Procedimiento mejorado para la producción de PVC expandido.
Procedimiento de producción de PVC expandido del tipo que comprende el calentamiento de una masa de mezcla polimérica (13) dentro de un molde cerrado,
caracterizado por que comprende:
(a) control de la expansión de dicha masa (13) debido al procedimiento de moldeo en caliente en el ambiente que tiene un volumen constante definido por dicho molde cerrado (10), siendo dicho control obtenido por la presencia, en dicha masa de mezcla polimérica (13), de micropartículas (16) de un material comprimible, apto para ser contraído, bajo la acción de la presión generada por la formación y expansión de microceldas (20) de gas expansor en la misma masa (13), desde una forma (A) inicial de mayor volumen, a una forma (B) de menor volumen; y
(b) expansión de dichas micropartículas (16) contenidas en la masa de material expandido moldeado, desde su configuración (B) a la configuración (A) inicial de mayor volumen, siendo determinada la densidad de dicho material expandido así obtenido por la presencia simultánea, en la masa (13c) de dicho material, de tanto microceldas (20) de gas expansor como de dichas micropartículas (16) en su configuración (A) de mayor volumen.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/002898.
Solicitante: DIAB INTERNATIONAL AB.
Nacionalidad solicitante: Suecia.
Dirección: Repslagaregatan Sofiero Ind. OMR 312 22 Laholm SUECIA.
Inventor/es: LAURI, LEONE, BRESSAN,Raffaela, PETERSSON,EVA-LOTTA MAGDALENA, HAMED,SAMIA MARIAM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › para objetos de longitud definida, es decir, objetos separados.
- B29C44/04 B29C 44/00 […] › formados por al menos dos partes constituidas por materiales químicas o físicamente diferentes, p. ej. con densidades distintas.
- B29C44/34 B29C 44/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C70/66 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › las cargas comprenden constituyentes huecos, p. ej. espuma sintáctica.
- C08J9/32 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 9/00 Producción de sustancias macromoleculares para producir artículos o materiales porosos o celulares; Su tratamiento posterior (aspectos mecánicos del modelado de materias plásticas o sustancias en estado plástico para la fabricación de objetos porosos o celulares B29C). › a partir de composiciones que contienen microcápsulas, p. ej. espumas sintéticas.
PDF original: ES-2525084_T3.pdf
Fragmento de la descripción:
Procedimiento mejorado para la producción de PVC expandido
La presente invención se refiere a un procedimiento mejorado para la producción de PVC expandido, en particular espumas poliméricas IPN (Redes Interpenetrantes, del inglés Inter Penetrating Networks) consistentes en poliamida, poliimida, policloruro de vinilo, policianurato y poliurea.
El campo de la invención es el de procedimientos utilizados para preparar PVC expandido que comprenden el calentamiento de la mezcla inicial en un molde de volumen constante cerrado por una tapa, y la subsiguiente expansión del embrión obtenido.
En particular, en el campo de la producción de espumas poliméricas IPN consistentes en poliamida-poliimida- policloruro de vinilo-policianurato-poliurea (ver descripción del concepto IPN en "Interpenetrating Polymer Networks, D. Klempner, L. H. Sperling, L. A. Utracki; vol. 239; American Chemical Society; Ed. 1994), la mezcla inicial de polímeros, tensioactivos, agentes químicos expansores, isocianatos, etc.., se introduce en el molde. Una vez dicho molde se ha cerrado mediante una tapa apta, la mezcla se calienta, provocando así la generación de un gas expansor, la gelificación del polímero y las reacciones reticulantes deseadas, juntamente con la incorporación del gas dentro de las moléculas de IPN reticulado así obtenidas. Esta parte del procedimiento se efectúa, en particular, en un molde cerrado y a un volumen de reacción constante, la presión dentro del molde siendo generada por la formación de gas y por la expansión térmica.
Sin embargo, el estado conocido de la técnica aquí descrito tiene la desventaja que, debido a la expansión inducida por la formación de gas expansor y por el calentamiento del material plástico, la masa de polímero fundido y de reactivos tiende a expandirse, en contra de la acción ejercida por la tapa que cierra el molde. Por lo tanto, esta masa comprimida tiende a expandirse causando fugas a través de las áreas de cierre de la tapa con el molde. Consecuentemente, en los procedimientos de producción tradicionales que siguen esta técnica de moldeo se forman considerables cantidades de material de desecho, que son responsables de un incremento no deseado en los costes generales de producción, además de problemas de mantenimiento relacionados con la máquina y el impacto ambiental.
