PROCEDIMIENTO PARA LA OBTENCIÓN DE CUERPOS MOLDEADOS A PARTIR DE PLASTÓMEROS.
Procedimiento para la obtención de un cuerpo moldeado, que comprende un material de carga completamente rodeado de material envolvente,
con los pasos: a) puesta a disposición de al menos 2 películas de un material envolvente que contiene al menos un polímero termoplástico, siendo el material viscoso estructuralmente; b) soldadura de las películas obtenidas en a) a una temperatura por debajo de la temperatura de fusión de líquidus del material envolvente bajo esfuerzo mecánico elevado, caracterizado porque el material presenta un punto Cross-over entre el módulo de almacenaje G' y el módulo de pérdida G'' en un espectro de frecuencia de 0,001 a 100000 s -1 , medido en un intervalo por encima de temperatura de transición vítrea y 1 a 100ºC por debajo de la temperatura de fusión de líquidus
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04009100.
Solicitante: SWISS CAPS RECHTE UND LIZENZEN AG.
Nacionalidad solicitante: Suiza.
Dirección: HAUSENSTRASSE 49 9533 KIRCHBERG SUIZA.
Inventor/es: BROCKER, ERICH, MAIER, HANS-JURGEN, ENGEL, DIETER, WOLFGANG.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Abril de 2004.
Clasificación Internacional de Patentes:
- A61J3/07 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
Clasificación PCT:
- A61J3/07 A61J 3/00 […] › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
- B29C51/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › que giran alrededor de un eje.
- B29C65/00 B29C […] › Ensamblado de elementos preformados; Aparatos a este efecto.
- B65B9/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de objetos sucesivos, o cantidades de material, entre bandas enfrentadas.
Clasificación antigua:
- A61J3/07 A61J 3/00 […] › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
- B29C51/22 B29C 51/00 […] › que giran alrededor de un eje.
- B29C65/00 B29C […] › Ensamblado de elementos preformados; Aparatos a este efecto.
- B65B9/02 B65B 9/00 […] › Encerrado de objetos sucesivos, o cantidades de material, entre bandas enfrentadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356818_T3.pdf



Fragmento de la descripción:
La invención se refiere a un procedimiento para la obtención de cuerpos moldeados a partir de plastómeros, así como al empleo de plastómeros con este fin, y a cuerpos moldeados obtenidos con este procedimiento.
Material de empaquetadura (material de carga) líquido, pulverulento, pastoso, o bien presente como 5 granulado o suspensión, se empaqueta generalmente de modo que cada unidad de envasado corresponde a una dosis de material de empaquetadura dosificada exactamente. Esto hace innecesario pesar el material en su aplicación, o dimensionar el mismo de otro modo. Como unidades de empaquetadura entran en consideración bolsas, almohadillas (pouches) o cápsulas. Preferentemente se emplea como material de envasado (material envolvente) un material que se disuelve en la respectiva aplicación, y en este caso libera el material de 10 empaquetadura. Materiales envolventes convencionales son gelatinas o almidón termoplástico, que se disuelven, sin embargo, sólo en agua templada o caliente.
Materiales envolventes solubles en agua fría son ciertamente conocidos, a modo de ejemplo alcohol polivinílico (PVA), pero tienen el inconveniente de que estos materiales no se pueden elaborar de manera satisfactoria, o bien no se pueden elaborar en absoluto para dar materiales envolventes cerrados, con los 15 procedimientos convencionales.
