Procedimiento y reactor para el tratamiento anaerobio de aguas residuales mediante un USAB.
Procedimiento para el tratamiento anaerobio de aguas residuales mediante un manto de lodo anaerobio de flujoascendente UASB (Upflow Anaerobic Sludge Blanket) en un reactor,
en el que una parte de la biomasa (8) presente comolodo o lechada granulada se pone en circulación, mediante separación por flotación del agua del reactor (7), la biomasa(8) y el biogás (9) en un primer separador (33), mezcla del biogás (9) y la biomasa (8) en una mixtura después de la salidadel primer separador (33), separación del agua del reactor (7) y el biogás (9) en un segundo separador (35) dispuestoverticalmente sobre el primer separador (33), transporte de la biomixtura y del biogás (9) separado en el segundoseparador (35) a un separador de gas (6), separación del biogás en el separador de gas (6) con liberación de la biomasa(8), y reconducción de la biomasa (8) liberada hasta por debajo del manto de lodo UASB.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/010066.
Solicitante: AQUATYX WASSERTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Jahnstrasse 36 88214 Ravensburg ALEMANIA.
Inventor/es: KNORLE,ULRICH, WIDAK,KLAUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C02F3/28 QUIMICA; METALURGIA. › C02 TRATAMIENTO DEL AGUA, AGUA RESIDUAL, DE ALCANTARILLA O FANGOS. › C02F TRATAMIENTO DEL AGUA, AGUA RESIDUAL, DE ALCANTARILLA O FANGOS (procedimientos para transformar las sustancias químicas nocivas en inocuas o menos perjudiciales, efectuando un cambio químico en las sustancias A62D 3/00; separación, tanques de sedimentación o dispositivos de filtro B01D; disposiciones relativas a las instalaciones para el tratamiento del agua, agua residual o de alcantarilla en los buques, p. ej. para producir agua dulce, B63J; adición al agua de sustancias para impedir la corrosión C23F; tratamiento de líquidos contaminados por radiactividad G21F 9/04). › C02F 3/00 Tratamiento biológico del agua, agua residual o de alcantarilla. › Procedimientos de digestión anaerobios.
- C12M1/107 C […] › C12 BIOQUIMICA; CERVEZA; BEBIDAS ALCOHOLICAS; VINO; VINAGRE; MICROBIOLOGIA; ENZIMOLOGIA; TECNICAS DE MUTACION O DE GENETICA. › C12M EQUIPOS PARA ENZIMOLOGIA O MICROBIOLOGIA (instalaciones para la fermentación de estiércoles A01C 3/02; conservación de partes vivas de cuerpos humanos o animales A01N 1/02; aparatos de cervecería C12C; equipos para la fermentación del vino C12G; aparatos para preparar el vinagre C12J 1/10). › C12M 1/00 Equipos para enzimología o microbiología. › con medios para recoger los gases de fermentación, p. ej. metano (producción de metano por tratamiento anaerobio de lodos C02F 11/04).
PDF original: ES-2399106_T3.pdf
Fragmento de la descripción:
Procedimiento y reactor para el tratamiento anaerobio de aguas residuales mediante un USAB.
La invención se refiere a un procedimiento y un reactor para el tratamiento anaerobio de aguas residuales mediante un manto de lodo anaerobio de flujo ascendente (Upflow Anaerobic Sludge Blanket = UASB) en un reactor, mediante separación por flotación del agua del reactor, la biomasa y el biogás en un primer separador, separación del agua del reactor y el biogás en un segundo separador dispuesto por encima del primer separador, poniéndose en circulación una parte de la biomasa presente como lodo o lechada granulada en el interior del reactor.
El procedimiento UASB se usa preferiblemente para el tratamiento de aguas residuales que están cargadas con contaminantes orgánicas, estando presentes las contaminantes en forma disuelta o no disuelta. El Anaerobic Sludge Blanket o manto de lodo anaerobio contiene diferentes especies de baterías, de las que algunas convierten en primer lugar las contaminantes orgánicas no disueltas parcialmente en sustancias solubles en agua – principalmente ácidos grasos orgánicos – y las hidrolizan. A continuación de ello las sustancias disueltas se transforman en biogás mediante los microorganismos anaerobios contenidos en el manto de lodo y así se limpia el agua residual. El biogás es una mezcla de gases a partir de los componentes metano y dióxido de carbono, así como sulfuro de hidrógeno) y otros gases traza. Si ahora se presupone que está disponible suficiente biomasa para la descomposición de las sustancias contenidas en el agua, se deduce el tiempo de estancia óptimo hidráulico para el agua a limpiar en el reactor desde el grado de contaminantes, expresado por ejemplo como demanda química de oxígeno (CSB) , y al grado de limpieza deseado. Se conoce que bajo condiciones favorables se pueden conseguir grados de limpieza de más del 90% con tiempos de estancia hidráulica en el rango de pocas horas.
