PROCEDIMIENTO DE LIMPIEZA DE RESTOS DE GALVANIZADO EN ROSCAS Y MAQUINA PARA DICHO PROCEDIMIENTO.
Procedimiento de limpieza de restos de galvanizado en roscas y máquina para dicho procedimiento,
que consta de la aplicación, sobre las zonas roscadas (1) a limpiar, de un calentamiento y de una proyección de aire a presión, mediante respectivas boquillas (4 y 5), de forma que con el calentamiento se pone en estado semifundido la capa exterior del material del galvanizado, manteniendo en estado sólido una capa interior de dicho material, mientras que con el aire a presión se elimina la capa exterior semifundida del galvanizado, permaneciendo la capa sólida interior unida al elemento base
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200700585.
Solicitante: GALVANIZADOS LACUNZA, S.A.
Nacionalidad solicitante: España.
Provincia: NAVARRA.
Inventor/es: RAZQUIN INSAUSTI,JOSE MIGUEL.
Fecha de Solicitud: 6 de Marzo de 2007.
Fecha de Publicación: .
Fecha de Concesión: 1 de Julio de 2010.
Clasificación Internacional de Patentes:
- C23C2/18B
- C23C2/38B
Clasificación PCT:
- C23C2/18 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Eliminación del exceso del revestimiento fundido de objetos alargados.
- C23C2/38 C23C 2/00 […] › Hilos; Tubos.
Fragmento de la descripción:
Procedimiento de limpieza de restos de galvanizado en roscas y máquina para dicho procedimiento.
Sector de la técnica
La presente invención está relacionada con el tratamiento de galvanizado de tubos o barras provistos de partes roscadas, proponiendo un procedimiento y una máquina para limpiar las partes roscadas, con el fin de eliminar de las roscas una parte del galvanizado para que resulten adecuadamente operativas, pero manteniendo las propiedades de protección del recubrimiento.
Estado de la técnica
Es habitual la práctica de aplicar a los tubos y barras de hierro o acero un recubrimiento de galvanizado, para dotarlos de una capa protectora, fundamentalmente contra la oxidación, de manera que, cuando dichos elementos poseen partes roscadas, debido a que la galvanización es un proceso de aporte de material, en las superficies no uniformes, como las zonas roscadas, el espesor resultante del recubrimiento no es uniforme, lo cual supone una merma de la funcionalidad para los montajes roscados.
En el caso, por ejemplo, de los puntales de sujeción de los encofrados de obras, una solución adoptada para evitar ese problema de la funcionalidad de las roscas por el galvanizado, es realizar las partes extremas roscadas de manera independiente del cuerpo del elemento, galvanizándose el cuerpo y uniéndose luego a él por soldadura las partes extremas roscadas sin galvanizar.
Esta solución tiene el inconveniente de las uniones soldadas que hay que realizar para incorporar al cuerpo del elemento las partes extremas roscadas, lo cual incrementa los costos de manera considerable, y en algunos casos no se admite esa formación de los elementos mediante partes independientes unidas.
Además, con dicha solución las partes extremas roscadas quedan sin protección, resultando propensas a la oxidación, lo que supone una rápida evolución de deterioro, y la oxidación que se produce causa también una deficiencia en la funcionalidad de los montajes roscados.
Objeto de la invención
De acuerdo con la invención se proponen un procedimiento y una máquina para limpiar las roscas de los elementos tubulares o barras galvanizados, permitiendo eliminar de manera ventajosa una parte del galvanizado de las partes roscadas, para mantener íntegra la funcionalidad de las mismas, manteniendo las propiedades de protección del recubrimiento.
El procedimiento preconizado consiste en aplicar sobre las partes roscadas de los elementos galvanizados, un calentamiento capaz de poner la capa exterior del recubrimiento galvanizado en estado semifundido y la capa interior de contacto con el elemento base a una temperatura que no llega a determinar la fusión pero que sin embargo favorece la adhesión al elemento base, proyectándose inmediatamente después de dicho calentamiento un chorro de aire a presión, mediante el cual se elimina la capa exterior de material semifluido del recubrimiento, al mismo tiempo que se enfría la capa sólida interior, que permanece unida al elemento base.
