PROCEDIMIENTO PARA PRODUCIR ARTICULOS LAMINADOS COMPUESTOS AL VACIO Y ARTICULOS RESULTANTES.
Procedimiento para producir artículos compuestos uniendo por lo menos una primera placa o placa de soporte (10,
14) con una segunda placa o placa de recubrimiento (12), presentando cada una de dichas placas dos caras y una pluralidad de bordes laterales y comprendiendo roca natural o artificial o material rocoso o cerámico, disponiendo un adhesivo (11) en medio, caracterizado porque comprende las siguientes etapas:
- extender sobre por lo menos una de las dos caras enfrentadas entre sí de las placas (10, 12, 14) que se deben unir juntas dicho adhesivo (11), que es un adhesivo pastoso de endurecimiento, de un modo discontinuo, es decir, de tal modo que queden unas zonas que se extienden hasta por lo menos un borde de las placas, que carece sustancialmente de dicho adhesivo, por lo menos parcialmente, incluso una vez se ha dispuesto una placa en la parte superior de la otra;
- disponer una placa de tal modo que descanse sobre la otra;
- mantener las placas (10, 12, 14) en un medio en cuyo interior se crea el vacío de tal modo que todo el aire que permanezca entre las placas al vacío se vea expulsado a lo largo de por lo menos alguna de las vías formadas por las zonas que carecen sustancialmente de dicho adhesivo;
- todavía en un medio al vacío, aplicar sobre las placas (10, 12, 14) una presión suficiente para comprimir el adhesivo (11) dispuesto en medio de tal modo que forme una capa uniforme sin burbujas de aire o cavidades entre las caras enfrentadas entre sí de las placas;
- una vez se ha restablecido la presión atmosférica, endurecer dicho adhesivo (11)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/060586.
Solicitante: TONCELLI,LUCA.
Nacionalidad solicitante: Italia.
Dirección: VIALE ASIAGO 34,36061 BASSANO DEL GRAPPA (VICE.
Inventor/es: TONCELLI,LUCA.
Fecha de Publicación: .
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- C04B14/38 QUIMICA; METALURGIA. › C04 CEMENTOS; HORMIGON; PIEDRA ARTIFICIAL; CERAMICAS; REFRACTARIOS. › C04B LIMA; MAGNESIA; ESCORIAS; CEMENTOS; SUS COMPOSICIONES, p. ej. MORTEROS, HORMIGON O MATERIALES DE CONSTRUCCION SIMILARES; PIEDRA ARTIFICIAL; CERAMICAS (vitrocerámicas desvitrificadas C03C 10/00 ); REFRACTARIOS (aleaciones basadas en metales refractarios C22C ); TRATAMIENTO DE LA PIEDRA NATURAL. › C04B 14/00 Empleo de materias inorgánicas como cargas, p. ej. pigmentos, para morteros, hormigón o piedra artificial; Tratamiento de materias inorgánicas especialmente previsto para reforzar sus propiedades de carga, en los morteros, hormigón o piedra artificial (elementos de armadura para la construcción E04C 5/00). › Materias fibrosas; Limaduras.
- C04B37/00K
- C04B38/00P
Clasificación PCT:
- C04B14/38 C04B 14/00 […] › Materias fibrosas; Limaduras.
- C04B37/00 C04B […] › Unión por calentamiento de artículos de cerámica cocida con otros artículos de cerámica cocida o con otros artículos.
- C04B38/00 C04B […] › Morteros, hormigón, piedra artificial o artículos de cerámica porosos; Su preparación (tratamiento de escorias por gases o por compuestos que producen gases C04B 5/06).
Fragmento de la descripción:
Procedimiento para producir artículos laminados compuestos al vacío y artículos resultantes.
La presente invención se refiere a un procedimiento para producir artículos compuestos que comprende por lo menos dos placas que se adhieren entre sí, comprendiendo las placas roca natural o aglutinada, material rocoso y/o cerámico.
Se conocen artículos que comprenden únicamente dos placas, por ejemplo a partir de la patente US nº 6.214.472.B1 (Barton et al.), en el que la primera placa realiza una función de soporte y la segunda placa realiza una función de recubrimiento. Las placas se unen entre sí disponiendo entre sus lados enfrentados recíprocamente una capa continua de adhesivo que, tras endurecerse, garantiza la unión permanente entre las placas. La placa de soporte se realiza utilizando material cerámico o roca o material rocoso artificial, posiblemente con un peso específico bajo y habitualmente presenta una buena resistencia mecánica. En cambio, la placa de recubrimiento comprende un material de roca natural, por ejemplo mármol, o artificial material de roca, por ejemplo el comercializado bajo la marca comercial Bretonstone®, o material cerámico. En todos estos casos, la placa de recubrimiento realiza una función ornamental.