Esto se puede aplicar en especial al procedimiento Rotary-Die, que constituye el procedimiento más convencional para la obtención de cápsulas blandas. El procedimiento Rotary-Die y los dispositivos necesarios a tal efecto son conocidos (véase, por ejemplo, Fahrig/Hofer (ed.), Die Kapsel, Wissenschaftliche Verlagsgesellschaft, Stuttgart 1983, páginas 70 y siguientes). En su acondicionamiento convencional, un dispositivo Rotary-Die 20 comprende dos cilindros de moldeo, a cuyas superficies se alimenta respectivamente al menos una película de material envolvente empleado (por regla general gelatina, almidón termoplástico o musgo de Irlanda). Los cilindros de moldeo presentan vasos para el alojamiento de la película de material envolvente, y para el conformado del cuerpo moldeado, así como nervios que se encuentran entre estas acanaladuras. Por medio de una cuña de llenado se introduce el material de llenado entre las películas de material de llenado. Las películas de material de llenado se 25 funden bajo calentamiento, debido al movimiento de giro opuesto de los cilindros de moldeo se ponen en contacto íntimo entre sí en la región de los nervios, y de este modo se sueldan entre sí. A continuación, los cuerpos moldeados se troquelan de las películas de material envolvente. En la costura frontal típica para el procedimiento Rotary-Die, las semicoquillas son biseladas, es decir, con un ángulo de rama de 180º en el que se unen entre sí áreas frontales dadas por el grosor de banda. La costura frontal, casi como plano especular virtual, forma el contorno 30 superficial del cuerpo encapsulado, a lo largo del cual se forman las mitades de envoltura con superficie minimizada.
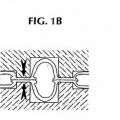
El proceso de soldadura en el procedimiento Rotary-Die se muestra en la figura 1 A-C. En la figura 1A se pueden ver ambas películas de material envolvente 1 y 1'. En las concavidades 2' y 3' de los cilindros de moldeo 2 y 3 está configurado el cuerpo moldeado cargado F. Las películas de material envolvente que se encuentran en los nervios 2'' y 3'' de los cilindros de moldeo 2 y 3 están en contacto entre sí, y se funden al menos parcialmente bajo 35 las temperaturas presentes en el procedimiento. Si ahora se aplica la presión mostrada en la figura 1B en los nervios 2'' y 3'', en éstos se llega a una soldadura de las películas 1 y 1', y continuando el proceso como se muestra en la figura 1C se llega en último lugar a un punzonado de los cuerpos moldeados. Por medio del procedimiento Rotary-Die se pueden obtener cuerpos bien conformados con un plano de simetría; formas típicas son elipses y esferas. 40
Las particularidades del procedimiento Rotary-Die tienen por consecuencia que un material empleable como producto envolvente debe cumplir diferentes condiciones, que se satisfacen en especial por gelatina de manera extraordinaria. Sobre todo, la gelatina presenta la elasticidad necesaria para el procedimiento Rotary-Die y alargamiento de rotura elevado en estado de gel. También almidón termoplástico se puede elaborar como material envolvente en el procedimiento Rotary-Die (véase la WO 01/37817). No obstante, debido a la problemática de BSE 45 se busca cada vez más un substituto de gelatina como material envolvente.
Por el contrario, plastómeros, como PVA, no se pueden elaborar, o se pueden elaborar sólo de manera muy limitada con el procedimiento Rotary-Die convencional. El motivo consiste en que la temperatura de fusión (líquidus) de termoplásticos, sobre todo en el caso de sistemas parcialmente cristalinos, se sitúa casi siempre muy por encima de la temperatura de solidificación (sólidus). Reología y comportamiento de fases de plastómeros están 50 caracterizados térmicamente por una temperatura inferior por debajo de la cual una substancia se presenta sólida monofásica. Esta temperatura se denomina temperatura de sólidus. El límite de temperatura superior, también llamado temperatura de fusión de líquidus, es la temperatura por encima de la cual la substancia se presenta líquida monofásica. Entre estas temperaturas, una fusión de polímero contiene componentes tanto sólidos, como también líquidos. Disoluciones de polímero altamente concentradas, y también sus fusiones, se distinguen en principio 55 porque las cadenas aisladas no se unen entre sí, y de este modo se diferencian básicamente en geles, en los que se forma una verdadera macromolécula mediante puentes de hidrógeno (gelatina) o mediante enlaces químicos (goma), que permanece aún intacta en disoluciones altamente concentradas, pero también diluidas (por ejemplo contenido en gelatina en agua a 20ºC 6,6 %).
