PROCEDIMIENTO PARA LA MECANIZACION CON LEVANTAMIENTO DE VIRUTAS DE PIEZAS QUE TIENEN SUPERFICIES CURVADAS, ESPECIALMENTE PARA EL RECTIFICADO DE ALABES DE TURBINAS Y MAQUINA HERRAMIENTA.
Procedimiento para la mecanización de piezas (68; 79) dotadas de superficies curvadas (80,
86), en el que la pieza a trabajar (68; 79) es desplazada a lo largo de un primer eje (58; X) y al mismo tiempo es obligada a girar alrededor de un segundo eje (64; B), que forma un ángulo finito con el primer eje (58; X), y en el que una herramienta de mecanización puede ser obligada a avanzar según un tercer eje (26; Z) que de manera similar forma un ángulo finito con el primer eje (58; X) y con el segundo eje (64; B), caracterizado porque la pieza a trabajar (68;79) es desplazada a lo largo del primer eje (58; X) en un movimiento oscilante rápido (DeltaX), cuyo movimiento oscilante (DeltaX) es realizado a una velocidad superior a 20 m/min, preferentemente más de 50 m/min, y una aceleración por inversión superior a 3 m/s 2 , preferentemente superior a 10 m/s 2 , con una longitud ajustable de carrera variable (Delta1X, Delta2X, Delta3X), cuya longitud de carrera (Delta1X, Delta2X, Delta3X) es sustancialmente idéntica a la trayectoria recorrida en la pieza a trabajar (68; 79) por la herramienta de mecanización durante el respectivo movimiento oscilante (DeltaX)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06017125.
Solicitante: BLOHM MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KURT-A.-KORBER-CHAUSEE 63-71,21033 HAMBURG.
Inventor/es: MUSHARDT,HEINRICH DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Agosto de 2006.
Fecha Concesión Europea: 7 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B24B19/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para trabajar con muela álabes, palas de hélice o similares.
Clasificación PCT:
- B24B19/14 B24B 19/00 […] › para trabajar con muela álabes, palas de hélice o similares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la mecanización con levantamiento de virutas de piezas que tienen superficies curvadas, especialmente para el rectificado de álabes de turbinas y máquina herramienta.
La presente invención se refiere al procedimiento para la mecanización con levantamiento de virutas de piezas a mecanizar dotadas de superficies curvadas, en las que la pieza es desplazada a lo largo de un primer eje y simultáneamente, es girada alrededor de un segundo eje que forma, con el primero, un ángulo finito, y en el que una herramienta de mecanización puede ser avanzada, a lo largo de un tercer eje, que forma, de manera correspondiente con el primer eje y con el segundo eje, un ángulo asimismo finito.
La invención se refiere además a una máquina herramienta para la mecanización con levantamiento de virutas de piezas a mecanizar que tienen superficies curvadas, con un soporte de herramienta desplazable a lo largo de un primer eje y, simultáneamente, giratorio alrededor de un segundo eje, de manera que el segundo eje forma, con el primer eje, un ángulo finito, y con una herramienta de mecanización que es desplazable a lo largo de un tercer eje que forma, de manera correspondiente con el primer eje y con el segundo eje, un ángulo finito.
La invención se refiere finalmente a un sistema de programación.
Un procedimiento y una máquina herramienta del tipo indicado son conocidos por el documento DE 36 25 565 C2.
La presente invención se refiere, de manera general, a procedimientos y máquinas para la mecanización con levantamiento de virutas de piezas a trabajar que tienen superficies curvadas. Solamente a título de ejemplo, y que en ningún modo debe ser considerado como limitativo, se explicará a continuación en base a un ejemplo de rectificado de álabes de turbina. Además, se deben comprender también utilizaciones con otros tipos de piezas y también con superficies curvadas espacialmente del modo deseado (superficie de forma libre), por ejemplo, articulaciones artísticas.
Los álabes del rotor de la turbina están constituidos por una pala del álabe y un pie que está fijado en un extremo de la pala del álabe y que sirve para la fijación del álabe en el rotor. En el extremo opuesto, los álabes de turbina pueden presentar una llamada plataforma, que está dotada de perfiles de estanqueidad para reducir las pérdidas de flujo.
Al contrario, los álabes de guiado de la turbina presentan en los extremos interno y externo de la pala del álabe plataformas que sirven para la fijación y para la estanqueización.
Los álabes de turbina se extienden habitualmente a un sector circular de 6º a 15º. Las plataformas presentan un radio grande, que se corresponde con el radio de la turbina.