No obstante, luego se pueden obtener rendimientos elevados de forma duradera si se consigue mantener una cantidad suficientemente grande de biomasa de forma duradera en el reactor o lograr un crecimiento de la biomasa. La tasa de crecimiento de la biomasa anaerobia se sitúa en el rango de aproximadamente 0, 05 • d-1 y por consiguiente es menor en comparación con la biomasa aerobia en aproximadamente un orden de magnitud. Se puede garantizar que en el reactor se forma nuevamente al menos la misma biomasa que la que se vierte constantemente. En el caso más desfavorable de una circulación hidráulica elevada con una baja concentración CSB se produce un elevado riesgo de un vertido de la biomasa del reactor, ya que la tasa de formación para la nueva biomasa depende también del substrato disponible o el CSB del agua residual suministrada. De este modo se puede ver que la retención de biomasa efectiva tiene una importancia decisiva en referencia al rendimiento de un reactor anaerobio.
En reactores anaerobios conocidos debido a la producción intensiva de biogás aparecen velocidades del flujo ascendente de varios m/h. Si los microorganismos no están fijados mediante cultivo especial en soportes especiales, la elevada velocidad del flujo ascendente provoca una selección de especies que forman cuerpos agregados naturales. Este proceso de selección se basa en que las especies que no forman cuerpos agregados son más ligeras, por ello cada vez más se vierten fuera del reactor y finalmente se expulsan por las especies agregantes. Este proceso de selección se extiende durante intervalos de tiempo de varios meses hasta algunos años y conducen a la formación de una forma de lodo especial que se designa comúnmente como lodo granulado o también “lodo de pellets”. Estos “pellets” tienen una velocidad de sedimentación en el agua de 50 a 150 m/h, mientras que los flóculos de lodo bajan con aproximadamente 1 m/h.
Los pellets de lodo están presentes típicamente como granulado esférico o lenticular con diámetros de aproximadamente 0, 5 a 2 mm. El granulado está hecho en general de un armazón calizo poroso que se forma en el transcurso del proceso de selección. Las bacterias se establecen en este caso no sólo en la superficie del granulado, como por ejemplo en un granulado de soporte macizo cerrado de un reactor de manto fijo, sino que también se pueden encontrar en las superficies interiores del armazón calizo.
Mediante la actuación de los microorganismos se forma el biogás que por un lado asciende como burbujas de gas, por otro lado se adhiere también a la biomasa. Debido al revestimiento parcial del pellet con el biogás disminuye el peso específico del pellet por debajo de la densidad del agua y los pellet ascienden. Los pellets conducidos hacia arriba se capturan mediante colectores de gas dispuestos en los separadores y de nuevo entregan allí el gas poco a poco. El desprendimiento del gas del pellet individual se refuerza mediante la presión hidrostática que desciende hacia arriba en el reactor, de modo que el gas es comprensible y se dilata con presión exterior decreciente. Las burbujas de gas adheridas al pellet se vuelven mayores con presión decreciente. Las fuerzas de fricción y cizallamiento que actúan debido al movimiento de ascensión en el agua tienen por consiguiente una superficie de ataque mayor y se favorece el desprendimiento de las burbujas de gas del pellet. Mediante el desprendimiento del gas del pellet individual aumenta de nuevo el peso específico del pellet de modo que vuelve a caer a la zona inferior del reactor, donde comienza de nuevo el proceso. Mediante la formación y desprendimiento de gas de los pellets se pone en marcha un circuito de flotación y sedimentación.
El transporte de sustancias o la difusión en la superficie de los pellets de lodo tiene un papel decisivo para la
transformación de los contaminantes orgánicos. La intensidad del flujo de difusión de una sustancia determinada es proporcional a sus gradientes de concentración del agua residual respecto a los microorganismos en el pellet de lodo. El último está circundado parcialmente por un revestimiento de biogás adherente. El gradiente de concentración y la difusión son inversamente proporcionales al espesor de este revestimiento de gas adherente. La conversión de compuestos orgánicos y, unido a ello, la eficiencia del procedimiento de limpieza se puede aumentar por consiguiente, desprendiéndose el revestimiento de biogás que se adhiere a los pellets de lodo lo más rápidamente posible. Se conoce suficientemente que el revestimiento de gas que se adhiere a los pellets de lodo se reduce debido a una turbulencia elevada, es decir, mediante gradientes de velocidad elevados. No obstante, en este caso se debe tener en cuenta que los movimientos de circulación demasiado violentos en el reactor y las fuerzas mecánicas de cizallamiento unidas con ello pueden perturbar o impedir de forma persistente el proceso de crecimiento del pellet de lodo. En el caso extremo incluso se puede destruir el frágil granulado. Por lo tanto es deseable un movimiento de circulación o gestión de circulación efectivos de la biomasa con separación de gas suave.