Para llevar al estado de semifusión a la capa exterior del recubrimiento galvanizado se realiza un calentamiento hasta 300-330ºC, con el cual la capa interior de contacto con el elemento base se mantiene a 160-170ºC, aplicándose la proyección de aire para eliminar el material semifundido, a una presión de 8-10 Kg/cm2, con lo que se consigue mantener un espesor de recubrimiento constante y uniforme de 50-60 micras.
El desarrollo del procedimiento se prevé con una máquina formada por un cabezal en el que van incorporadas dos boquillas, una de ellas constitutiva de un soplete conectado a un suministro de gases combustibles y la otra conectada a un suministro de aire a presión, yendo dicho cabezal en disposición de aproximación y de desplazamiento longitudinal de las boquillas respecto de una zona de posicionamiento de la parte extrema roscada de los tubos o barras de aplicación.
La máquina incorpora además unos soportes formados por pares de ruedas dotadas de accionamiento motriz giratorio, para el apoyo de los elementos de aplicación del proceso de limpieza de las roscas, en combinación con los cuales apoyos se dispone un tope superior dispuesto en montaje móvil de elevación y descenso, formado por un par de ruedas giratoriamente libre, mediante el cual se sujeta el elemento de aplicación contra los soportes de apoyo que le mueven en rotación.
De este modo, mediante la combinación del giro del elemento de aplicación del proceso, con el movimiento de las boquillas del cabezal y la actuación mediante la boquilla soplete primero y mediante la boquilla de proyección de aire a presión después, se obtiene la aplicación del proceso de limpieza uniformemente sobre toda la zona roscada de los elemento de aplicación, eliminando la capa exterior del galvanizado y dejando una capa interior del mismo sobre el elemento base.
En la máquina se hallan previstos además unos soportes accesorios, para el apoyo en giro libre de la parte posterior de los elementos de aplicación que sobresale de la zona de apoyo sobre los soporte de accionamiento giratorio, con el fin de evitar los esfuerzos de flexión.
Por todo ello, el procedimiento y la máquina del objeto de la invención resultan de unas características ciertamente ventajosas, adquiriendo vida propia y carácter preferente para la función de acondicionamiento de las roscas de elementos galvanizados, manteniendo la funcionalidad de dichas roscas con un recubrimiento de protección de las mismas.
Descripción de las figuras
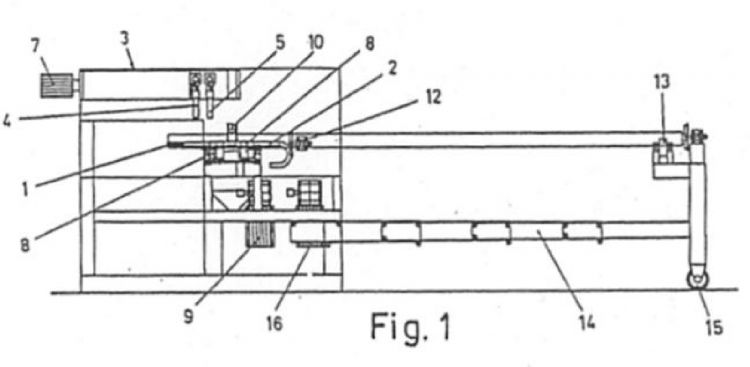
La figura 1 muestra esquemáticamente una vista en alzado lateral de la máquina destinada para el proceso de limpieza de roscas según la invención.
La figura 2 es una vista simplificada en planta de la máquina anterior.
La figura 3 es una vista desde el frente extremo de la máquina con el tope superior de sujeción de los elementos de aplicación en posición elevada.
La figura 4 es una vista como la anterior, con el tope superior de sujeción de los elementos de aplicación en posición operativa.
Descripción detallada de la invención
El objeto de la invención se refiere a un procedimiento para limpiar las roscas de elementos galvanizados, tales como tubos o barras, con el fin de dejar a dichas roscas en adecuadas condiciones de funcionalidad para los montajes roscados, pero manteniendo en ellas una capa protectora de galvanizado.
El procedimiento preconizado consiste en aplicar sobre las zonas roscadas (1) de los elementos galvanizados (2) de aplicación, una proyección de calentamiento tal que la capa exterior del galvanizado adquiera una temperatura a la que el material quede en estado semifundido, mientras que la capa interior que se halla en contacto con el elemento base quede a una temperatura en la que el material se mantenga consistentemente sólido.
