PROCEDIMIENTO DE MOLDEO POR INYECCION, MOLDEO POR COMPRESION O MOLDEO POR TRANSFERENCIA Y HERRAMIENTA DE MOLDEO CORRESPONDIENTE.
Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección,
moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, película de plástico, material de moqueta u otro material flexible con ayuda de un útil (10, 20) de moldeo en las etapas siguientes:
(A) se moldea por inyección, se moldea por compresión o se moldea por transferencia con un primer útil (10) de moldeo, en un primer proceso, un primer tejido, material decorativo, película de plástico, material de moqueta u otro material (40) flexible y, con ello, se fabrica como etapa intermedia un producto semiacabado,
(B) acto seguido se recorta o se elimina de otro modo una pieza parcial del producto semiacabado así elaborado,
(C) un segundo tejido, material decorativo, película de plástico, material de moqueta u otro material (42) flexible se inserta en el lugar de la pieza eliminada del producto semiacabado, y
(D) el producto semiacabado se moldea por inyección, por compresión o por transferencia al menos en el lugar de dicho segundo tejido, material decorativo, película de plástico, material de moqueta u otro material flexible,
- donde el producto semiacabado de la primera etapa (A) de tratamiento presenta además medios (36, 38) auxiliares para ajustar el segundo tejido, material decorativo, película de plástico, material de moqueta u otro material flexible
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04405684.
Solicitante: GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH.
Nacionalidad solicitante: Suiza.
Dirección: RUGGHOLZLI 3,5453 BUSSLINGEN.
Inventor/es: SUTER, HANS, KUMPER,MANFRED.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Noviembre de 2004.
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C45/14G
- B29C45/16C2
- B29C45/16C5
- B29C45/16H
- B29C45/16J
Clasificación PCT:
- B29C37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C43/14 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › en varias etapas.
- B29C43/18 B29C 43/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
Clasificación antigua:
- B29C37/00 B29C […] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C43/14 B29C 43/00 […] › en varias etapas.
- B29C43/18 B29C 43/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de moldeo por inyección, moldeo por compresión o moldeo por transferencia y herramienta de moldeo correspondiente.
El invento se refiere a un procedimiento de moldeo por inyección, moldeo por compresión o moldeo por transferencia. El invento se refiere, en especial, a un procedimiento, con el cual se fabrican piezas de plástico especiales, que discurren consecutivamente, típicamente sincronizados. El invento se refiere además a una pieza de plástico fabricada en correspondencia y a un útil de moldeo en correspondencia.
Se conoce desde hace mucho -entre otros por el documento WO-98/17461 A1- moldear por inyección materiales textiles, películas de plástico, materiales de fieltro o de moqueta o un material similar, que luego sirven, a veces, como elemento decorativo, pero que también tienen, a veces, una función técnica especial como, por ejemplo, moldear por compresión determinadas propiedades superficiales con plástico conformante, mientras que el tejido se inserta en un molde y se inyecta plástico fluido en el molde la mayoría de las veces por un lado, en tanto se introduce un plástico duro junto con el elemento decorativo, especialmente por detrás de éste, y luego se fluidifica con presión y calor. Alternativamente, también se puede gofrar semejante material con un plástico por el procedimiento de moldeo por transferencia. A este respecto, con películas no se piensa forzosamente en material especialmente delgado, sino prácticamente en todos los tipos de material muy flexible, dispuesto superficialmente, que sirve en especial para recubrir de una superficie de plástico inyectada.
En este caso, se presenta el problema de que algunas piezas terminadas han proveerse, en determinados casos, de estructuras superficiales diferentes. Esto incluye también el caso de el material textil haya de fabricarse en determinados lugares de una pieza totalmente sin materiales textiles, películas de plástico, materiales de fieltro o moqueta o un material similar en determinados lugares, sea porque en dicho lugar se haya de llevar a cabo un tratamiento especial o bien porque existan cualesquiera otras razones.
El problema consiste típicamente en fabricar una pieza de plástico, sin duda laminar pero no necesariamente plana, provista de dos recubrimientos diferentes, por moldeo por inyección o moldeo por compresión.