Adicional mente a estas desventajas, también se produce la degradación de la estructura microcelular del producto acabado, particularmente a la altura de la fuga de material plástico del molde.
Otra desventaja de los métodos actuales para la producción de PVC expandido reside en la gran cantidad de agentes expansores utilizados, que, además de ser prejudiciales para el medio ambiente, son también caros debido a la complejidad de producción, transporte y almacenamiento de estos productos.
La publicación EP 239496 A1 divulga un procedimiento de producción de caucho, utilizando microesferas adecuadas para ser aplastadas bajo la acción del incremento de volumen de la mezcla inicial dentro del molde de vulcanización. De acuerdo con esta técnica conocida, que no tiene relación con el campo de los materiales plásticos expandidos, el producto moldeado incorpora las microesferas en su estado aplastado o colapsado final y definitivo, que es el estado del producto final basado en caucho.
Uno de los principales objetivos de la presente invención es, por lo tanto, el ofrecer un nuevo procedimiento para la producción de PVC expandido, en particular espumas poliméricas IPN, en el que, además de evitar las pérdidas de producto fundido durante el procedimiento de moldeo, se pueda obtener un PVC expandido que cuente con el valor de expansión deseado, incluso con cantidades menores de agentes químicos expansores que los que se utilizan en el estado conocido de la técnica.
Otro objetivo de la invención es el ofrecer un procedimiento del tipo arriba mencionado, que sea capaz de reducir considerablemente los productos de desecho a la salida de la fase de moldeo, minimizando así los costes generales de gestión de la planta y el impacto medioambiental de la producción de material plástico.
La invención también tiene como objetivo contribuir a mejorar la calidad del producto final evitando la fuerte degradación de la estructura microcelular del material plástico a la altura de las áreas de cierre del molde.
Estos y otros objetivos se alcanzan mediante el procedimiento de la reivindicación 1. Las formas de realización de la invención preferidas están indicadas en las reivindicaciones restantes.
En relación a la tecnología conocida para la producción de materiales plásticos expandidos, el procedimiento de la invención no sólo evita la pérdida de producto fundido durante el procedimiento de moldeo, sino que también permite obtener un PVC expandido que tenga el valor de densidad que se desea obtener, incluso utilizando una cantidad de agentes químicos expansores muy inferior en comparación con las que se utilizan en los procedimientos actuales de este tipo.
En particular, gradas a la significativa reducción de la cantidad de agentes químicos expansores utilizados en el procedimiento de la invención, este último no sólo reduce el daño ambiental causado por estos productos, sino que también reduce los costes de producción del material plástico expandido en los que la producción, el transporte y el almacenamiento de estos agentes químicos expansores tiene un impacto considerable.
Otra ventaja de la invención está representada por la calidad mejorada del material plástico obtenido debido a la ausencia sustancial de degradación en la estructura mlcrocelular, también en la que se forma a la altura del cierre del molde.
El procedimiento de la invención también ofrece la ventaja de que, gracias a la compensación volumétrica inducida por la contracción temporal de las mlcropartículas dentro de las masa polimérica comprimida, el procedimiento puede llevarse a cabo a presiones inferiores a los valores normales utilizados con el molde, con la consecuentes ventajas también en relación a las condiciones de operación del mismo.
Además, gracias a la ausencia sustancial de pérdidas de material plástico del molde, tanto los costes de la recuperación como de eliminación de los productos de desecho y el efecto de estos últimos para el medio ambiente se reducen enormemente.
Estos y otros objetivos, ventajas y características son evidentes a partir de la siguiente descripción de una forma de realización preferida de la Invención, mostrada, con propósitos ilustrativos y no limitantes, en las figuras de los dibujos adjuntados.
En los que:
La figura 1 ilustra de forma esquemática la estructura de una espuma polimérica IPN;
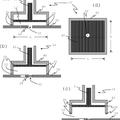
La figura 2 ilustra un esquema de un ejemplo de procesado en un molde cerrado, de un material plástico expandido de acuerdo con el estado conocido de la técnica;
La figura 3 ilustra el detalle de un ejemplo de micropartícula de material comprimible como se utiliza en el procedimiento de la Invención.