Inmediatamente después de dicho calentamiento, se aplica una proyección de aire a presión, mediante la cual se arrastra el material semifundido de la capa exterior del galvanizado, al mismo tiempo se que enfría la capa sólida interior que se halla en contacto con el elemento base.
El calentamiento del galvanizado existente sobre las zonas roscadas (1) que se someten al procedimiento de limpieza, se realiza de forma que la capa externa del material queda a una temperatura de 300-330ºC, a la cual el material del galvanizado resulta en estado semifundido, en tanto que la capa interior que se halla en contacto con el elemento base queda a una temperatura de 160-170ºC, a la cual el material no llega a reblandecer, favoreciendo sin embargo la adherencia al elemento base.
De este modo, mediante la proyección del aire a presión, después del calentamiento, se elimina la capa exterior del galvanizado, por arrastre del material semifundido mediante dicho aire a presión, con lo cual la rosca queda sin acumulación de material sobre ella que dificulte la funcionalidad de los montajes roscados, en tanto que sobre el elemento base se mantiene una capa de 50-60 micras, que garantiza la protección anticorrosiva de la zona roscada (1) de aplica- ción.
Para ello, la aplicación de la proyección del aire a presión sobre la zona roscada (1) a limpiar, se realiza desde una distancia aproximada de 20 milímetros y a una presión de 8-10 Kg/cm2. La aplicación de esta proyección de aire a presión se realiza además inmediatamente después del calentamiento (con un desfase de 2-3 segundos como máximo), para que la temperatura del material del galvanizado no sufra una...
Reivindicaciones:
1. Procedimiento de limpieza de restos de galvanizado en roscas, para eliminar el exceso del material de galvanizado que reduce la funcionalidad de las roscas en elementos tubulares o barras galvanizados, caracterizado porque consta de la aplicación, sobre las zonas roscadas, de un calentamiento capaz de poner la capa exterior del material del galvanizado en estado semifundido, manteniendo la capa interior que se halla en contacto con el elemento base en estado consistente sólido, y la aplicación después de una proyección de aire a presión, mediante la cual se elimina la capa exterior de material semifluido, al mismo tiempo que se enfría la capa sólida interior, que permanece unida al elemento base.
2. Procedimiento de limpieza de restos de galvanizado en roscas, de acuerdo con la primera reivindicación, caracterizado porque la capa exterior del galvanizado cuyo material debe quedar semifundido se calienta a una temperatura de 300-330ºC, mientras que la capa interior cuyo material permanece sólido adquiere una temperatura de 160-170ºC que favorece la unión al elemento base.
3. Procedimiento de limpieza de restos de galvanizado en roscas, de acuerdo con la primera reivindicación, caracterizado porque la proyección de aire se realiza inmediatamente después del calentamiento, aplicándose desde una distancia aproximada de 20 milímetros y a una presión de 8-10 Kg/cm2.
4. Máquina para la limpieza de restos de galvanizado en roscas mediante el procedimiento de la primera reivindicación, caracterizada porque consta de un cabezal (3) en el que van incorporadas dos boquillas (4 y 5), una de ellas (4) a modo de un soplete en conexión con un suministro de gases combustibles, y la otra (5) en conexión con un suministro de aire a presión, yendo dichas boquillas (4 y 5) en disposición de posicionamiento y de desplazamiento longitudinal respecto de una zona de situación de la parte extrema roscada (1) de los elementos galvanizados (2) de aplicación, disponiendo de unos soportes (8) de apoyo y un tope superior (10), para la sujeción de los elementos (2) en la posición de realización de la limpieza de la parte roscada (1) de los mimos, mediante calentamiento y soplado con las boquillas (4 y 5).
5. Máquina de limpieza de restos de galvanizado en roscas, de acuerdo con la cuarta reivindicación, caracterizada porque las boquillas (4 y 5) van relacionadas con un actuador lineal de desplazamiento a lo largo del cabezal (3), para actuar en recorridos de desplazamiento respecto de la extensión longitudinal de las partes roscadas (1) a limpiar.
6. Máquina de limpieza de restos de galvanizado en roscas, de acuerdo con la cuarta reivindicación, caracterizada porque los soportes (8) de apoyo de los elementos (2) de aplicación, determinan asientos formados por pares de ruedas que son actuadas en accionamiento giratorio mediante un motor-reductor (9), haciendo girar dichos soporte (8) a los elementos (2) en la sujeción para la limpieza de la parte roscada (1) de los mismos.