Se conoce un procedimiento para resolver este problema o bien este cometido de modo que se prefabriquen dos piezas casi como productos semiacabados en procesos de fabricación diferentes y seguidamente se unan mutuamente, por ejemplo, encoladas o mutuamente soldadas, etc. Un proceso de fabricación semejante es básicamente apropiado. Sin embargo, se ha manifestado que la multiplicidad de las diferentes etapas de tratamiento, incluyendo los problemas de abastecimiento (problemas de transporte) de los productos semiacabados descritos resultan desventajosas. Seria, pues, deseable la fabricación de una pieza semejante en etapas de fabricación que discurriesen consecutiva-mente.
El especialista se enfrenta, pues, al intento de realizar los diferentes recubrimientos con distintos materiales textiles, películas de plástico, materiales de fieltro o de moqueta o materiales similares de modo que en los moldes para moldear por inyección, moldear por compresión o moldear por transferencia se inserten los distintos materiales y luego ser moldeados por inyección, compresión o transferencia. Pero se ha evidenciado sorprendentemente que semejante procedimiento no da lugar, en muchos casos, a un mecanizado limpio, como se espera, por ejemplo, en piezas decorativas interiores de un vehículo automóvil moderno, de una aeronave o en un bien de otros bienes de equipo valiosos. Incluso cuando el procedimiento da lugar en casos especiales a buenos resultados, resulta entonces -tal como se ha manifestado- a una proporción de desechos inaceptable.
El documento FR 2771045 revela un procedimiento de fabricar una pieza de plástico mediante moldeo por inyección de al menos un material decorativo con un plástico con ayuda de un útil de moldeo, moldeándose por inyección en un primer proceso con un primer útil de moldeo un primer material decorativo y, con ello, se elabora como paso intermedio un producto semiacabado; se inserta un segundo material decorativo en el útil de moldeo, y se moldea por inyección el producto semiacabado por lo menos en el lugar del segundo material decorativo, presentando el producto semiacabado medios auxiliares para ajustar el segundo material decorativo.
Los problemas descritos anteriormente con los procedimientos conocidos o bien, de otro modo, evidentes para el especialista se pueden, pues, superar por medio del presente invento. En especial, el proceso según el invento debe dar lugar a realizaciones lo más limpias posible con pequeñas cadencias de ciclo, preferiblemente en una sola instalación. De otro modo, debe poderse realizar el moldeo con sencillez y, a pesar de todo, con eficacia.
El invento resuelve el problema por medio de un molde según la reivindicación 1. Además, las medidas del invento tienen como consecuencia, en primer lugar, que se puedan crear piezas de plástico robustas y superficies limpias por lo menos en la cara vista, sin que se presenten los conocidos problemas de abastecimiento y transporte del estado actual de la técnica. El proceso de múltiples etapas del invento puede llevarse a cabo sorprendentemente en una sola instalación, cuando así se desee.
Resulta especialmente ventajoso que los vástagos de plástico se moldeen por inyección o por compresión conjuntamente en la primera etapa por medio de una configuración apropiada del molde y que luego dichos vástagos penetran el restante material decorativo y así sucesivamente. Resulta además especialmente ventajoso cuando los vástagos de plástico se unen luego en el segundo proceso del moldeo por inyección, por compresión o por transferencia con la correspondiente masa de plástico y forman así una unión sólida.
A este respecto, debería indicarse que los vástagos de plástico no han de presentar forzosamente una configuración redonda. En este caso, configuraciones triangulares, cuadradas, o cualesquiera otras rectangulares o también hexagonales u octogonales pueden resultar también ventajosas en lo que a la resistencia se refiere. En especial, las formas triangulares tiene además ciertas ventajas en cuanto a estabilidad. Además, los vástagos pueden configurarse apuntados hacia arriba para facilitar la penetración en el segundo material decorativo, etc.
Otros detalles ventajosos del invento se exponen en las reivindicaciones subordinadas. Le resultará claro al especialista que las distintas medidas, que se proponen en las reivindicaciones subordinadas, presentan carácter totalmente propio del invento, ya que las medidas propuestas en las reivindicaciones subordinadas producen parcialmente efectos inesperados.
En otra reivindicación independiente más, se propone una pieza constructiva de plástico así como un útil de moldeo correspondiente con las ventajas del presente invento.
