refuerzo simple,
- figuras 3C y 3D, dos vistas complementarias de la parte superior para facilitar la lectura de las figuras 3A y 3B,
- figuras 4A y 4B, dos vistas de un segundo modo de realización con traslación para permitir la realización del procedimiento con el fin de obtener un refuerzo simple,
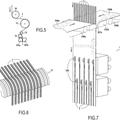
- figuras 5A y 5B, dos vistas de un tercer modo de realización con despliegue para permitir la realización del procedimiento con el fin de obtener un refuerzo simple, y
- figura 6, una vista esquemática ilustrativa de una plancha de snowboard obtenida a partir del refuerzo obtenido según el procedimiento de la invención.
El procedimiento según la presente invención se describirá ahora con mayor detalle en un primer tiempo haciendo referencia a las figuras.
En la figura 1A, se ha representado un refuerzo 10 compuesto por una primera napa 12 por ejemplo de no tejido de fibras de vidrio sobre la cara superior de la cual está prevista una segunda napa 14.
La segunda napa 14 está constituida por hilos 16 continuos, orientados en el sentido longitudinal, en el caso presente, indicado por la flecha F.
El procedimiento trabaja en continuo y permite reproducir unos módulos 18, por ejemplo para la realización de una plancha de snowboard.
Cada módulo comprende tres zonas principales P1, P2 y P3 no comprendidas las zonas de transición T.
En la primera zona P1 por ejemplo, los hilos 16 de refuerzo son continuos, están dispuestos paralelamente a la dirección longitudinal F, y separados unos de los otros.
A continuación, la zona siguiente principal P2 es una zona en la que la separación de los hilos 16 de refuerzo está modificada y, en el ejemplo, esta separación está disminuida.
Entre estas dos zonas, está prevista una zona T de transición puesto que los hilos son continuos.
A la salida de la zona P2 central, se encuentra de nuevo en esta aplicación para una plancha de snowboard, una zona de transición T para volver a la zona P3 con unas separaciones de hilos 16 de refuerzo, idénticas a las de la zona P1.
En la aplicación considerada, la disposición presenta una simetría total sin que se haya considerado como una obligación.
Estos hilos de refuerzo previstos para ser aplicados sobre una base, en el caso representado, la napa 12, deben ser fijados para que las separaciones se mantengan hasta que el refuerzo se encuentre aplicado y embebido en la matriz polímera. Con este fin, es posible recurrir a todos los medios de fijación tales como pegado o costuras por ejemplo.
Las vistas en sección muestran la superposición de las dos napas 12 y 14.
Se observa que en la zona P2, representada en la figura 1C, los hilos están aproximados. Se entiende que las figuras son esquemáticas y que, según los productos, los hilos se encuentran aplanados, en particular en caso de costuras.
En las figuras 1, se ha representado también una tercera capa 20 en la parte inferior, bajo la primera capa 12 que es una capa de acabado, por ejemplo un velo.
El procedimiento conduce a la obtención de un producto que está representado en la figura 6. Se observa que una vez que uno o varios refuerzos están embebidos en una resina polímera y que se ha obtenido la reticulación, el producto está generalmente preparado para el recorte.
En el caso representado, se trata de una plancha de snowboard, y el recorte está representado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de realización de un refuerzo (10) para material compuesto que comprende por lo menos dos napas (12, 14) destinadas a ser embebidas en una matriz polímera, caracterizado porque por lo menos una (14) de la napas está constituida por hilos (16) continuos en una dirección principal F, y porque se disponen estos hilos con una separación variable a lo largo de esta dirección principal F.
2. Procedimiento de realización de un refuerzo (10) según la reivindicación 1, caracterizado porque los hilos (16) de una (14) por lo menos de las napas están solidarizados a por lo menos otra napa. 10
3. Procedimiento de realización de un refuerzo (10) según la reivindicación 1 ó 2, caracterizado porque los hilos están solidarizados por pegado o costura.
4. Procedimiento de realización de un refuerzo (10) según cualquiera de las reivindicaciones anteriores, 15 caracterizado porque comprende varias napas (14, 14') de hilos (16, 16') con separaciones variables.