Para el rectificado de sus superficies activas se ha procedido con anterioridad, según el estado de la técnica, al montaje de los álabes de turbina sobre una mesa de trabajo curvada y giratoria, cuyo radio correspondía aproximadamente al radio de curvatura de las superficies activas, de manera que las superficies activas estaban dispuestas a lo largo de la periferia de la mesa a trabajar. De esta manera, las superficies activas podrían ser rectificadas mediante una herramienta de rectificar estacionaria dispuesta de manera correspondiente en la periferia de la mesa de trabajo, con el radio deseado. Esta forma de proceder tenía, no obstante, el inconveniente de que las máquinas de rectificar eran muy grandes, por lo que eran de difícil manipulación y posibilitaban solamente una reducida producción.
En el curso del desarrollo de máquinas herramientas de varios ejes controladas numéricamente, se han previsto posteriormente múltiples máquinas de este tipo para el rectificado de álabes de turbina.
En el documento DE 32 46 168 C2 se describe una máquina de rectificar de este tipo, en la que un soporte de la pieza a trabajar queda dispuesto sobre un carro desplazable sobre una bancada de forma vertical, mientras que el husillo de rectificado es desplazable por delante de la bancada a lo largo de dos direcciones horizontales perpendiculares entre sí, y adicionalmente puede bascular alrededor de un eje vertical. Con esta máquina de rectificar se pueden rectificar ciertamente superficies activas de álabes de turbina con forma curvada, pero solamente en condiciones muy limitativas, porque las posibilidades de puesta a punto de la máquina de rectificar son limitadas y solamente permiten una pequeña variación. La máquina no está prevista para estos sectores de utilización.
Por el documento DE 36 11 103 A1 se conoce una máquina de rectificar de siete ejes que está especialmente prevista para el rectificado de álabes de turbinas. La máquina presenta un soporte de la pieza a mecanizar, que de manera correspondiente es desplazable en dirección vertical sobre una bancada, y adicionalmente también puede girar alrededor de un eje horizontal, y además, conjuntamente con la bancada, puede desplazarse a lo largo de un eje horizontal. El husillo de rectificar es, por su parte, desplazable en sentido contrario a la bancada y también perpendicularmente al mismo puede girar en dirección horizontal sobre un eje vertical. Mediante un adecuado control CNC, se pueden rectificar, de esta manera, las superficies activas deseadas.
Otra máquina de rectificar para este sector de utilización se describe en el documento EP 0 254 526 B1. En esta máquina conocida de seis ejes, el soporte de la pieza a trabajar es desplazable también sobre una bancada en dirección vertical, y también puede girar sobre la bancada, alrededor de un eje horizontal. La bancada en su conjunto puede ser desplazado alrededor de un eje horizontal y puede girar alrededor de un eje vertical. El husillo de rectificar es desplazable sobre dos ejes horizontales perpendiculares entre sí. También en esta máquina herramienta se prevé un control CNC.
Otra máquina similar para el mismo sector de utilización se conoce por el documento EP 0 666 140 B1. Esta máquina conocida presenta cinco ejes y permite la mecanización alternativa de dos álabes de turbina, para los que están previstos dos soportes de pieza. Estos soportes de pieza son desplazados a lo largo de un primer eje horizontal y pueden girar alrededor de un eje vertical. El husillo de rectificado se puede desplazar a lo largo de un segundo eje horizontal perpendicular al primer eje y también a lo largo de un eje vertical, y puede girar alrededor de este eje vertical.
Un concepto ligeramente distinto se ha previsto para una máquina para el rectificado de álabes de turbina que se ha descrito en el documento indicado al principio DE 36 25 565 C2. En esta máquina de tipo conocido, la trayectoria circular del punto de trabajo de la muela de rectificado no se consigue sobre la pieza a trabajar mediante un control CNC, sino por la superposición de dos desplazamientos individuales, a saber, un desplazamiento horizontal y un desplazamiento de basculación del soporte de la pieza. El avance se consigue mediante el desplazamiento vertical del husillo de rectificado.
Las máquinas conocidas, que se han descrito, tienen en común que el proceso de rectificado tiene lugar según el llamado proceso de rectificado profundo, es decir, que la totalidad del excedente de material es eliminado en una sola pasada de la muela de rectificar. Esto no excluye, naturalmente, que no tengan lugar, uno detrás de otro, un proceso de desbaste y un proceso de acabado con sus propios excedentes.