Los artículos obtenidos de este modo presentan una resistencia mecánica elevada y, al mismo tiempo, una superficie visible agradable y se utilizan habitualmente para recubrir paredes interiores o exteriores o para elementos de mobiliario, tales como mesas o encimeras para cuartos de baño, cocinas, locales públicos, laboratorios, etc.
A partir de la descripción anterior se podrá deducir fácilmente que la calidad final de dichos artículos depende totalmente de la efectividad de la junta entre las placas. Sin embargo, a pesar de utilizar unas resinas adhesivas con unas propiedades adherentes considerables, por ejemplo resinas epoxi, de poliuretano o de silicona, el resultado final no es siempre el esperado.
Se ha de considerar, de hecho, que durante la etapa de unión, puede permanecer fácilmente aire atrapado y que, tras el endurecimiento de la resina, se forman zonas en las que las dos placas no se adhieren entre sí, en detrimento, por lo tanto, de la resistencia mecánica del producto final obtenido y con el riesgo de que, con el tiempo, se produzca la separación de la placa de recubrimiento.
El objetivo de la presente invención es proporcionar un artículo que comprenda una pluralidad de placas, y en particular por lo menos una placa de soporte y por lo menos una placa de recubrimiento, que se unen entre sí de un modo óptimo sin afectar negativamente a las propiedades finales del producto.
Dicho objetivo se alcanza mediante un procedimiento que presenta los aspectos característicos según las reivindicaciones que se presentarán posteriormente, de tal modo que se dispone un adhesivo pastoso de un modo discontinuo en por lo menos una de las caras enfrentadas recíprocamente de una placa de soporte y una placa de recubrimiento. Las zonas que carecen completa o casi completamente de adhesivo se extienden hasta por lo menos un borde lateral de las placas y permanecen de este modo incluso una vez que se ha dispuesto una placa en la parte superior de la otra. Por lo tanto, al mantener las placas descansando en la parte superior de la otra en un medio que se encuentra al vacío, las zonas mencionadas anteriormente forman unas vías por las que se expulsa todo el aire que queda entre dichas superficies. Una vez se ha extraído todo el aire, ejerciendo una presión sobre las placas suficientemente elevada para comprimir el adhesivo (obviamente sin deformar las placas), se forma un espesor uniforme de adhesivo en toda la zona de unión, en particular el adhesivo finaliza extendiéndose por toda la superficie de las caras enfrentadas entre sí de las placas.
Por consiguiente, como resultado de la presente invención, se obtiene una adherencia perfecta entre las placas, sin posibilidad alguna de que permanezcan burbujas de aire o cavidades atrapadas en la interior de la zona de unión.
En el contexto de la presente invención la expresión "adhesivo pastoso" se refiere a una sustancia líquida, aunque muy densa y, por lo tanto, con una viscosidad dinámica muy elevada.
En una forma de realización preferida de la presente invención, dicho adhesivo pastoso presenta una viscosidad dinámica comprendida entre 300.000 Mpas y 1.000.000 Mpas y el grado de vacío creado para la extracción del aire, antes de la unión entre sí mediante la compresión, es equivalente a una presión residual comprendida entre 10 y 80 mbar.
Los aspectos característicos ventajosos adicionales de la presente invención se pondrán más claramente de manifiesto a partir de la siguiente descripción detallada de algunas formas de realización de la misma, que se proporcionan únicamente a título de ejemplo ilustrativo no limitativo, haciendo referencia a los dibujos adjuntos en los que:
- la figura 1 es una vista en perspectiva de una placa de soporte a la que se ha aplicado el adhesivo pastoso según los procedimientos de la presente invención;
- la figura 2 es una vista en sección transversal de la placa de soporte según la figura 1;
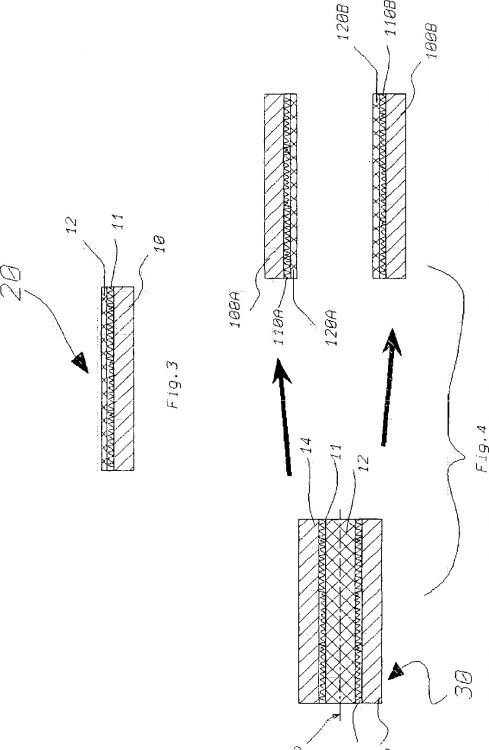
- la figura 3 es una vista lateral de un primer artículo semiacabado realizado al unir entre sí una placa de soporte según las figuras 2 y 3 con una placa de recubrimiento;
- la figura 4 es una vista lateral de un segundo artículo semiacabado que comprende una placa de recubrimiento unida por ambos lados a las placas de soporte respectivas y dos productos acabados obtenidos a partir de dicho artículo semiacabado.