Típicamente, en el proceso Rotary-Die, la transición térmica a las bandas alimentadas de manera continua 60
se efectúa completa o parcialmente por medio de cuña de carga, que está calentada a la temperatura de elaboración. En el control de proceso convencional, orientado a la vía puramente isotérmica, las bandas de polímeros termoplásticos, que entran en contacto con la calefacción de segmentos, se vuelven rápidamente plásticas y adhesivas, y pierden estabilidad a la tracción y al moldeo, antes de alcanzar la temperatura de elaboración necesaria. De este modo, en la WO 01/66082 se describe la principal posibilidad de obtención de 5 cápsulas blandas con una envoltura de un derivado de alcohol polivinílico por medio de procedimiento Rotary-Die. No obstante, por los motivos citados anteriormente, la obtención descrita en la WO 01/66082 por medio de la técnica Rotary-Die es realizable sólo bajo un gasto considerable, y bajo aceptación de diversos inconvenientes. La DE-A-10130781 da a conocer un material con un punto Cross-over entre G' y G'' dentro del intervalo de 0,001 a 100.000 s-1. 10
Ensayos de elaboración de plastómeros para dar materiales de llenado condujeron a resultados poco satisfactorios. En la WO 97/35537 se emplea como polímero termoplástico un alcohol polivinílico no caracterizado más detalladamente. Las películas que se encuentran en las superficies de los cilindros de moldeo del dispositivo Rotary-Die no se funden, y por lo tanto no se sueldan entre sí. Más bien se añade un disolvente a la superficie de las películas, y en este caso el polímero se disuelve parcialmente. Se obtiene primariamente una fase auxiliar rica en 15 disolvente, que pega las bandas entre sí casi como pegamento. En un paso subsiguiente, mediante aplicación de calor y temperatura se elimina de nuevo el disolvente. Las cápsulas obtenidas de este modo están pegadas entre sí de manera primaria, y por lo tanto no muestran una estabilidad comparable con cápsulas de gelatina. Compuestos pegados son inferiores en principio a compuestos soldados respecto a la estabilidad y solidez.
Es posible la puesta en práctica de un proceso de sellado plano, en el que, para conseguir un envasado del 20 material de empaquetadura seguro y denso, se obtiene una unión por sellado que rodea el envase, verdaderamente en forma de cojín (en el lenguaje técnico inglés denominado también "Pouch"), relativamente ancha, por regla general aproximadamente 3-5 mm, que se encuentra fuera de la "cápsula", y de este modo alejada de la zona de contacto con el material de llenado, que une lámina de fondo y cubriente entre sí ("extracapsular") - un denominado "anillo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la obtención de un cuerpo moldeado, que comprende un material de carga completamente rodeado de material envolvente, con los pasos:
a) puesta a disposición de al menos 2 películas de un material envolvente que contiene al menos un polímero termoplástico, siendo el material viscoso estructuralmente; 5