El documento EP 0 170 332 A1 da a conocer un procedimiento y un dispositivo para el tratamiento anaerobio de aguas residuales mediante UASB, en el que se usa un recipiente a cuya zona inferior se conduce el agua residual a limpiar y de cuya zona superior se deriva el agua residual limpiada. En el recipiente están operativos microorganismos anaerobios. Entre la entrada del agua residual y el rebosadero para el agua residual limpiada se encuentran acumuladores de gas apilados unos sobre otros en el recipiente en la forma de colectores, cuya zona superior está conectada con un dispositivo de separación de lodo y gas a través de un conducto. Mediante la actuación de los microorganismos se genera gas que se acumula en el lodo, de modo que éste flota hacia arriba como el así denominado lodo flotante. Este lodo flotante se captura mediante el colector y poco a poco entrega de nuevo su gas, de modo que se vuelve más pesado de nuevo y vuelve a bajar hacia el fondo como el así denominado lodo sedimentado. El gas entregado por los pellets asciende hacia arriba a los conductos junto con las burbujas de gas libres, capturadas por los colectores y arrastra en este caso partículas de lodo flotante y líquido que se separan en la cámara de separación de lodo y gas. El gas se evacúa convenientemente mientras que el líquido arrastrado que también puede contener partículas de lodo llega a un conducto de caída que lo conduce de vuelta al fondo del recipiente. De este modo se debe levantar en remolinos el lodo sedimentado en el fondo, lo que debe conducir a un ahuecado de la zona de lodo en la región del fondo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el tratamiento anaerobio de aguas residuales mediante un manto de lodo anaerobio de flujo ascendente UASB (Upflow Anaerobic Sludge Blanket) en un reactor, en el que una parte de la biomasa (8) presente como lodo o lechada granulada se pone en circulación, mediante separación por flotación del agua del reactor (7) , la biomasa (8) y el biogás (9) en un primer separador (33) , mezcla del biogás (9) y la biomasa (8) en una mixtura después de la salida del primer separador (33) , separación del agua del reactor (7) y el biogás (9) en un segundo separador (35) dispuesto verticalmente sobre el primer separador (33) , transporte de la biomixtura y del biogás (9) separado en el segundo separador (35) a un separador de gas (6) , separación del biogás en el separador de gas (6) con liberación de la biomasa (8) , y reconducción de la biomasa (8) liberada hasta por debajo del manto de lodo UASB.
2. Procedimiento según la reivindicación 1, caracterizado porque el biogás y la biomasa se mezclan de manera hidrostática y/o se arremolinan entre sí por la dinámica del flujo.
3. Procedimiento según la reivindicación 1, caracterizado porque la biomixtura se transporta de manera hidrostática y/o por la dinámica del flujo.
4. Procedimiento según la reivindicación 1, caracterizado porque la biomasa reconducida se mezcla con las aguas residuales.
5. Procedimiento según la reivindicación 1, caracterizado porque la proporción de la biomasa reconducida respecto a la biomasa total en el reactor por día es mayor a 0, 1 • d-1, en particular mayor a 2 • d-1 y especialmente preferido mayor a 10
• d-1.