Los elementos previamente mencionados así como reivindicados y descritos en los siguientes ejemplos de realización a utilizar según el invento no están sujetos en su tamaño, configuración, utilización de materiales y concepción técnica a condiciones excepcionales especiales, de modo que los criterios de selección conocidos en el respectivo campo de aplicación pueden utilizarse sin limitaciones.
Otros detalles, características y ventajas del objeto del invento se obtienen a partir de la descripción siguiente de los respectivos dibujos, en los que se explica -a modo de ejemplo- un desarrollo del procedimiento para el presente invento así como los medios auxiliares del objeto.
En los dibujos, las figuras muestran:
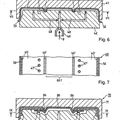
Figura 1 una representación de una primera etapa de mecanización del moldeo por inyección para una realización preferida del presente invento;
Figura 2 la etapa de otro proceso de moldeo por inyección de acuerdo con la realización del presente invento según la figura 1;
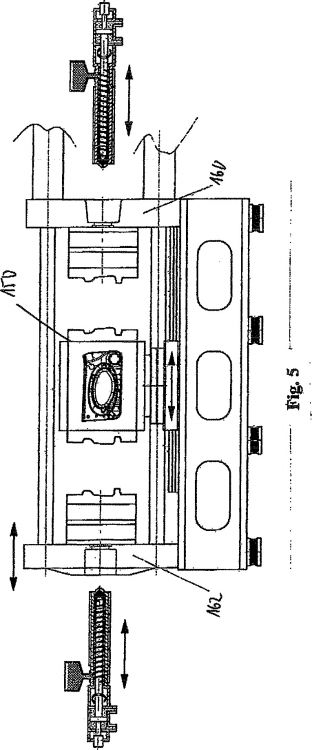
Figura 3 una vista parcial de un sistema de mecanización para realizar el presente invento según la figura 1, en un primer estado operativo;
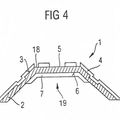
Figura 4 una vista parcial según la figura 3 en un segundo estado operativo; y
Figura 5 una vista general del sistema de mecanización según la figura 3.
Un procedimiento preferido para llevar a cabo el presente invento se ha representado por medio de las figuras 1 y 2 referido...
Reivindicaciones:
1. Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, película de plástico, material de moqueta u otro material flexible con ayuda de un útil (10, 20) de moldeo en las etapas siguientes:
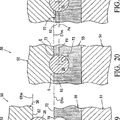
2. Procedimiento según la reivindicación 1, caracterizado porque los medios auxiliares comprenden vástagos (36, 38) de plástico, que se moldean por inyección o por compresión conjuntamente en la primera etapa A mediante una configuración apropiada del molde (10).
3. Procedimiento según la reivindicación 2, caracterizado porque los vástagos (36, 38) de plástico, al insertar el segundo tejido, material decorativo, película de plástico, material de moqueta u otro material (42) flexible, penetran o atraviesan en orificios o escotaduras correspondientes del segundo tejido, material decorativo, película de plástico, material de moqueta u otro material flexible.
4. Procedimiento según la reivindicación 3, caracterizado porque los vástagos (36, 38) de plástico en el segundo proceso (D) de moldeo por inyección, por compresión o por transferencia se funden de tal modo, que se unen con la masa del moldeo por inyección, del moldeo por compresión o del moldeo por transferencia.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque en el primer proceso del moldeo por inyección o del moldeo por compresión transferencia y/o del segundo proceso de moldeo por inyección, moldeo por compresión o del moldeo por transferencia no existe, al menos en ciertos lugares, tejido, material decorativo, película de plástico, material de moqueta u otro material flexible.
6. Sistema de mecanización para fabricar una pieza moldeada de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, un material decorativo, una película de plástico, un material de moqueta u otro material flexible con un plástico con ayuda de un útil (10, 20) de moldeo, en especial para llevar a cabo el procedimiento según una de las reivindicaciones 1 a 5, con:
el primer molde (10) se ha configurado de modo que forme medios (36, 38) auxiliares para ajustar el segundo tejido, material decorativo, película de plástico, material de moqueta u otro material (42) flexible, y porque el sistema de mecanización comprende un útil para recortar, cortar o eliminar de otro modo una parte de la pieza moldeada de plástico fabricada en el molde (10).