b) soldadura de las películas obtenidas en a) a una temperatura por debajo de la temperatura de fusión de líquidus del material envolvente bajo esfuerzo mecánico elevado, caracterizado porque el material presenta un punto Cross-over entre el módulo de almacenaje G' y el módulo de pérdida G'' en un espectro de frecuencia de 0,001 a 100000 s-1, medido en un intervalo por encima de temperatura de transición vítrea y 1 a 100ºC por debajo de la temperatura de fusión de líquidus. 10
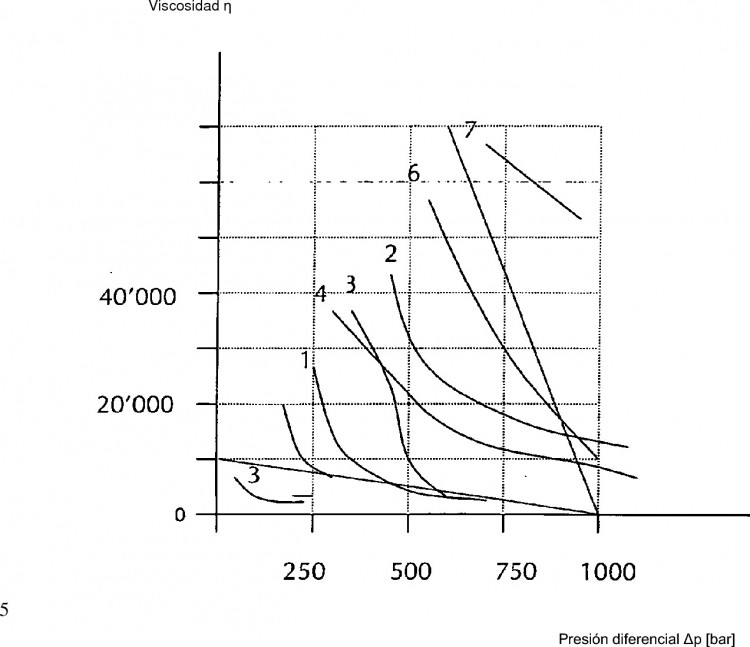
2. Procedimiento según la reivindicación 1, caracterizado porque el polímero termoplástico posee una curva de viscosidad a una temperatura por debajo de la temperatura de fusión de líquidus, que presenta en el intervalo de 100 a 750 bar una pendiente Δη/ΔP de al menos -10 Pas/bar y de un máximo de -150 Pas/bar.
3. Procedimiento según la reivindicación 1, caracterizado porque el polímero termoplástico posee una curva de viscosidad a una temperatura por debajo de la temperatura de fusión de líquidus, que presenta en el 15 intervalo de 100 a 750 bar una pendiente Δη/ΔP de al menos -30 Pas/bar y de un máximo de -100 Pas/bar.
4. Procedimiento según la reivindicación 1 a 3, caracterizado porque el material presenta un punto Cross-over entre el módulo de almacenaje G' y el módulo de pérdida G'' en un espectro de frecuencia de 0,001 a 100000 s-1, que se sitúa en un intervalo por encima de la temperatura de transición vítrea y 1 a 70ºC, preferentemente 1 a 50ºC por debajo de la temperatura de fusión de líquidus del material. 20
5. Procedimiento según la reivindicación 1 a 4, caracterizado porque el material envolvente es una mezcla que comprende un 50-80 % en peso de un polímero termoplástico y un 50-20 % en peso de un aditivo.
6. Procedimiento según la reivindicación 5, caracterizado porque el aditivo es seleccionado a partir del grupo constituido por agentes auxiliares reológicos, plastificantes o mezclas de los mismos.
7. Procedimiento según la reivindicación 5 o 6, caracterizado porque el aditivo es seleccionado a partir del 25 grupo constituido por polietilenglicol, alcohol polivinílico, acetato de polivinilo, polivinilmetiléter, ácido poliacrílico y sales del mismo, ácido polivinilacrílico, poliacrilamidas, polímeros de óxido de etileno, ácido poliacético, sales de ácidos grasos de metales alcalinos y alcalinotérreos, como estearato de magnesio, estearato de aluminio, lecitina, emulsionantes, agentes tensioactivos aniónicos, catiónicos y neutros (como ésteres de sorbitano (Span), ésteres de ácidos grasos de sorbitano etoxilados (polisorbatos), ésteres de glicerol, ésteres de poliglicerol, etoxilatos de 30 alcoholes grasos, ésteres de ácidos grasos de poliglicol, ésteres de ácidos grasos de glicerolpolietilenglicol, etoxilato de ácido graso, éster de ácido graso, etoxilatos de nonilfenol, alcoholes grasos etoxilados sintéticos, alcoholes de ácidos grasos alcoxilados sintéticos, N-metil-N-oleiltaurato sódico, oleiléteres fosforilados, cloruros de cetiltrimetilamonio, cloruro de estearildimetilbencilamonio), mono-, di-, triglicéridos o mezclas de los mismos (glicéridos parciales), alcoholes