7. Máquina de limpieza de restos de galvanizado en roscas, de acuerdo con la cuarta reivindicación, caracterizada porque el tope superior (10) de sujeción de los elementos (2) de aplicación contra los soportes (8) de apoyo, va dispuesto en un montaje basculante de elevación y abatimiento, disponiendo de un cilindro actuador (11) de accionamiento.
8. Máquina de limpieza de restos de galvanizado en roscas, de acuerdo con la cuarta reivindicación, caracterizada porque próximo a los soportes (8) de sujeción de los elemento (2) de aplicación, va dispuesto un soporte accesorio (12) para el apoyo de la parte de los elementos (2) de poca longitud que se extiende posteriormente desde los mencionados soportes (8) de sujeción.
9. Máquina de limpieza de restos de galvanizado en roscas, de acuerdo con la cuarta reivindicación, caracterizada porque alejado respecto de los soportes (8) de sujeción de los elementos (2) de aplicación, va dispuesto un soporte accesorio (13) para el apoyo de la parte de los elementos (2) de gran longitud que se extiende posteriormente desde los mencionados soportes (8) de sujeción, yendo dicho soporte accesorio (13) asociado a una estructura telescópica (14), mediante la cual es susceptible de posicionamiento de acuerdo con la longitud de los elementos (2) de aplicación.
Patentes similares o relacionadas:
Procedimiento y equipo de recubrimiento para recubrir una banda de metal, del 24 de Junio de 2020, de FONTAINE ENGINEERING UND MASCHINEN GMBH: Procedimiento para recubrir una banda de metal con ayuda de un equipo de recubrimiento , en el que la banda se hace pasar a […]
Procedimiento y dispositivo para el recubrimiento por inmersión en baño fundido de una tira de metal con un revestimiento metálico, del 25 de Enero de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para el recubrimiento por inmersión en baño fundido de una tira de metal (M) con un revestimiento metálico, - en el que la […]
Instalación para revestimiento por inmersión en caliente de una tira de metal que comprende una caja de confinamiento ajustable, del 20 de Abril de 2016, de Arcelormittal: Una instalación para revestimiento por inmersión en caliente de una tira de metal, comprendiendo dicha instalación : * medios para el desplazamiento de […]
DISPOSICION EN UN PROCESO DE OBTENCION DE FIBRA., del 16 de Abril de 2007, de METSO PAPER, INC.: Una instalación en un proceso de obtención de fibra, estando equipada dicha instalación con medios de control y empuje para dirigir la fibra a lo largo de una trayectoria deseada […]
BOQUILLA LIMPIADORA POR INYECCION, del 16 de Mayo de 1996, de AUSTRALIAN WIRE INDUSTRIES PTY. LIMITED: EN EL LIMPIADOR POR INYECCION DE GAS DE UNA BANDA DE HILO GALVANIZADO O TUBO, LA BOQUILLA LIMPIADORA POR INYECCION DE GAS Y, PREFERENTEMENTE UN DEPOSITO CONTENEDOR DE […]
BOQUILLA LIMPIADORA POR CHORRO., del 16 de Enero de 1994, de AUSTRALIAN WIRE INDUSTRIES PTY. LIMITED: LA APARIENCIA SUPERFICIAL DE UN ALAMBRE O TUBO RECUBIERTO CON UN METAL LIQUIDO SE MEJORA UTILIZANDO UNA BOQUILLA LIMPIADORA POR CHORRO DE FORMA DEFINIDA PARA […]
TOBERA PARA SOPLADO DE SUPERFICIES EN MOVIMIENTO CONTINUO., del 1 de Abril de 1993, de UNITAS S.A.: UNA TOBERA PARA RETIRAR POR SOPLADO EL EXCESO DE RECUBRIMIENTO CAPAZ DE FLUIR EN SUPERFICIES EN MOVIMIENTO CONTINUO, POR EJEMPLO UNA CINTA DE CHAPA CINCADA, TIENE UNA […]
ACABADO POR CHORRO DE BOQUILLAS MULTIPLES., del 1 de Abril de 1993, de ARMCO INC.: APARATO METODO PARA CONTROLAR LA DEPOSICION DE RECUBRIMIENTOS DE DISTINTOS ESPESORES SOBRE UNA BANDA CONTINUA. UN CONJUNTO DE ACABADO POR CHORRO QUE INCLUYE […]