El rectificado profundo tiene, no obstante, el inconveniente de que la longitud de contacto de la muela de rectificar sobre la pieza a trabajar, a causa del importante espesor de ataque, es, de manera correspondiente, muy grande. Esto conduce a elevados esfuerzos de rectificado y a elevadas temperaturas, así como a un elevado desgaste de la muela de rectificar y también a una desviación de la forma no despreciable. En caso de que se limite el efecto de estos factores, mediante un avance que de modo correspondiente es más reducido, ello limita nuevamente la producción que se puede alcanzar en una unidad de tiempo.
Del documento EP 0 981 419 B1 se conoce una llamada máquina de rectificar de vaivén. Esta máquina es una máquina de rectificar plana, en la que una pieza a trabajar plana es dispuesta sobre un carro portador de la pieza que se desplaza, en la dirección del eje horizontal periódicamente en avance y retroceso, de manera típica, con tiempos de carrera de algunos segundos. Un husillo de rectificar dispuesto por encima de la pieza a trabajar soporta una muela de rectificado en contacto sobre la pieza a trabajar,...
Reivindicaciones:
1. Procedimiento para la mecanización de piezas (68; 79) dotadas de superficies curvadas (80, 86), en el que la pieza a trabajar (68; 79) es desplazada a lo largo de un primer eje (58; X) y al mismo tiempo es obligada a girar alrededor de un segundo eje (64; B), que forma un ángulo finito con el primer eje (58; X), y en el que una herramienta de mecanización puede ser obligada a avanzar según un tercer eje (26; Z) que de manera similar forma un ángulo finito con el primer eje (58; X) y con el segundo eje (64; B), caracterizado porque la pieza a trabajar (68;79) es desplazada a lo largo del primer eje (58; X) en un movimiento oscilante rápido (?X), cuyo movimiento oscilante (?X) es realizado a una velocidad superior a 20 m/min, preferentemente más de 50 m/min, y una aceleración por inversión superior a 3 m/s2, preferentemente superior a 10 m/s2, con una longitud ajustable de carrera variable (?1X, ?2X, ?3X), cuya longitud de carrera (?1X, ?2X, ?3X) es sustancialmente idéntica a la trayectoria recorrida en la pieza a trabajar (68; 79) por la herramienta de mecanización durante el respectivo movimiento oscilante (?X).
2. Procedimiento, según la reivindicación 1, caracterizado porque el movimiento oscilante (?X) es realizado en una frecuencia comprendida entre 200 y 500 min-1.
3. Procedimiento, según la reivindicación 1 ó 2, caracterizado porque el primer eje (58; X), el segundo eje (64; B) y el tercer eje (26; Z) están dispuestos perpendicularmente entre sí.
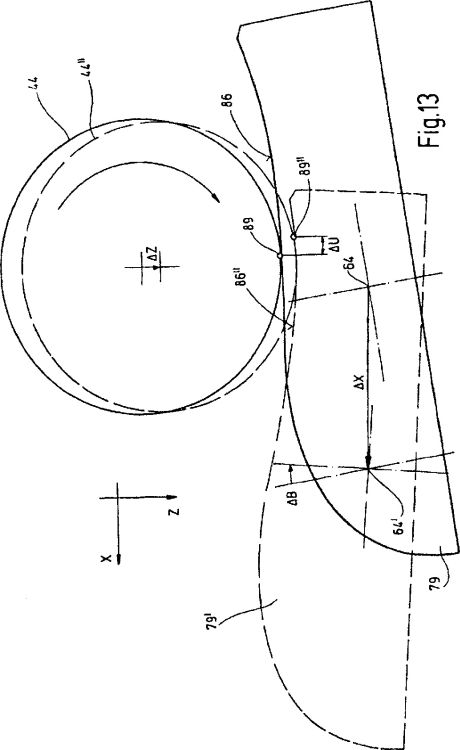
4. Procedimiento, según una o varias reivindicaciones 1 a 3, caracterizado porque el segundo eje (64; B) forma ángulo recto con el radio de curvatura (RK) de la superficie (80; 86) en un punto de contacto (81; 89) de la herramienta de mecanización sobre la superficie (80; 86).
5. Procedimiento, según una o varias de las reivindicaciones 1 a 4, caracterizado porque en la mecanización de una superficie curvada cóncava (86) se elimina el excedente residual (90) a una velocidad de recorrido reducida por medio del control continuo del recorrido de la pieza a trabajar (68) y de la herramienta de mecanización.
6. Procedimiento, según una o varias de las reivindicaciones 1 a 5, caracterizado porque la pieza a trabajar (68; 79) en la mecanización es obligada a bascular de forma oscilante alrededor de un segundo eje (64; B).