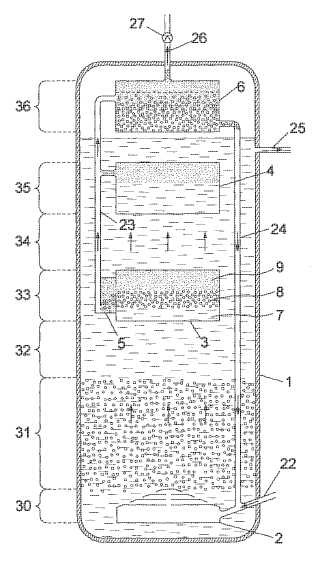
6. Reactor para el tratamiento anaerobio de aguas residuales mediante un manto de lodo anaerobio de flujo ascendente (Upflow Anaerobic Sludge Blanket = UASB) , que comprende un depósito del reactor (1) , un conducto de alimentación (22) para aguas residuales a un mezclador de aguas residuales (2) , un primer y al menos un segundo separador (33, 35) para la separación por flotación del agua del reactor (7) , la biomasa (8) y el biogás (9) , en el que el segundo separador (35) está dispuesto verticalmente sobre el primer separador (33) , cada separador (33, 35) presenta uno o varios colectores de gas (3, 4) y los colectores de gas (3) del primer separador (33) están conectados con uno o varios mezcladores (5) para la mezcla de la biomasa (8) y el biogás (9) dando una biomixtura y los mezcladores (5) y colectores de gas (4) del segundo separador (35) están unidos a través de un conducto de transporte (23) a un separador de gas (6) para la separación de la biomasa (8) y el biogás (9) , un conducto de reconducción (24) para la biomasa (8) del separador de gas (6) al reactor, un conducto de salida (25) para el agua del reactor del depósito del reactor (1) y un conducto de evacuación (26) del separado de gas (6) para el biogás (9) .
7. Reactor según la reivindicación 6, caracterizado porque los mezcladores (5) están unidos al conducto de transporte (23) mediante conductos de conexión separados o mediante conductos colectores.
8. Reactor según la reivindicación 6, caracterizado porque la sección transversal del conducto de transporte (23) es menor en un factor 1 : 60 a 1 : 400 que la sección transversal del depósito del reactor (1) .
9. Reactor según la reivindicación 6, caracterizado porque el conducto de transporte (23) está dispuesto parcialmente o totalmente fuera del depósito del reactor (1) .
10. Reactor según la reivindicación 6, caracterizado porque los mezcladores (5) son cuerpos huecos con una o varias entradas (10) para la biomasa (8) y el biogás (9) , uno o varios pasos (11) y una o varias aberturas de salida (12) , en el que las entradas (10) presentan limitaciones (14, 15) inferiores y superiores y los pasos (11) presentan limitaciones (17) superiores y las limitaciones (17) están dispuestas más profundamente que las limitaciones (15) y más profundamente que las aberturas de salida (12) .
11. Reactor según la reivindicación 10, caracterizado porque las limitaciones (17) superiores de los pasos (11) están dispuestas más profundamente que las limitaciones (14) inferiores de las entradas (10) .
12. Reactor según la reivindicación 11, caracterizado porque cada mezclador (5) está dotado en su lado interior de una o varias cajas de retención (13) , porque las cajas de retención (13) rodean las entradas (10) , porque los lados inferiores de las cajas de retención (13) presentan aberturas (16) y porque las aberturas (16) están dispuestas más profundamente que las limitaciones (14) inferiores de las entradas (10) y más profundamente que las aberturas de salida (12) .
13. Reactor según la reivindicación 11, caracterizado porque las entradas (10) comprenden un primer canal de entrada (20’) para el biogás y un segundo canal de entrada (20’’) para la biomasa, porque los canales de entrada (20’, 20’’) están dispuestos horizontalmente o están inclinados hacia abajo en la dirección del paso (11) y porque el primer canal de entrada (20’) está dispuesto sobre el segundo canal (20’’) .
14. Reactor según las reivindicaciones 10 a 13, caracterizado porque los mezcladores (5) están dotados de aberturas
de mantenimiento (29’) y tapas (29’’) , en el que las tapas (29’’) cierran de forma estanca a gases las aberturas de mantenimiento (29’) .
15. Reactor según las reivindicaciones 10 a 14, caracterizado porque los mezcladores (5) están dispuestos parcialmente o completamente fuera del depósito del reactor (1) .
16. Reactor según las reivindicaciones 10 a 14, caracterizado porque los mezcladores (5) están dispuestos en el interior del depósito del reactor (1) .
17. Reactor según la reivindicación 16, caracterizado porque los mezcladores (5) presentan una o varias aberturas (28) que señalan hacia abajo.
18. Reactor según la reivindicación 6, caracterizado porque los colectores de gas (3, 4) son cuerpos huecos con una pared envolvente poligonal o curvada de manera semicircular en forma de una V invertida o U invertida con una abertura (18) que señala hacia abajo.
19. Reactor según la reivindicación 18, caracterizado porque los colectores de gas (3) están limitados por dos paredes frontales planas, presentando al menos una pared frontal una o varias aberturas de paso (19) para la biomasa (8) y el biogás (9) .
20. Reactor según la reivindicación 19, caracterizado porque las aberturas de paso (19) están dispuestas en la zona superior de la pared frontal por debajo de la cresta de los colectores de gas (3) .