polihídricos con un peso molecular de hasta 4000 Dalton (etilenglicol, propilenglicol, 35 glicerina, tetraetilenglicol, polietilenglicol 200 a 4000, poliglicerol, polipropilenglicol), ésteres alcohólicos polihídricos con un peso molecular de hasta 4000 en cualquier grado de substitución (como palmitoestearato de etilenglicol, dipelargonato de propilenglicol, dibutiléster de tetraglicerol); éteres alcohólicos polihídricos (como monoetiléter de etilenglicol, polietilenglicoléter de alcohol tetrahidrofurfurílico, polioxietilenglicerinas, productos de degradación de almidón completa o parcialmente hidrogenados (como sorbitol, maltitol, maltitriol, xilitol, eritritol, arabitoladonitol, 40 xilitol, manitol, iditol, galactitol, aallitol, con un peso molecular hasta 1500 Dalton, azúcares (como glucosa, fructosa, sacarosa, agarosa, xilosa), ácidos orgánicos y anhídridos de ácido (como ácido fórmico, ácido láctico, ácido cítrico, ácido tartárico, ácido succínico, anhídrido de ácido maleico), ésteres de ácidos orgánicos (como diacetiltartrato, citrato, metacrilato, formiato), ésteres sacáricos (como ésteres de ácidos grasos de sucrosa, ácido poliláctico hasta un peso molecular de 4000 Dalton, policaprolactona hasta un peso molecular de 4000 Dalton, alcoholes polivinílicos 45 de cadena corta hasta un peso molecular de 4000 Dalton, urea, ceras y ésteres ceráceos (como cera de abeja, éster glicólico de montana, ceras microcristalinas, cera de cetrimida), aldehídos, cetonas, alcoholes lineales y ramificados, como etanol, 1-propanol, 2-propanol, 2-metil-propanol, propanodiol, nonanol, 1,3-hexanodiol-2-etilo), dimetilsulfóxido (DMSO), dimetilformamida (DMF), alcoholes grasos (como alcohol cetílico, alcohol esteárico), ésteres y éteres de lanolina, carbonato de propileno, N-metilpirrolidona, amidas (como lactamida, polioxietilenglicerina, amida de ácido 50 metacrílico, N-metilformamida), ésteres de amida (como alcanolamidas), sales alcalinas, alcalinotérreas, caolín; SiO2; silicatos alcalinotérreos; bentonitas, zeolitas o nanopartículas, o mezclas de los mismos.
8. Procedimiento según la reivindicación 1 a 7, caracterizado porque el polímero termoplástico es seleccionado a partir del grupo constituido por alcohol polivinílico, éteres de celulosa, policaprolactona, poliamidas, ácido poliláctico, polivinilpirrolidona, ácido poliacrílico o acetales de alcohol polivinílico, o mezclas de los mismos. 55
9. Procedimiento según la reivindicación 1 a 8, caracterizado porque se trata de un polímero soluble en agua fría.
10. Procedimiento según la reivindicación 1 a 9, caracterizado porque se trata de un procedimiento Rotary-Die.
11. Procedimiento según la reivindicación 1 a 10, caracterizado porque el aditivo se elimina de nuevo completa o parcialmente una vez realizado el procedimiento.
12. Procedimiento según la reivindicación 11, caracterizado porque el aditivo es agua y se elimina 5 mediante secado.
13. Procedimiento según la reivindicación 1 a 12, caracterizado porque se concede una presión de más de 10 bar sobre los cilindros de moldeo.