Las figuras 1 y 2 representan el material de una placa de soporte 10 que comprende material cerámico o material de roca o material rocoso artificial, por ejemplo el material con un peso específico bajo descrito y reivindicado en la solicitud de patente italiana nº TV 2004A000057 a nombre de los mismos solicitantes.
La placa de soporte 10 presenta una primera superficie lateral o inferior 10a y una segunda superficie lateral o superior 10b. Se extiende un adhesivo pastoso 11 por la superficie superior 10b, por ejemplo mediante una espátula dentada de tal modo que dicho adhesivo pastoso forme unas ranuras 11a, 11b, 11c que son paralelas entre sí y que se encuentran separadas por crestas.
Haciendo referencia a las ranuras, se entiende que significan zonas en las que falta completamente el adhesivo pastoso o por lo menos que presentan un espesor considerablemente inferior al de las denominadas crestas. Las ranuras representadas en los dibujos adjuntos presentan una disposición recta, pero obviamente son posibles otras disposiciones tales como, por ejemplo, una disposición ondulada o una disposición espiral o una disposición entrecruzada del tipo rejilla, u otra disposición. Resulta esencial, sin embargo, que la distribución del adhesivo pastoso nos sea uniforme y que las ranuras se extiendan hasta por lo menos uno de los bordes de la placa 10.
El adhesivo pastoso 11 utilizado puede ser de una naturaleza distinta: por ejemplo, puede comprender masilla, o una resina líquida añadiendo una sustancia de relleno o, de un modo más general, un aglutinante tixotrópico.
El adhesivo pastoso 11 ha de ser suficientemente denso y viscoso para mantener la forma de las ranuras incluso una vez que se han dispuesto la placa de soporte 10 y la placa de recubrimiento 12 una en la parte superior de la otra. En particular, se prefiere que la viscosidad dinámica del adhesivo pastoso sea superior a 300.000 Mpas e inferior a 1.000.000 Mpas.
La etapa del procedimiento siguiente a la distribución del adhesivo pastoso comprende, de hecho, la disposición de una placa de recubrimiento 12 sobre la placa de soporte 10 para obtener un artículo semiacabado en el que dicho adhesivo pastoso se dispone, exactamente, en la zona de unión, en particular entre las caras o superficies enfrentadas recíprocamente de las dos placas (véase la figura 3).
En la etapa siguiente a la anterior, dicho artículo semiacabado se transfiere a un medio en el que se crea un vacío que presenta una presión residual inferior a 30 mbar.
De este modo, debido al grado de vacío creado, el aire que permanece entre las dos placas tiene la posibilidad de escapar completamente de la zona de unión por las vías que, exactamente, se forman mediante las ranuras del adhesivo 11 que, tal como se ha mencionado anteriormente, se extiende hasta por lo menos uno de los bordes de la placa de soporte 10.
Tras...
Reivindicaciones:
1. Procedimiento para producir artículos compuestos uniendo por lo menos una primera placa o placa de soporte (10, 14) con una segunda placa o placa de recubrimiento (12), presentando cada una de dichas placas dos caras y una pluralidad de bordes laterales y comprendiendo roca natural o artificial o material rocoso o cerámico, disponiendo un adhesivo (11) en medio, caracterizado porque comprende las siguientes etapas:
2. Procedimiento según la reivindicación 1, caracterizado porque dichas zonas que carecen sustancialmente del adhesivo (11) presentan la forma de unas ranuras (11a, 11b, 11c) separadas por unas crestas.
3. Procedimiento según la reivindicación 2, caracterizado porque dichas ranuras (11a, 11b, 11c) son rectas, paralelas o se entrecruzan.
4. Procedimiento según la reivindicación 2, caracterizado porque dichas ranuras (11a, 11b, 11c) son onduladas.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque dicho adhesivo pastoso (11) presenta una viscosidad dinámica comprendida entre 300.000 y 1.000.000 Mpas.
6. Procedimiento según la reivindicación 5, caracterizado porque dicho adhesivo pastoso (11) es una masilla o una resina líquida de endurecimiento a la cual se añade una sustancia de relleno.