21. Reactor según la reivindicación 18, caracterizado porque los colectores de gas (3) están limitados por paredes frontales planas, conformando los mezcladores (5) al menos una de las limitaciones frontales de los colectores de gas.
22. Reactor según la reivindicación 18, caracterizado porque los colectores de gas (4) están limitados por paredes frontales planas, porque al menos una pared frontal presenta aberturas de paso (21) para el biogás (9) y porque las aberturas de paso (21) están conectadas con el separador de gas (6) a través del conducto de transporte (23) , estando unidas las aberturas de paso (21) al conducto de transporte (23) a través de conductos de conexión separados o a través de conductos colectores.
23. Reactor según la reivindicación 22, caracterizado porque las aberturas de paso (21) están dispuestas en la zona superior de la pared frontal por debajo de la cresta de los colectores de gas (4) .
24. Reactor de gas según la reivindicación 18, caracterizado porque los colectores de gas (3, 4) están dispuestos en los separadores (33, 35) en dos o más planos horizontales superpuestos, porque los colectores de gas (3, 4) de un plano están dispuestos en paralelo y espaciados uno de otro, porque entre colectores de gas (3, 4) adyacentes de un plano está presente una hendidura para el paso del agua del reactor (7) y porque en cada uno de los separadores (33, 35) las hileras de los colectores de gas (3, 4) están desplazadas unas respecto a otras en planos superpuestos, de manera que las proyecciones verticales de las aberturas (18) de los colectores de gas (3, 4) forman una superficie cerrada que recubre parcialmente o completamente la sección transversal interior del depósito del reactor (1) .
25. Reactor según la reivindicación 6, caracterizado porque el separador de gas (6) está dispuesto en el depósito del reactor (1) o fuera del depósito del reactor (1) y por encima del separador (35) superior, porque el separador de gas (6) está conectado con el mezclador de aguas residuales (2) a través del conducto de reconducción y de alimentación (24, 22) y porque el separador de gas (6) está conectado con el conducto de evacuación (26) para la derivación del biogás (9) .
26. Reactor según la reivindicación 25, caracterizado porque el conducto de evacuación (26) está equipado de una válvula de regulación de caudal (27) .
Patentes similares o relacionadas:
Sistema de producción de biogas a partir de biomasa sólida y procedimiento de biogas correspondiente, del 1 de Julio de 2020, de YANNCO: Sistema de producción de biogas que comprende: · al menos una unidad central de almacenamiento del digestato líquido y de digestión complementaria […]
Sistemas y métodos para la digestión anaeróbica y la recogida de productos, del 10 de Junio de 2020, de Socati Technologies-Oregon, LLC: Biorreactor que comprende: un primer módulo que comprende una primera pluralidad de bacterias anaeróbicas; y un segundo módulo que comprende una segunda […]
Procedimiento para optimizar el funcionamiento de un fermentador de flujo de pistón para la fermentación anaeróbica de residuos orgánicos, del 8 de Abril de 2020, de HITACHI ZOSEN INOVA AG: Procedimiento para optimizar el funcionamiento de un fermentador de flujo de pistón para la fermentación anaeróbica de residuos orgánicos, […]
Sistema portátil de microgeneración de energía renovable, del 25 de Marzo de 2020, de SEAB POWER LTD: Un aparato de microgeneración de energía renovable que comprende: (i) un contenedor de procesamiento portátil que comprende: […]
Dispositivo y método para la producción de un preparado de biomasa, especialmente de materias primas con un alto contenido de lignina, del 26 de Febrero de 2020, de MWK Bionik GmbH: Un proceso para producir un preparado de biomasa que comprende los pasos de: a) proporcionar un reactante biológico que contiene lignina y es difícil […]
Sistema de generación de energía con una central térmica y un sistema de fermentación y procedimiento para generación de energía, del 5 de Febrero de 2020, de MARTIN GMBH FUR UMWELT- UND ENERGIETECHNIK: Sistema de generación de energía con una central térmica , una planta de fermentación y una planta de electrólisis que está conectada a la planta de […]
Dispositivo de metanización a partir de biomasa sólida y correspondiente procedimiento de producción de biogás, del 8 de Enero de 2020, de YANNCO: Sistema de producción de biogás que incluye: al menos una unidad de digestión principal , constituida a partir de una o varias construcciones, apta para contener […]
Método de recuperación de fosfato, del 4 de Diciembre de 2019, de Cambi Technology AS: Método de recuperación de fosfato a partir de un proceso de tratamiento de material de biomasa, que comprende los pasos de: i) adición de una fuente de ion magnesio a […]