5. Dispositivo de realización del procedimiento según las reivindicaciones 1 a 4, que comprende un transportador (22) sobre el cual está posicionada por lo menos una napa (12) , unos medios (24) de repartición con separación variable para depositar la napa (14) constituida por los hilos (16) , caracterizado porque estos medios (24) de repartición con separación variable comprenden una guía horizontal (26) apta para adoptar una posición transversal a la dirección principal F, provista de pasos (28) independientes entre sí, siendo dicha guía apta para adoptar diferentes posiciones angulares de manera que haga variar las separaciones entre los hilos (16) .
6. Dispositivo de realización del procedimiento según las reivindicaciones 1 a 4, que comprende un transportador (22) sobre el cual está posicionada por lo menos una napa (12) unos medios (24) de repartición con separación variable para depositar la napa (14) constituida por los hilos (16) , caracterizado porque estos medios (24) de repartición con separación variable comprende una guía (26-1) que comprende unas separaciones con unas paredes inclinadas, unos medios de suministro de los hilos (16) , siendo dicha guía y los medios de entrega móviles uno con respecto al otro.
7. Dispositivo de realización del procedimiento según las reivindicaciones 1 a 4, que comprende un transportador (22) sobre el cual está posicionada por lo menos una napa (12) , unos medios (24) de repartición con separación variable para depositar la napa (14) constituida por los hilos (16) , caracterizado porque estos medios (24) de repartición con separación variable comprenden un soporte (34) con ramas (36) articuladas aptas para adoptar diferentes posiciones que provocan unas separaciones diferentes según que dichas ramas estén separadas o juntadas.
Patentes similares o relacionadas:
Proceso para producir una base de lámina preimpregnada de composite, base en forma de capas y plástico reforzado con fibra, del 15 de Julio de 2020, de TORAY INDUSTRIES, INC.: Un método de producción de una base (a) de lámina preimpregnada de composite que comprende una base (a´) de lámina preimpregnada de una lámina de […]
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
 Proceso para producir base de fibra de refuerzo de forma curva, del 31 de Enero de 2020, de TORAY INDUSTRIES, INC.: Procedimiento de producción de un producto curvo en capas de fibras de refuerzo por superposición de una pluralidad de capas de fibras […]
Proceso para producir base de fibra de refuerzo de forma curva, del 31 de Enero de 2020, de TORAY INDUSTRIES, INC.: Procedimiento de producción de un producto curvo en capas de fibras de refuerzo por superposición de una pluralidad de capas de fibras […]
Cuerpo de perfil aerodinámico con cubierta del larguero curvada integral, del 25 de Diciembre de 2019, de Airbus Operations Limited: Un cuerpo en forma de perfil aerodinámico que comprende una pluralidad de largueros longitudinales que definen cada uno una dirección longitudinal, […]
 Procedimiento de fabricación de una cinta de filamentos de anchura constante para la realización de piezas compuestas por procedimiento directo y cinta correspondiente, del 25 de Diciembre de 2019, de HEXCEL REINFORCEMENTS: Procedimiento de preparación de una cinta de hilos o filamentos de refuerzo asociada sobre cada una de sus caras a un aglutinante polimérico que es un no tejido o […]
Procedimiento de fabricación de una cinta de filamentos de anchura constante para la realización de piezas compuestas por procedimiento directo y cinta correspondiente, del 25 de Diciembre de 2019, de HEXCEL REINFORCEMENTS: Procedimiento de preparación de una cinta de hilos o filamentos de refuerzo asociada sobre cada una de sus caras a un aglutinante polimérico que es un no tejido o […]
Telas unidireccionales sin trama reforzadas con fibra, del 30 de Octubre de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Tela unidireccional sin trama que comprende: una pluralidad de haces de fibra de vidrio de refuerzo sustancialmente paralelos, dichos haces de fibra […]
Placa laminada compuesta que tiene un ángulo de lámina cruzada reducido, del 2 de Octubre de 2019, de THE BOEING COMPANY: Una placa laminada compuesta que comprende una primera pluralidad de capas de fibras de refuerzo para resistencia longitudinal con respecto […]
 Método para producir estructuras de material compuesto contorneadas, del 28 de Agosto de 2019, de THE BOEING COMPANY: Un método de fabricación de una estructura de material compuesto contorneada que tiene un eje de curvatura y al menos una pata curvada, […]
Método para producir estructuras de material compuesto contorneadas, del 28 de Agosto de 2019, de THE BOEING COMPANY: Un método de fabricación de una estructura de material compuesto contorneada que tiene un eje de curvatura y al menos una pata curvada, […]