7. Procedimiento, según una o varias de las reivindicaciones 1 a 6, caracterizado porque el movimiento oscilante (?X) de la pieza a trabajar (68; 79) se superpone al control de recorrido entre la pieza a trabajar (68; 79) y la herramienta de mecanización.
8. Procedimiento, según una o varias de las reivindicaciones 1 a 7, caracterizado porque la herramienta de mecanización es desplazada además a lo largo de un cuarto eje (36; Y), que es preferentemente paralelo al segundo eje (64; B).
9. Procedimiento, según una o varias de las reivindicaciones 1 a 8, caracterizado porque la herramienta de mecanización es obligada a girar adicionalmente alrededor de un quinto eje (50; A), que preferentemente discurre paralelamente al primer eje (58; X).
10. Procedimiento, según la reivindicación 9, caracterizado porque mediante el giro de la herramienta de mecanización alrededor del quinto eje (50; A) se llevan en posición de ataque con la pieza a trabajar (68), de manera alternativa, dos herramientas distintas.
11. Procedimiento, según una o varias de las reivindicaciones 1 a 10, caracterizado porque se procede a la mecanización de la superficie con la curvatura deseada en las piezas a trabajar (68; 79).
12. Procedimiento, según una o varias de las reivindicaciones 1 a 11, caracterizado porque las piezas a trabajar (68; 79) son sometidas a rectificado.
13. Procedimiento, según una o varias de las reivindicaciones 1 a 12, caracterizado porque las piezas a trabajar son álabes de turbina (68).
14. Procedimiento, según la reivindicación 13, caracterizado porque las superficies (80; 86) son superficies cilíndricas sobre una plataforma del álabe de turbina (68).
15. Máquina herramienta para la mecanización de piezas (68; 79) con forma curvada (80; 86), con levantamiento de viruta, con un soporte de herramientas (66) desplazable a lo largo de un primer eje (58; X), y que al mismo tiempo es rotativo alrededor de un segundo eje (64; B), de manera que el segundo eje (64; B) forma un ángulo finito con el primer eje (58; X) y con una herramienta de mecanización que puede ser desplazada a lo largo de un tercer eje (26; Z) que forma de manera similar un ángulo finito con el primer eje (58; X) y con el segundo eje (64; B), caracterizada porque el soporte de herramientas (66) está conectado a un primer carro (30) que desplaza la pieza a trabajar (68; 79) a lo largo del primer eje (58; X) en un movimiento oscilante rápido (?X) siendo realizado el movimiento oscilante (?X) a una velocidad superior a 20 m/min, preferentemente superior a 50 m/min, y una aceleración inversa superior a 3 m/s2, preferentemente superior a 10 m/s2, con una longitud ajustable de carrera variable (?1X, ?2X, ?3X), cuya longitud de carrera (?1X, ?2X, ?3X) es sustancialmente idéntica a la trayectoria recorrida en la pieza a trabajar (68; 79) por la herramienta de mecanización durante el respectivo movimiento oscilante (?X).
16. Máquina herramienta, según la reivindicación 15, caracterizada por realizar un movimiento oscilante (?X) con una frecuencia comprendida entre 200 y 500 min-1.
17. Máquina herramienta, según la reivindicación 15 ó 16, caracterizada porque el primer carro (30) está alineado a un motor lineal (72).
18. Máquina herramienta, según una o varias de las reivindicaciones 15 a 17, caracterizada porque el primer carro está acoplado a una transmisión por biela.
19. Máquina herramienta, según una o varias de las reivindicaciones 15 a 18, caracterizada porque el primer eje (58; X), el segundo eje (64; B) y el tercer eje (26; Z) son de modo correspondiente, perpendiculares entre sí.
20. Máquina herramienta, según una o varias de las reivindicaciones 15 a 19, caracterizada porque el segundo eje (64; B) forma un ángulo con el radio de curvatura (RK) de la superficie (80; 86) en un punto de contacto (81; 89) de la herramienta de mecanización sobre la superficie (80; 86).
21. Máquina herramienta, según una o varias de las reivindicaciones 15 a 20, caracterizada porque el soporte de herramienta (66) está dotado de un dispositivo de rotación (76) que puede funcionar de manera continua o de forma oscilante, selectivamente.
22. Máquina herramienta, según una o varias de las reivindicaciones 15 a 21, caracterizada porque la herramienta de mecanización se puede desplazar a lo largo de un cuarto eje (36; Y) que discurre preferentemente paralelo al segundo eje (64; B).