La figura 4 ilustra una vista esquemática del procedimiento de la Invención.
La espuma polimérica IPN formada mediante el procedimiento de la Invención, tal y como se muestra en la figura 1 arriba, se obtiene mediante la penetración de las cadenas lineales C de PVC con una estructura reticular R de poliamida, poliimida, poliisocianurato y poliurea.
De acuerdo con el procedimiento del estado de la técnica conocido ¡lustrado en la figura 2, una masa de mezcla polimérica inicial 13a (resina PVC, anhídrido, ¡socianatos, agentes químicos expansores, tensioactivos y catalizador) se inyecta en un molde 1, cerrado por una tapa 11 activada por una placa de prensado 12, dicha mezcla, cuando se calienta mediante las placas de calentamiento 14, 15 y se comprime como resultado de la acción ejercida por la placa 12 en contra de la expansión causada por las reacciones del procedimiento (en particular por la formación de microceldas 2 de gas expansor) tiende a expandirse enérgicamente, hasta que supera la acción de cierre de la tapa 11 sobre el cuerpo del molde 1. Como consecuencia, parte del material polimérico que forma la masa 13b de producto moldeado tiende a salir a la altura de los limites de cierre de la tapa 11 sobre el cuerpo del molde 1 (flechas F de la figura 2).
El producto final 13c, a su vez, tiene la densidad conferida únicamente por las microceldas 2 de gas expansor, que deben consecuentemente estar presentes en la masa 13a de la mezcla ¡nidal en las altas dosis necesarias para este propósito.
De acuerdo con la invención, con el objetivo de evitar la pérdida de mezcla polimérica del molde 1 anteriormente descrita, y de reducir... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de producción de PVC expandido del tipo que comprende el calentamiento de una masa de mezcla polimérica (13) dentro de un molde cerrado, caracterizado por que comprende:
(a) control de la expansión de dicha masa (13) debido al procedimiento de moldeo en caliente en el ambiente que tiene un volumen constante definido por dicho molde cerrado (1), siendo dicho control obtenido por la presencia, en dicha masa de mezcla polimérica (13), de micropartículas (16) de un material comprimible, apto para ser contraído, bajo la acción de la presión generada por la formación y expansión de microceldas (2) de gas expansor en la misma masa (13), desde una forma (A) inicial de mayor volumen, a una forma (B) de menor volumen; y
(b) expansión de dichas micropartículas (16) contenidas en la masa de material expandido moldeado, desde su configuración (B) a la configuración (A) inicial de mayor volumen, siendo determinada la densidad de dicho material expandido así obtenido por la presencia simultánea, en la masa (13c) de dicho material, de tanto microceldas (2) de gas expansor como de dichas micropartículas (16) en su configuración (A) de mayor volumen.
2. Procedimiento según la reivindicación 1, caracterizado por que dicha fase de expansión (b) se lleva a cabo bajo condiciones húmedas.
3. Procedimiento según la reivindicación 1, caracterizado por que dichas micropartículas (16) tienen forma de microesferas, consistentes en una carcasa externa (17) de un material plástico deformable, dentro de la cual se define una cavidad (19) que contiene un gas (18).
4. Procedimiento según la reivindicación 3, caracterizado por que la carcasa externa (17) de dichas micropartículas (16) consiste en poliacrilonitrilo o polimetacrilonitrilo, estando dichas cavidades (19) llenas de isopentano.
5. Procedimiento según la reivindicación 3 o 4, caracterizado por que dichas microesferas tienen un diámetro de 1- 11 pm.
6. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado por que dicha mezcla polimérica es una mezcla para la producción de espumas poliméricas IPN que tiene la siguiente composición inicial (% peso):
PVC
- 6% 1 - 2% 2 - 5% ,5 - 7%
Anhídrido
Isocianatos
Agentes químicos expansores
Tensioactivo
Catalizador
,8-,8%
,2 - ,2%
en presencia de ,5 - ,5% de microesferas (16).
Patentes similares o relacionadas:
Procedimiento para producir un cuerpo de espuma por extrusión y dispositivo de extrusión para producir un cuerpo de espuma, del 10 de Junio de 2020, de VAN LÜCK, Frank: Procedimiento para producir un cuerpo de espuma por extrusión, que comprende: - generar una masa fundida de plástico dentro de una envoltura […]
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende: un recipiente A en el que […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
 Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]