7. Procedimiento según la reivindicación 5, caracterizado porque dicho adhesivo pastoso (11) es un aglutinante tixotrópico.
8. Procedimiento según la reivindicación 1, caracterizado porque dichas etapas de vacío se realizan a una presión residual inferior a 80 mbar.
9. Procedimiento según la reivindicación 1, caracterizado porque la presión ejercida sobre dichas placas (10, 12, 14) a fin de comprimir el adhesivo pastoso (11) dispuesto en medio presenta un valor no inferior a 5 N/cm2, pero de tal modo que no se provoca la deformación de las placas.
10. Procedimiento según la reivindicación 1, caracterizado porque la etapa que implica el endurecimiento de dicho adhesivo pastoso se realiza a una temperatura comprendida entre 30 y 60º, preferentemente superior a 40ºC.
11. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque dicha primera placa o placa de soporte (10) es una placa de un material de roca conglomerada que contiene unos elementos huecos y que presenta un peso específico inferior a 1 kg/m3 y dicha segunda placa o placa de recubrimiento (12) es una placa de un material de roca natural o aglutinada tal como el mármol con un espesor comprendido entre 4 mm y 10 mm.
12. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se dispone una malla de fibras o fibras de vidrio o similares, introducida en dicho adhesivo pastoso (11), entre las caras enfrentadas entre sí de dichas placas (10, 12, 14).
13. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque, tras formar un primer artículo semiacabado (20) mediante la unión de una primera placa de soporte (10) con una placa de recubrimiento (12) que presenta un espesor superior, una segunda placa de soporte (14) se une a dicha placa de recubrimiento (12), en el lado opuesto, de tal modo que se obtiene un segundo artículo semiacabado (30) y porque la placa de recubrimiento (12) de dicho segundo artículo semiacabado (30) se corta a continuación a lo largo del plano central (P) de tal modo que se obtienen dos artículos, comprendiendo cada uno de los mismos una placa de soporte (100A, 100B) y una placa de recubrimiento (120A,120B).
14. Procedimiento según la reivindicación 13, caracterizado porque dicha placa de recubrimiento (12) es una placa de un material de roca natural, tal como mármol, con un espesor comprendido entre 15 mm y 30 mm y dichas dos placas de soporte (10, 14) son placas de material cerámico con un espesor comprendido entre 7 mm y 10 mm.
Patentes similares o relacionadas:
Cuerpo formado por cemento o mortero que comprende material de fibra de refuerzo de cemento, del 19 de Febrero de 2020, de TEIJIN LIMITED: Un cuerpo formado de hormigón o mortero, caracterizado porque el cuerpo formado comprende un material de fibra para refuerzo de cemento, en el que la tasa […]
Composición refractaria, del 18 de Diciembre de 2019, de Stellar Materials, LLC: Una composición refractaria que comprende: una pluralidad de partículas cerámicas agregadas; un aglutinante sinterizado a dicha pluralidad de partículas […]
Una pared, una división, un techo o un suelo que comprenden tableros de yeso para la protección frente a rayos radioactivos, del 23 de Noviembre de 2018, de YOSHINO GYPSUM CO., LTD: Una pared, una división, un techo o un suelo que comprende una pluralidad de tableros de yeso, siendo cada tablero de yeso para la protección frente […]
Árido ligero artificial con fibras de carbono, fibras de grafito o una mezcla de ambas, y procedimiento de obtención del mismo, del 21 de Julio de 2017, de UNIVERSIDAD DE CASTILLA-LA MANCHA: Árido ligero artificial con fibras de carbono, fibras de grafito o una mezcla de ambas, y procedimiento de obtención del mismo. La presente invención […]
Aislante térmico que utiliza perlita expandida de células cerradas, del 19 de Julio de 2017, de Kyungdong One Corporation: Aislante térmico que contiene perlita expandida de células cerradas que comprende: del 10 al 84% en peso de perlita expandida, que incluye partículas […]
Elemento prefabricado para pisos o zócalos de piso, del 13 de Abril de 2016, de PRATI GROUP S.P.A.: Disposición (7; 7') de piso, que comprende: - un soporte rígido ; - dos o más elementos prefabricados (1; 1'; 20; 20') montados en dicho soporte […]
Hormigón reforzado, del 23 de Noviembre de 2015, de Gestion de Propiedad Idustrial BIBEL, S.L: Hormigón reforzado; que comprende áridos, cemento, agua, y opcionalmente aditivos; y un mejorante de resistencia constituido por fibras de basalto distribuidas […]
Composición de cemento, del 29 de Julio de 2015, de United States Mineral Products Company: Una composición de cemento seca que no está en suspensión, que comprende: (a) el 35-85% en peso de un cemento, (b) el 3-15% en peso de una arcilla expansiva, […]