23. Máquina herramienta, según una o varias de las reivindicaciones 15 a 22, caracterizada porque la herramienta de mecanización puede girar adicionalmente alrededor de un quinto eje (50; A), que preferentemente discurre paralelamente al primer eje (58; X).
24. Máquina herramienta, según una o varias de las reivindicaciones 15 a 23, caracterizada porque el primer carro (60) discurre a lo largo del primer eje (58; X) sobre la bancada de la máquina (14), y porque la herramienta de mecanización discurre a lo largo del tercer eje (26; Z) sobre un segundo carro (30) sobre un soporte transversal (20) de un pórtico (18) situado por encima de la bancada (14).
25. Máquina herramienta, según una o varias de las reivindicaciones 15 a 24, caracterizada porque la herramienta de mecanización está constituida, como mínimo, por una muela de rectificar (44, 48) con la que se efectúa el rectificado de la pieza a trabajar (68; 79).
26. Máquina herramienta, según una o varias de las reivindicaciones 15 a 25, caracterizada porque las piezas a trabajar son álabes de turbina (68).
27. Máquina herramienta, según la reivindicación 26, caracterizada porque las superficies (80, 86) son esencialmente superficies cilíndricas sobre una plataforma del álabe de turbina (68).
Patentes similares o relacionadas:
Procedimiento para el mecanizado de superficies automatizado de un componente perfilado de gran tamaño, de una instalación de energía eólica, dispositivo de mecanizado y sistema de mecanizado, del 11 de Marzo de 2020, de Wobben Properties GmbH: Procedimiento para el mecanizado de superficies automatizado de un componente de perfil en forma de un componente perfilado de gran tamaño […]
Método y aparato para proporcionar un borde con sección decreciente sobre una lámina que comprende un material fibroso, del 31 de Mayo de 2017, de VESTAS WIND SYSTEMS A/S: Método para proporcionar un borde con sección decreciente sobre una lámina que comprende un material fibroso, que comprende: - dotar a la lámina de una sustancia […]
Sistema de pulimiento automatizado, del 5 de Octubre de 2016, de THE BOEING COMPANY: Un método que comprende: realizar un primer tipo de operación en una serie de características de superficie sobre una superficie de un […]
Máquina de rectificar, en especial máquina de rectificar de alta velocidad, del 29 de Abril de 2015, de REFORM MASCHINENFABRIK ADOLF RABENSEIFNER GMBH & CO. KG: Máquina de rectificar, en especial máquina de rectificar de alta velocidad con una bancada de máquina , en la que se han dispuesto soportes […]
Acabado superficial de palas de rotor para turbinas eólicas, del 14 de Octubre de 2013, de VESTAS WIND SYSTEMS A/S: Un procedimiento para el tratamiento superficial de una pala de rotor para una turbina eólica,comprendiendo la pala de rotor un borde de ataque […]
 LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 30 de Noviembre de 2012, de NADITEC INGENIERIA, S.L: Luneta mejorada para asiento giratorio de palas de aerogeneradores.
Comprende en principio una estructura circunferencial que asienta sobre unos rodillos […]
LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 30 de Noviembre de 2012, de NADITEC INGENIERIA, S.L: Luneta mejorada para asiento giratorio de palas de aerogeneradores.
Comprende en principio una estructura circunferencial que asienta sobre unos rodillos […]
 DISPOSITIVO PARA EL RECTIFICADO DE ÁLABES DE DISCOS ROTORES Y MÉTODO PARA LLEVAR A CABO DICHO RECTIFICADO, del 17 de Septiembre de 2012, de DANOBAT, S. COOP: Dispositivo para el rectificado de álabes de discos rotores y método para llevar a cabo dicho rectificado, comprendiendo el dispositivo una bancada […]
DISPOSITIVO PARA EL RECTIFICADO DE ÁLABES DE DISCOS ROTORES Y MÉTODO PARA LLEVAR A CABO DICHO RECTIFICADO, del 17 de Septiembre de 2012, de DANOBAT, S. COOP: Dispositivo para el rectificado de álabes de discos rotores y método para llevar a cabo dicho rectificado, comprendiendo el dispositivo una bancada […]
 LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 24 de Mayo de 2012, de NADITEC INGENIERIA, S.L: Comprende en principio una estructura circunferencial que asienta sobre unos rodillos giratorios acoplados en una plataforma base, asentando la pala sobre tal […]
LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 24 de Mayo de 2012, de NADITEC INGENIERIA, S.L: Comprende en principio una estructura circunferencial que asienta sobre unos rodillos giratorios acoplados en una plataforma base, asentando la pala sobre tal […]