7. Sistema de mecanización según la reivindicación 6, caracterizado porque los medios auxiliares comprenden vástagos (36, 38) de plástico, que pueden moldearse al mismo tiempo por inyección, por compresión o por transferencia.
8. Sistema de mecanización según la reivindicación 7, caracterizado por un dispositivo, con el que se inserta el segundo tejido, material decorativo, película de plástico, material de moqueta u otro material (42) flexible y, al insertarlo, los vástagos (36, 38) de plástico penetran o atraviesan orificios o escotaduras correspondientes del segundo tejido, material decorativo, película de plástico, material de moqueta u otro material (42) flexible.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE ACRISTALAMIENTOS MULTICAPA MOLDEADOS POR INYECCIÓN, del 18 de Noviembre de 2011, de SOLUTIA INCORPORATED: Un procedimiento de fabricación de un panel de acristalamiento multicapa, que comprende: proporcionar dos substratos de acristalamiento rígidos (12, […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
 ESTANTE DE REJILLA ENCAPSULADO, del 14 de Febrero de 2011, de SCHOTT GEMTRON CORPORATION: Estante que comprende una pluralidad de primeros miembros separados relativamente esencialmente finos y alargados , al menos un segundo miembro esencialmente fino y alargado […]
ESTANTE DE REJILLA ENCAPSULADO, del 14 de Febrero de 2011, de SCHOTT GEMTRON CORPORATION: Estante que comprende una pluralidad de primeros miembros separados relativamente esencialmente finos y alargados , al menos un segundo miembro esencialmente fino y alargado […]
 PLANCHA DE SUSPENSION CON UNIONES DE PLASTICO, del 15 de Febrero de 2010, de FICO CABLES, LDA: Plancha de suspensión para el asiento de un vehículo a motor, que comprende:
a) una pluralidad de alambres de suspensión ; y
b) una pluralidad […]
PLANCHA DE SUSPENSION CON UNIONES DE PLASTICO, del 15 de Febrero de 2010, de FICO CABLES, LDA: Plancha de suspensión para el asiento de un vehículo a motor, que comprende:
a) una pluralidad de alambres de suspensión ; y
b) una pluralidad […]
 MOLDEADO POR INYECCION DE VENTILADORES DE PLASTICO, del 11 de Enero de 2010, de AUSTRALIAN FAN & MOTOR CO PTY LTD: Procedimiento de fabricación de un ventilador a partir de una pluralidad de paletas de ventilador , comprendiendo las etapas de:
- proporcionar […]
MOLDEADO POR INYECCION DE VENTILADORES DE PLASTICO, del 11 de Enero de 2010, de AUSTRALIAN FAN & MOTOR CO PTY LTD: Procedimiento de fabricación de un ventilador a partir de una pluralidad de paletas de ventilador , comprendiendo las etapas de:
- proporcionar […]
 ELEMENTO DE MANDO CON SIMBOLO ILUMINADO DESDE ATRAS Y LAMINA DE DISPERSION, del 1 de Diciembre de 2007, de SIEMENS AKTIENGESELLSCHAFT: Elemento de mando con símbolo iluminado desde atrás y lámina de dispersión, en particular elemento de mando o de representación, que está constituido por un […]
ELEMENTO DE MANDO CON SIMBOLO ILUMINADO DESDE ATRAS Y LAMINA DE DISPERSION, del 1 de Diciembre de 2007, de SIEMENS AKTIENGESELLSCHAFT: Elemento de mando con símbolo iluminado desde atrás y lámina de dispersión, en particular elemento de mando o de representación, que está constituido por un […]
CIERRE PARA RECIPIENTE PARA CONTENER MUESTRAS BIOLÓGICAS, del 11 de Enero de 2012, de ABBOTT LABORATORIES: Un cierre para un recipiente que tiene una boca, comprendiendo dicho cierre una tapa , comprendiendo dicha tapa un material polimérico, […]
MÉTODO PARA FABRICAR UN ARTÍCULO PARA EMPACADO QUE TIENE UNA PELÍCULA AISLANTE DE IML EN COMBINACIÓN CON UN DEPURADOR DE OXÍGENO, del 16 de Junio de 2011, de SUPERFOS A/S: Un método para fabricar un artículo para empacado para contener y guardar productos alimenticios, cuyo artículo comprende una o más cámaras definidas por […]