14. Procedimiento según la reivindicación 1 a 13, caracterizado porque se aplica un módulo de empuje de más de 1 MPa. 10
15. Composición para la obtención de cuerpos moldeados, en especial de cápsulas blandas, donde el material contiene al menos un polímero termoplástico, siendo el material viscoso estructuralmente, y presentando un punto Cross-over entre el módulo de almacenaje G' y el módulo de pérdida G'' en un espectro de frecuencia de 0,001 a 100000 s-1, que se sitúa en un intervalo por encima de la temperatura de transición vítrea, caracterizado porque el punto Cross-over se sitúa 1 a 100ºC por debajo de la temperatura de fusión de líquidus del material. 15
16. Cuerpo moldeado, preferentemente cápsula blanda, con soldadura a tope, conteniendo la envoltura del cuerpo moldeado al menos un polímero termoplástico, siendo el material viscoso estructuralmente y presentando un punto Cross-over entre el módulo de almacenaje G' y el módulo de pérdida G'' en un espectro de frecuencia de 0,001 a 100000 s-1, que se sitúa en un intervalo de 1 a 100ºC por debajo de la temperatura de fusión de líquidus del material, exceptuando materiales a base de gelatina, almidón termoplástico o de musgo de Irlanda. 20
17. Empleo de un material que contiene al menos un polímero termoplástico, siendo el material viscoso estructuralmente, y presentando un punto Cross-over entre el módulo de almacenaje G' y el módulo de pérdida G'' en un espectro de frecuencia de 0,001 a 100000 s-1, que se sitúa en un intervalo de 1 a 100ºC por debajo de la temperatura de fusión de líquidus del material, para la obtención de cápsulas blandas en un procedimiento en el que la soldadura de películas obtenidas a partir de este material se efectúa a una temperatura por debajo de la 25 temperatura de fusión de líquidus del material bajo carga mecánica elevada, preferentemente en un procedimiento Rotary-Die.
Siguen 4 hojas de dibujos.
Patentes similares o relacionadas:
Procedimiento de preparación de cápsula dura de hipromelosa por el uso de termogelificación, del 22 de Julio de 2020, de Suheung Co., Ltd: Un procedimiento de preparación de una cápsula dura de hipromelosa usando termogelificación con estabilidad durante almacenamiento, resistencia de película, distribución […]
DISPOSITIVO PARA LA MANIPULACIÓN DE MEDICAMENTOS PELIGROSOS, del 14 de Mayo de 2020, de HOSPIFAR, SL: Dispositivo para la manipulación de medicamentos peligrosos que comprende un chasis metálico que presenta sendos orificios (1a) conectados con una oquedad central habilitada […]
Cápsula blanda a base de almidón, así como procedimiento y dispositivo para la fabricación de la misma, del 19 de Febrero de 2020, de INNOGEL AG: Cápsula blanda a base de almidón, que comprende a) > 40% en peso de la cápsula blanda seca, después de retirar el plastificante, de almidón, b) 15 - 70% en peso […]
Inhalador y cápsula para un inhalador, del 1 de Enero de 2020, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Sistema compuesto por un inhalador y una cápsula , que contiene una preparación farmacéutica, preferentemente en forma de polvo, en el que […]
Dispersiones acuosas de acetato acetato succinato de hidroxipropilmetilcelulosa (HPMCAS), del 29 de Octubre de 2019, de Capsugel Belgium NV: Una composición acuosa para confeccionar envolturas de cápsulas duras entéricas, que comprende polímero de acetato succinato de hidroxipropil metilcelulosa […]
Máquina rellenadora de cápsulas, del 23 de Octubre de 2019, de ROBERT BOSCH GMBH: Maquina rellenadora de cápsulas para el relleno de una cápsula que comprende una parte superior de cápsula y una parte inferior de cápsula , que comprende […]
Cápsulas de liberación prolongada, del 9 de Octubre de 2019, de Boehringer Ingelheim Animal Health USA Inc: Una cápsula de liberación prolongada que comprende un cuerpo tubular hueco sellado en un primer extremo, un pistón móvil dentro […]
 Dispositivo de blindaje, del 28 de Agosto de 2019, de GE HEALTHCARE LIMITED: Un sistema que comprende:
(i) un portacápsulas que tiene un extremo inferior (2a) y un extremo superior (2b), en el que dicho portacápsulas […]
Dispositivo de blindaje, del 28 de Agosto de 2019, de GE HEALTHCARE LIMITED: Un sistema que comprende:
(i) un portacápsulas que tiene un extremo inferior (2a) y un extremo superior (2b), en el que dicho portacápsulas […]